熱絲TIG自動焊在核電站鋼襯里施工中的研究與應用*
2022-02-02 13:57:48陳旭芳
施工技術(中英文) 2022年23期
關鍵詞:焊縫
陳旭芳,王 康,王 雄
(中國建筑第二工程局有限公司,北京 100160)
1 工程概況
國內某第三代核電堆型采用雙層安全殼設計,在內層混凝土安全殼上敷鋼襯里,安全殼鋼襯里主要是由1萬多m2的6mm厚碳鋼板拼接而成的超大容器,鋼板牌號為P265GH。國內核電站安全殼鋼襯里對接焊縫預制安裝時,多使用手工焊條電弧焊、熔化極氣體保護焊或埋弧焊進行焊接。熱絲TIG自動焊具有電弧燃燒穩定、焊接質量優異等特點,相比冷絲焊接,熱絲焊接熔化速率更快、熔敷效率更高。該焊接技術已成熟應用于核電站管道、不銹鋼水池鋼覆面焊接中。
2 熱絲TIG自動焊工藝試驗
2.1 材料與設備
1)母材
安全殼鋼襯里P265GH鋼板為優質碳素鋼板,相當于國內核電材料標準的20HR或Q265HR。碳當量CE為0.30%,焊接性能良好,焊接6mm厚鋼板時不需焊前預熱及后熱處理。P265GH鋼板化學成分如表1所示。

表1 P265GH鋼板化學成分百分比 %
2)焊材
根據母材力學性能及設計標準要求,選用型號ER50S-6、牌號CHG-56HR的焊絲進行焊接。保護氣體采用純度≥99.99%的純氬。ER50S-6焊絲的熔敷金屬力學性能如表2所示,熔敷金屬力學性能優異,熔敷金屬較純凈。
3)焊接設備
焊接設備采用米加尼克PI350 TIG焊接電源,并配備冷卻水箱、控制系統、熱絲電源、自動焊機頭、真空吸盤軌道及氣泵等設施,具有弧壓跟蹤、預熱焊絲的功能,可通過自動控制電弧高度、焊槍升降的方式,動態跟蹤、動態補償電弧長度,同時焊前外加電源預熱焊絲,提高熔敷效率,實現高效焊接。自動焊機頭軌道抽真空后吸附于鋼板上,組裝簡單方便。
2.2 焊接工藝
1)坡口設計及焊道分布
熱絲TIG自動焊采用單面焊雙面成型工藝焊接鋼襯里碳鋼板。本次試驗為平焊位置,焊接坡口角度為單邊37.5°±2.5°,坡口鈍邊厚0.5~1.5mm,組對間隙為2~2.5mm,如圖1所示。

圖1 坡口設計
試驗采用2塊500mm×150mm×6mm的試板。試板組對點固焊采用手工鎢極氬弧焊進行焊接,打底焊時點固焊縫全部熔入試板焊縫。試板焊縫采用熱絲TIG脈沖焊時分3道焊縫,第1道為打底焊縫,第2道為填充層焊縫,第3道為蓋面層焊縫,焊道分布如圖2所示。

圖2 焊道分布
2)焊接工藝規范
通過一定數量的模擬件進行焊接后,確定本試驗焊接電流、焊接電壓及送絲速度等參數,采用直流正接,占空比為50%,保護氣體流量為18L/min,熱絲電流為50~70A,其余焊接參數如表3所示。焊接時熱輸入全過程控制在9kJ/cm內,焊接層溫度控制在5~200℃,環境濕度控制在90%以下。
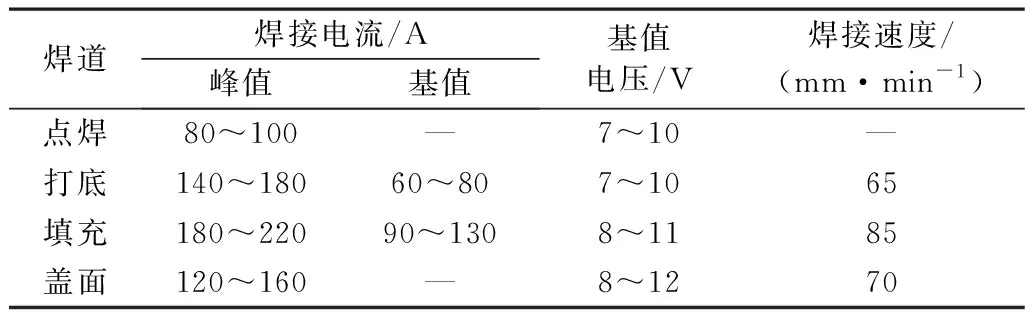
表3 焊接參數
3 試驗結果分析
3.1 無損檢測
完成焊接后,對試板進行100%目視檢測、100%泄漏檢測、100%液體滲透檢測及100%射線檢測。檢測結果全部合格,焊縫表面及內部均無缺陷,焊縫成型美觀(見圖3)。

