重點行業(yè)薄壁軸類零件的自動化加工
2022-02-07 07:47:04王雷
裝備機(jī)械 2022年4期
王 雷
通用技術(shù)沈陽機(jī)床股份有限公司 沈陽 110142
1 研究背景
對于企業(yè)而言,需要考慮如何降低生產(chǎn)成本,并且以低成本獲得高效益。對于某重點行業(yè)的薄壁軸類零件而言,不僅需要對結(jié)構(gòu)設(shè)計以及工藝進(jìn)行必要的變革,而且在工藝裝備方面也需要進(jìn)行不斷地改進(jìn),對不利的因素進(jìn)行改善,使其能適應(yīng)行業(yè)的發(fā)展要求,提高生產(chǎn)效率,降低工人的勞動強(qiáng)度,最終實現(xiàn)產(chǎn)品的自動化加工。筆者以某重點行業(yè)的薄壁軸類零件為例,進(jìn)行詳細(xì)介紹。
2 設(shè)備選用
根據(jù)用戶工藝要求,在薄壁軸類零件的工序加工中,需要加工其小端外圓及端面,鉆中心孔,整個零件車外圓,及對零件左端面進(jìn)行切斷。由于該薄壁軸類零件相對較長較重,用戶要求加工過程中能實現(xiàn)一定程度的自動化加工,提高加工效率,降低工人的勞動強(qiáng)度。
根據(jù)該零件的外形及精度要求,筆者選用T4Sm數(shù)控車床。該車床是以德國本土設(shè)計為基礎(chǔ),結(jié)合筆者所在單位多年臥式數(shù)控車床的設(shè)計經(jīng)驗,順應(yīng)市場發(fā)展及需求而設(shè)計、生產(chǎn)的一種全新產(chǎn)品。該車床主要性能指標(biāo)具有世界當(dāng)前同類產(chǎn)品的優(yōu)勢,具有超高的精度和穩(wěn)定性,高剛性結(jié)構(gòu)和大功率大扭矩主軸,能夠滿足重切削的需求,使用戶得到高效率、低成本的回報。
該車床配備進(jìn)口臥式12工位動力刀架,具有剛性好、鎖緊可靠、轉(zhuǎn)位速度快、重復(fù)定位精度高等特點,不僅可以完成車削功能,還能實現(xiàn)對工件的鉆、銑、攻絲等加工。完全滿足薄壁軸類零件的加工要求。整機(jī)采用封閉式全防護(hù)結(jié)構(gòu),符合人機(jī)工程學(xué)的原理,門玻璃為耐沖擊防爆玻璃板。該車床宜人性好,便于操作。該車床采用機(jī)、電、液一體化結(jié)構(gòu),整體布局緊湊合理,便于保養(yǎng)和維修。
因為所要加工的薄壁軸類零件長度較長,所以T4Sm數(shù)控車床配置了專用的調(diào)裝夾具,可以實現(xiàn)一次性裝夾加工,滿足用戶精度要求。另外,由于用戶提出一定程度的自動化加工要求,因此配置了專用的托料、送料機(jī)構(gòu),滿足了用戶提出的自動化加工的要求。
3 工藝方案制訂
針對用戶提出的加工要求,結(jié)合零件特點,制訂了專用的工藝方案,如圖1所示。該零件加工節(jié)拍見表1。圖1、表1可以準(zhǔn)確反映該零件加工時的狀態(tài),以及加工的工步、時間節(jié)拍,有效指導(dǎo)車間進(jìn)行加工、驗收。
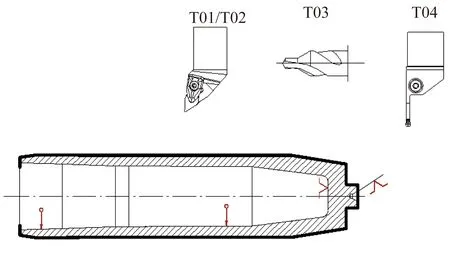
圖1 薄壁軸類零件工藝方案

表1 薄壁軸類零件加工節(jié)拍
4 專用工裝
加工薄壁軸類零件的雙脹式專用夾具裝配如圖2所示。

圖2 雙脹式專用夾具裝配
過渡盤安裝在車床主軸上,以主軸短錐形式定位,通過螺釘緊固在主軸上。夾具體安裝在過渡盤上,夾具體前端為支撐套及軸向定位桿。雙脹式專用夾具采用內(nèi)孔定心、內(nèi)端面軸向定位的形式,采用雙活塞油缸形式進(jìn)行動力輸出。兩個錐套分別通過各自的拉桿連接至尾部油缸,脹塊通過錐面與錐套配合。外側(cè)的環(huán)槽采用彈簧鋼絲進(jìn)行緊固,保證脹塊與錐套始終貼合。用戶也可以根據(jù)零件內(nèi)孔不同更換不同脹塊,實現(xiàn)雙脹式專用夾具的快速互換。夾具體外形為漸變徑結(jié)構(gòu),既能避免與零件刮碰,又能保證夾具剛性。導(dǎo)向螺釘可以保證錐套不發(fā)生旋轉(zhuǎn)。用戶在進(jìn)行日常保養(yǎng)時,可以通過油杯對夾具進(jìn)行注油潤滑。
薄壁軸類零件的裝夾過程中,自動托料架將零件送入夾具體。軸向定位頂緊后,液壓油通過雙油缸分別推動兩個拉桿向右移動,錐套在拉桿的推動下,通過錐面使脹塊在徑向進(jìn)行移動,直至脹緊零件內(nèi)孔。反之,則松開零件。
薄壁軸類零件的加工過程為:零件夾緊后,分別粗車、精車小端面,動力刀架鉆中心孔,然后頂尖頂緊零件,粗車、精車外圓,最后車左端面,完成加工。
5 受力分析及夾緊力計算
脹塊在推力作用下的受力分析如圖3所示。按照斜楔式夾緊原理對脹塊所受的作用力進(jìn)行分析,P為對脹塊所加的推力,Q為對零件產(chǎn)生的夾緊力,f為錐套與脹塊之間的摩擦力,N為錐套的反作用力。根據(jù)夾緊力分析,可得:

