V90PN伺服系統在全自動口罩機中的應用
2022-02-07 07:46:46衣志強
裝備機械 2022年4期
關鍵詞:工藝
衣志強
煙臺環時自動化科技有限公司 山東煙臺 264000
1 應用背景
隨著2020年新冠肺炎疫情的爆發,口罩的需求大幅上漲。為了應對疫情防控,各地政府紛紛鼓勵企業轉產生產口罩。當時,在產能擴充之下,口罩機成為了稀缺品,全自動KN95口罩機供不應求。全自動KN95口罩機將多層無紡布通過熱壓、折疊成型、超聲熔接、廢料切除、耳帶鼻梁條焊接等工序,制造出具有一定過濾性能的各種口罩,需要多臺機器配合完成各種不同的工序。相比純手工生產,全自動KN95口罩機質量穩定,效率高。全自動KN95口罩機采用超聲熔接技術,對三至六層熔噴無紡布、活性炭、過濾材料等原材料進行熔接。整套設備經過無紡布鼻梁線熔接,左右耳帶熔接、對折、封邊、滾切等一體化全自動折疊生產工藝,加工得到合格的KN95口罩,生產全程不需要人工參與,全自動完成KN95口罩成品的工作。筆者介紹西門子V90PN伺服系統在全自動KN95口罩機中的應用。
2 整體結構
全自動KN95口罩機如圖1所示,生產線分為七大機構:卷料上料機構、鼻梁條上料機構、口罩紋路裁剪定型機構、耳帶上料及熔接機構、口罩折疊成型機構、口罩形狀裁切機構、成品下料機構。

圖1 全自動KN95口罩機
3 控制系統方案
耳帶上料及熔接機構中的焊耳熔接裝置實現左右耳帶的熔接工藝,口罩形狀裁切機構實現口罩的封邊工藝,需要焊耳滑臺及封邊滑臺與主軸實現絕對位置同步,因此選用1511T-1PN工藝型中央處理器作為控制核心。根據全自動KN95口罩機機械參數進行伺服硬件的配置,主軸電機選用V90PN 2.5 kW高慣量絕對值電機,焊耳滑臺電機和封邊滑臺電機都選用V90PN 0.75 kW低慣量絕對值電機,左右焊耳電機都選用V90PN 0.4 kW低慣量絕對值電機。伺服硬件配置見表1,工廠自動化硬件配置見表2。

表1 伺服硬件配置

表2 工廠自動化硬件配置
4 生產流程
全自動KN95口罩機生產線的主要功能是KN95口罩自動成型,主要流程如下:布料放卷后,經過滾輪驅動,鼻梁條通過鼻梁條上料機構定長裁切后,導入包邊布料,經過滾花超聲熔接后,繼續向前傳送;經過左右耳帶焊耳熔接,再經過口罩折疊成型機構折疊;超聲傾斜封口,通過切刀輥裁切成型;掉落至無菌中轉筐,運送至下一消毒工序。全自動KN95口罩機生產線的控制網絡和人機界面分別如圖2、圖3所示。
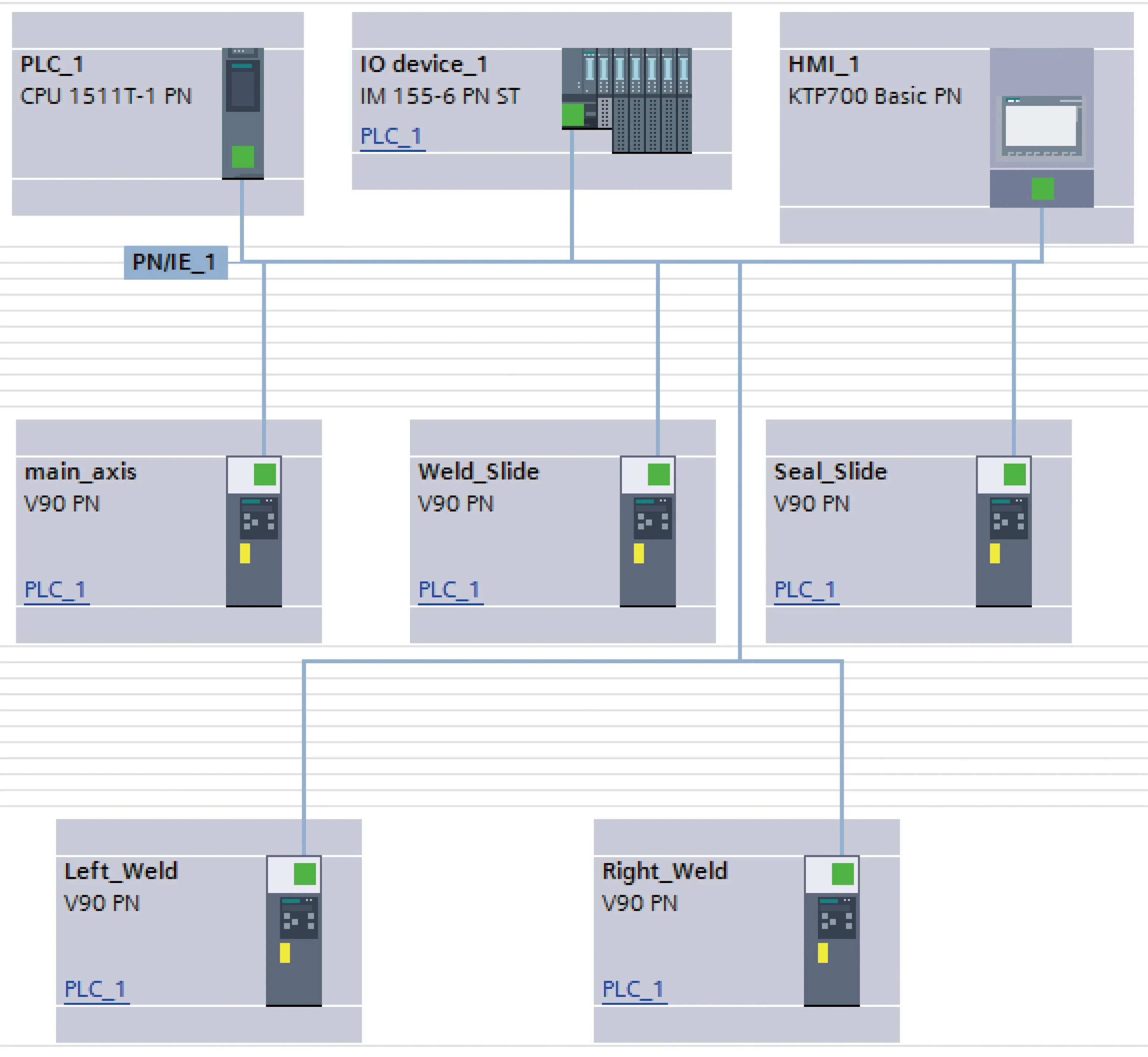
圖2 全自動KN95口罩機生產線控制網絡

