礦用帶式輸送機跑偏及調心托輥糾偏性能的研究
2022-01-27 06:29:16岳志敏
機械管理開發 2021年12期
關鍵詞:模型
岳志敏
(晉能控股煤業浙能麻家梁煤業有限責任公司, 山西 朔州 036000)
引言
帶式輸送機以其結構簡單、運輸效率高、環境適應性強等眾多優勢,在很多工業領域都有非常好的應用,特別是對于煤礦物料這種散裝物體,使用帶式輸送機進行運輸非常合適[1]。但是由于礦井工作環境非常復雜,帶式輸送機工作時特別容易出現故障問題,其中皮帶跑偏就是典型的故障問題之一[2]。嚴重制約著帶式輸送機的開機時間,降低了煤礦物料的運輸效率。針對帶式輸送機皮帶跑偏現象出現的原因及其控制措施,國內外很多學者開展了大量研究,提出了很多治理措施,且在實踐應用中獲得了很好的應用效果[3]。其中,應用調心托輥結構對皮帶跑偏現象進行糾偏處理就是很好的例子,效果顯著[4]。本文主要運用有限元方法分析了調心托輥的糾偏性能,對于更深入地掌握調心托輥的糾偏原理,推廣其應用范圍具有一定的實踐意義。
1 帶式輸送機皮帶跑偏及調心托輥概述
1.1 皮帶跑偏現象
帶式輸送機的皮帶跑偏現象是設備實踐應用過程中經常出現的故障問題。對于皮帶跑偏問題,如果處理不當,輕則會對設備造成不可挽回的損傷,影響其使用壽命,重則引發嚴重的安全生產事故,甚至造成人員傷亡。根據相關統計數據表明,國內外每年都有因為帶式輸送機皮帶跑偏引發的安全事故。帶式輸送機的跑偏現象受多方面因素的影響,如圖1 所示為導致帶式輸送機皮帶跑偏的原因歸類分析。可以看出,帶輸送機在設計、制造、安裝、運行的任何環節,如果處理不當都有可能導致皮帶發生跑偏問題。比如,帶式輸送機的托輥或者滾筒在安裝時,其中心線沒有與皮帶的橫截面保持平行狀態,那么皮帶在運行時左右兩側的摩擦力無法保持平衡,就會向一側跑偏。由于皮帶跑偏現象的影響因素錯綜復雜,再加上帶式輸送機工作環境通常比較復雜,所以很難從根本上消除帶式輸送機的皮帶跑偏現象,只能采取措施來抑制皮帶跑偏問題。就目前的情況而言,利用調心托輥裝置對皮帶進行糾偏應用效果較好。
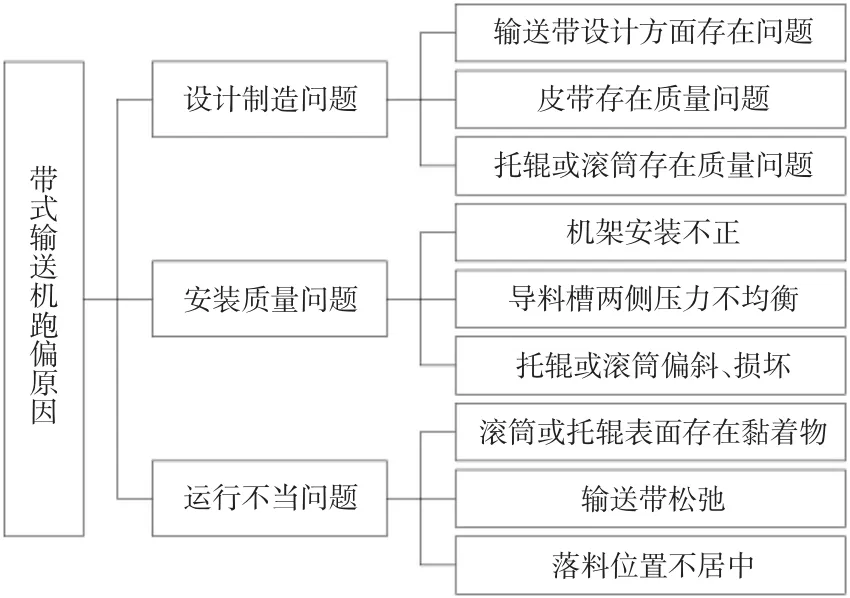
圖1 帶式輸送機皮帶跑偏原因分析
1.2 調心托輥
如圖2 所示為用于糾正皮帶跑偏現象的調心托輥結構示意圖。由圖可知,整個調心托輥結構主要包括調心托輥、支撐架、渦輪渦桿機構以及電機等。一旦帶式輸送機控制系統檢測發現皮帶存在跑偏現象,會下達控制指令啟動調心托輥結構的電機,電機輸出轉速帶動渦輪蝸桿機構運動,最終實現調心托輥旋轉運動。當皮帶跑偏方向不一樣時,電機旋轉方向也會存在差異。當調心托輥旋轉后,所在的平面與皮帶橫向方向存在一定角度,此時會對皮帶產生一個側向的糾偏力,將皮帶糾正到正確的位置上來。