圖3 焊縫外觀質量
3.2 拉伸試驗
截取2個橫向拉伸試樣,參照GB/T 2651—2008《焊接接頭拉伸試驗方法》進行室溫拉伸試驗,試驗標準為抗拉強度≥410MPa。經試驗,室溫抗拉強度分別為437,434MPa,試樣斷于母材,拉伸試驗結果全部合格。
3.3 沖擊試驗
截取2組(每組3件)5mm×10mm×55mm的沖擊試樣,在0℃下進行沖擊試驗,參照GB/T 2650—2008《焊接接頭沖擊試驗方法》,1組為焊縫區熔敷金屬沖擊試驗,沖擊試樣缺口位于焊縫中心,垂直于試板表面;另1組為熱影響區沖擊試驗,沖擊試樣缺口位于離焊縫熔合線1mm處,垂直于試板表面。根據設計標準,0℃下熔敷金屬和熱影響區沖擊試驗結果平均值≥20J,最小值≥14J。
焊縫區、熱影響區的沖擊試驗結果全部合格,實測值如圖4所示。由試驗可知,焊縫區與熱影響區的沖擊功均遠高于標準要求,沖擊功有很大裕量,說明該焊接接頭有很大的韌性儲備。同時經比較可知,焊縫區的沖擊功均小于熱影響區的沖擊功。

圖4 焊縫區與熱影響區沖擊試驗實測值
3.4 金相試驗
在試板焊縫上分別截取1個金相試樣,以檢驗宏觀金相和微觀金相,試驗參照標準分別為GB/T 226—2015《鋼的低倍組織及缺陷酸蝕檢驗法》和GB/T 13298—2015《金屬顯微組織檢驗方法》。在10倍放大鏡下觀察宏觀金相試樣,焊接接頭未發現裂紋,未出現未熔合、未焊透、夾渣、氣孔等焊接缺陷。
采用金相顯微鏡觀察接頭焊縫區、熔合區及熱影響區。焊縫區、焊縫與母材熔合區、熱影響區金相組織如圖5所示。由圖5可知,焊縫區與熱影響區金相組織為珠光體+鐵素體+貝氏體,在焊縫區及熱影響區均未發現微裂紋及因淬火產生的非正常組織。
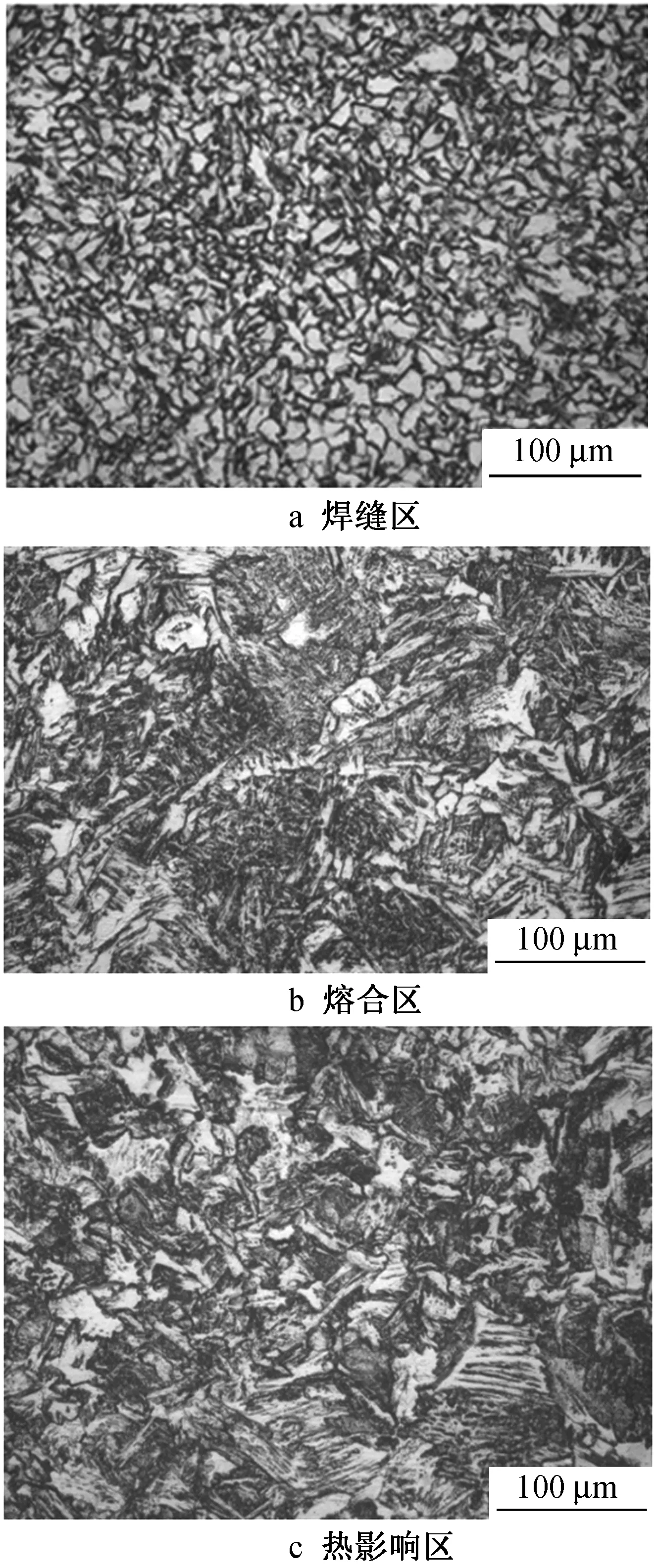
圖5 金相組織(200×)
3.5 硬度試驗
參照GB/T 2654—2008《焊接接頭硬度試驗方法》,測量焊縫金屬、熱影響區及靠近熱影響區母材的顯微硬度,硬度荷載為100N。測量點分布如圖6所示,在距離上下母材表面2mm處各測量19個點。設計標準要求焊接接頭的硬度HV10應≤380,經試驗,接頭硬度測量值均合格,結果如圖7所示。從母材到焊縫金屬區的硬度有逐漸增大趨勢,焊接接頭表面焊縫金屬硬度明顯高于焊接接頭下表面的焊縫金屬硬度。