圖3 全自動KN95口罩機生產線人機界面
5 主要功能
全自動KN95口罩機的主要功能是左右耳帶熔接,以及口罩折疊后封邊這兩個工藝。
耳帶上料及熔接機構如圖4所示。左耳帶和右耳帶對應的熔接機構和原理相同,只是位置不同。

圖4 耳帶上料及熔接機構
耳帶從送料機構送至耳帶拉取熔接機構上,由耳帶拉取熔接機構拉取耳帶,再由剪耳帶機構將耳帶剪斷,最后由耳帶拉取熔接機構將耳帶熔接在口罩上。上述動作通過氣缸實現,末端卡爪的旋轉通過V90PN絕對值電機驅動實現。若設備選用步進電機,則需要回零開關配合,而選用V90PN絕對值電機的優勢在于每次上電不需要回零,也不需要回零開關。
在左右耳帶焊耳熔接的實際調試過程中,發現V90PN高慣量絕對值電機定位有過沖現象,即超過180°然后再回到180°的位置。由于實際采用對工藝對象進行控制的方式,因此可以從工藝對象的位置控制原理進行分析,默認預控制值為100%,將預控制值降到80%,即可消除定位過沖現象。位置控制原理如圖5所示。

圖5 位置控制原理
耳帶上料及熔接機構中最關鍵的步驟為需將耳帶熔接至口罩的準確位置上,這一準確位置的確定就需要采用1511T-1PN工藝型中央處理器的絕對位置同步功能。
絕對位置的同步功能通過MC_GearInPos命令實現。可以在主軸和從軸之間啟動絕對齒輪同步運動,指定同步位置,通過指定主軸運行距離或動態響應值來建立絕對位置同步。絕對位置同步指令如圖6所示。

圖6 絕對位置同步指令
當焊耳滑臺與主軸達到絕對位置同步后,啟動左右焊耳氣缸下壓熔接耳帶至口罩上。口罩封邊功能的實現跟耳帶上料及熔接機構的原理相同,也是通過絕對位置同步實現,當封邊滑臺與主軸達到絕對位置同步后,啟動封邊氣缸,利用超聲熔接封邊。封邊機構如圖7所示。

圖7 封邊機構
6 結束語
隨著后期的深入調試,全自動KN95口罩機生產逐步趨于穩定,現場生產產品的合格率在98%以上,這是西門子V90PN伺服系統搭配1511T-1PN工藝型中央處理器在全自動KN95口罩機中的典型應用。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52