圖2 調心托輥結構示意圖
2 調心托輥模型的建立
2.1 帶式輸送機幾何模型的建立
本文以典型的DTL140 型帶式輸送機為對象進行研究。需要利用Solidworks 軟件建立帶式輸送機的簡化模型,如圖3 所示為建立的帶式輸送機三維簡化模型,建立的模型中只包含滾筒、托輥、皮帶,模型中所有結構的參數全部按照DTL140 型設備的實際尺寸執行。其中,皮帶的寬度為1.4 m,驅動滾筒和改向滾筒的直徑分別為1.25 m 和0.8 m,托輥的直徑為133 mm。考慮到皮帶的特殊性,在建立皮帶模型時對其進行了離散化處理,模型中的皮帶由很多寬度為20 mm 的小條連接而成。為了簡化計算過程,模型中所有的倒角、倒圓全部忽略處理。
圖3 帶式輸送機三維簡化模型
2.2 有限元模型的建立
將建立的三維簡化帶式輸送機模型輸入到ADAMS 軟件中,然后將皮帶設置為彈塑性體,托輥和滾筒全部設置為剛體。將其中一個托輥視為調心托輥,在建立模型時可以改變其與皮帶橫向截面之間的角度。約束所有的托輥和滾筒只能繞其中心線做旋轉運動,對于張緊滾筒需要施加一個向下的作用力以達到張緊皮帶的作用,確保皮帶與滾筒、托輥之間始終保持接觸。將皮帶與滾筒、托輥之間的接觸類型設置為實體—實體接觸,兩者之間的靜摩擦系數和動摩擦系數分別設置為0.5 和0.3。模型中設置帶式輸送機的啟動時間為1 s,正常運行時驅動滾筒的轉動速度為208.35 rad/s,即在1 s 時間內驅動滾筒的轉動速度由零線性增加到208.35 rad/s,然后保持不變。
3 調心托輥的糾偏性能研究
實踐經驗表明,調心托輥結構在實踐應用時其偏轉角度以及調心托輥承受的正壓力會對糾偏性能產生比較重要的影響。本研究主要是在有限元模型中改變以上兩個變量的參數大小,分析對皮帶發生位置偏移量的影響規律。
3.1 旋轉角度對皮帶偏移量的影響
目前普遍的思想認為,調心托輥的旋轉角度越大,糾偏性能就越好[5]。本文所述的調心托輥結構最大旋轉角度為25°,為了分析旋轉角度對皮帶跑偏問題糾偏效果的影響規律,在有限元模型中將調心托輥的旋轉角度設置在3°~24°內變化,每間隔3°取值建模進行計算。如圖4 所示為調心托輥旋轉角度對皮帶偏移量的影響規律曲線。

圖4 皮帶偏移量與旋轉角度之間的關系曲線
由圖4 可知,隨著調心托輥旋轉角度的不斷增加,皮帶中的偏移量先隨之不斷增加,而后又呈現出逐漸減小的趨勢,出現轉折的位置在旋轉角度為12°時。以上研究結果與普遍認識存在一定的差異,皮帶跑偏量并沒有隨著旋轉角度增加出現線性增長的趨勢,而是在12°時達到了最大值。綜上可以得出,隨著旋轉角度的不斷增加,調心托輥的糾偏能力逐漸增強,但是當旋轉角度超過12°以后,其糾偏能力隨著旋轉角度的增加不斷降低。
3.2 正壓力對皮帶偏移量的影響
帶式輸送機輸送的煤礦物料越多,那么皮帶與托輥之間的正壓力越大,通常情況下認為正壓力越大,皮帶越容易發生跑偏現象[6]。為了分析調心托輥正壓力對皮帶跑偏量的影響規律。本研究中,首先將重力加速度設置為9.8 m/s2,計算結果發現皮帶與調心托輥之間的正壓力為7 N。在后續的分析中,分別將皮帶與調心托輥之間的正壓力設置為14 N、21 N、28 N、35 N、42 N。如圖5 所示為調心托輥正壓力對皮帶偏移量的影響規律曲線。

圖5 皮帶跑偏量與正壓力之間的關系曲線
由圖5 可知,隨著調心托輥正壓力的不斷增加,皮帶跑偏量隨之出現了線性增加的趨勢。意味著調心托輥正壓力越大,其擁有更加優越的糾偏能力。另外,以上結果還表明,當帶式輸送機運輸的煤礦物料重量越大時,越容易發生皮帶跑偏現象,所以控制帶式輸送機的輸送量是緩解皮帶跑偏現象的實踐措施之一。
4 結論
1)調心托輥的糾偏原理主要是改變托輥與皮帶橫向截面之間的角度,從而改變調心托輥與皮帶之間的摩擦狀態,使皮帶回到正確的位置上來。
2)調心托輥的旋轉角度和托輥表面正壓力是影響糾偏性能的兩個重要因素。
3)分析結果發現,隨著旋轉角度的不斷增加,調心托輥的糾偏能力先逐漸增加,旋轉角度為12°時,糾偏能力達到最大值;而后糾偏能力逐漸降低。調心托輥表面正壓力越大其糾偏能力越好。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