圖6 硬度測量點分布

圖7 各區域硬度測量值趨勢
4 工程應用
4.1 自動焊應用
采用熱絲TIG自動焊對安全殼鋼襯里底板進行焊接,焊縫成型美觀,檢測焊縫真空泄漏、液體滲透及射線情況,焊縫無損檢測結果全部合格。
4.2 自動焊推廣應用問題與措施
1)焊接接頭組對間隙超差 熱絲TIG自動焊對坡口加工精度及組對間隙要求非常高,如組對間隙超寬或變窄會影響打底焊縫質量,易產生未焊透、未熔合等缺陷。鋼襯里進行產品組對時,組對間隙易超差,為保證自動焊質量,坡口應采用機械設備進行加工,以保證加工精度,同時在產品組對時嚴格控制組對間隙。如組對間隙超寬,應在產品焊接前模擬焊接超寬或窄間隙,以適時調整焊道分布,或改用手工鎢極氬弧焊。
2)磁偏吹 在熱絲TIG自動焊碳鋼過程中,磁偏吹會造成未熔合、未焊透等焊接缺陷。在焊接前或焊接過程中應控制、消除產生磁偏吹的因素。
采用直流電流預熱焊絲時,由于焊絲中的加熱電流產生磁場影響,電弧會產生磁偏吹使電弧縱向偏擺。使用交流電源加熱填充焊絲可有效消除磁偏吹,還可使用脈沖熱絲TIG焊。
由于熱絲TIG自動焊采用直流正接,接地線位置擺放不當易使被焊碳鋼板或被焊件周邊材料產生磁性,從而加重電弧偏擺程度,影響焊接質量。
3)夾鎢缺陷 自動焊由于長時間進行大電流焊接,鎢極產生高溫而被燒損,同時在起弧、停弧時粘鎢,易造成夾鎢缺陷。自動焊鎢極采用耐高溫的鑭鎢極可較好解決該問題,同時應控制起弧、停弧次數,停弧后應及時處理接頭。
5 結語
1)本文對核電站安全殼鋼襯里采用熱絲TIG自動焊進行研究。通過無損檢測、拉伸試驗、沖擊試驗、金相試驗及硬度試驗等方法,驗證焊材選型、焊接坡口設計及焊接規范參數等符合熱絲TIG自動焊的要求,表明熱絲TIG自動焊接頭滿足安全殼鋼襯里設計標準。
2)熱絲TIG自動焊接頭在0℃下的低溫沖擊性能優異,沖擊韌性裕量大。
3)將熱絲TIG自動焊安全應用于核電站安全殼鋼襯里,證明熱絲TIG自動焊工藝可行,焊接質量滿足核電站設計標準要求。
4)對熱絲TIG自動焊在核電站安全殼鋼襯里施工應用中的質量控制要點進行總結,并加以分析。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