圖3 脹塊受力分析
Q=P/tan(α+φ)
(1)
式中:α為錐套圓錐角的1/2;φ為脹塊與錐套之間的摩擦角。
按要求液壓系統(tǒng)需提供1.5 MPa的液壓力,根據(jù)油缸樣本,計算可得P為20 kN。筆者設(shè)計的雙脹式專用夾具,在錐套圓錐角為25°時不會產(chǎn)生自鎖現(xiàn)象,因而α為12.5°。脹塊與錐套之間的摩擦因數(shù)為μ1,則有:
μ1=tanφ
(2)
μ1為0.2,可得φ為11.3°。代入式(1),可得夾緊力Q約為45 kN。
6 夾緊力校核
根據(jù)薄壁軸類零件不同的受力情況,以加工過程中對夾緊最不利的工況進(jìn)行校核計算。根據(jù)靜力平衡的原理先計算出理論夾緊力,再將理論夾緊力乘以安全因數(shù)作為實際所需夾緊力,并將其作為夾緊力校核的依據(jù)。
Q2=KQ1
(3)
式中:Q2為實際所需的夾緊力;Q1為在一定條件下由計算得出的理論夾緊力;K為安全因數(shù),通常粗加工時取2.5~3,精加工時取1.5~2。
為便于計算,將該零件等效為外壁直徑為125 mm,內(nèi)壁直徑為100 mm的圓柱筒料,料長為525 mm,質(zhì)量為18 kg。根據(jù)相關(guān)企業(yè)提供的信息,可知主軸從0加速至500 r/min所需要的時間為1 s。
J=m(R2-r2)/2
(4)
式中:J為轉(zhuǎn)動慣量;m為薄壁軸類零件質(zhì)量;R為等效圓柱筒料外徑半徑;r為圓柱筒料內(nèi)徑半徑。
可得轉(zhuǎn)動慣量J為0.013 kg·m2。
角加速度α為:
α=ω/t
(5)
ω=2πn
(6)
式中:ω為角速度;t為時間;n為轉(zhuǎn)速。
計算可得角加速度α為52.3 r/s2。
離心力扭矩M1為:
M1=Jα
(7)
計算可得離心力扭矩M1為0.68 N·m。
脹塊夾緊力所產(chǎn)生的摩擦力F為:
F=μ2Q
(8)
式中:μ2為脹塊與薄壁軸類零件之間的摩擦因數(shù),取0.2。
計算可得脹塊夾緊力所產(chǎn)生的摩擦力F為9 kN。
摩擦力產(chǎn)生的扭矩M2為:
M2=FL
(9)
式中:L為等效圓柱筒料內(nèi)徑半徑。
計算可得零件被夾緊時摩擦力產(chǎn)生的扭矩M2為450 N·m。由此可見,該扭矩遠(yuǎn)大于轉(zhuǎn)動時離心力產(chǎn)生的扭矩,因此主軸在500 r/min的轉(zhuǎn)速下旋轉(zhuǎn),零件不會產(chǎn)生滑移。
車削時,若要保證該零件不發(fā)生轉(zhuǎn)動或者移動,則要求車削力產(chǎn)生的扭矩需小于該零件夾緊時所產(chǎn)生的摩擦力的扭矩。由于車削力的計算比較復(fù)雜,筆者根據(jù)實際切削參數(shù),通過切削力計算軟件進(jìn)行計算,界面如圖4所示。得出切削時的安全車削力為4 492 N,該值遠(yuǎn)小于夾緊時產(chǎn)生的摩擦力9 kN。摩擦力產(chǎn)生的扭矩為450 N·m,切削力產(chǎn)生的扭矩為280 N·m,切削力產(chǎn)生的扭矩小于摩擦力產(chǎn)生的扭矩,因此夾具的夾緊力安全,車削時不會引起薄壁軸類零件滑移或轉(zhuǎn)動。

圖4 切削力計算軟件界面
7 夾具體有限元分析
應(yīng)用Solidworks Simulation有限元靜態(tài)分析軟件對夾具體進(jìn)行靜態(tài)分析,選項如圖5所示。夾具體在受力狀態(tài)下的位移云圖如圖6所示。由圖6可見,夾具體的最大變形量為0.3 mm,能夠滿足加工要求。

圖5 有限元靜態(tài)分析選項

圖6 夾具體受力狀態(tài)下位移云圖
8 自動托料架
自動托料架三維圖如圖7所示,二維圖如圖8所示。自動托料架共由三部分組成。最下方為底座,安裝在機(jī)床床身上,配有鑲條,底部通過上下兩側(cè)壓板支撐,可以在油缸的作用下實現(xiàn)軸向移動。中間為箱體部件,內(nèi)部安裝有垂直移動的油缸、到位檢測開關(guān)、導(dǎo)向套等。上部為運動托板,安裝有V形塊、導(dǎo)向桿、拉鉤等,其中V形塊、拉鉤均為可調(diào)式設(shè)計,可根據(jù)該零件直徑進(jìn)行調(diào)整。

圖7 自動托料架三維圖
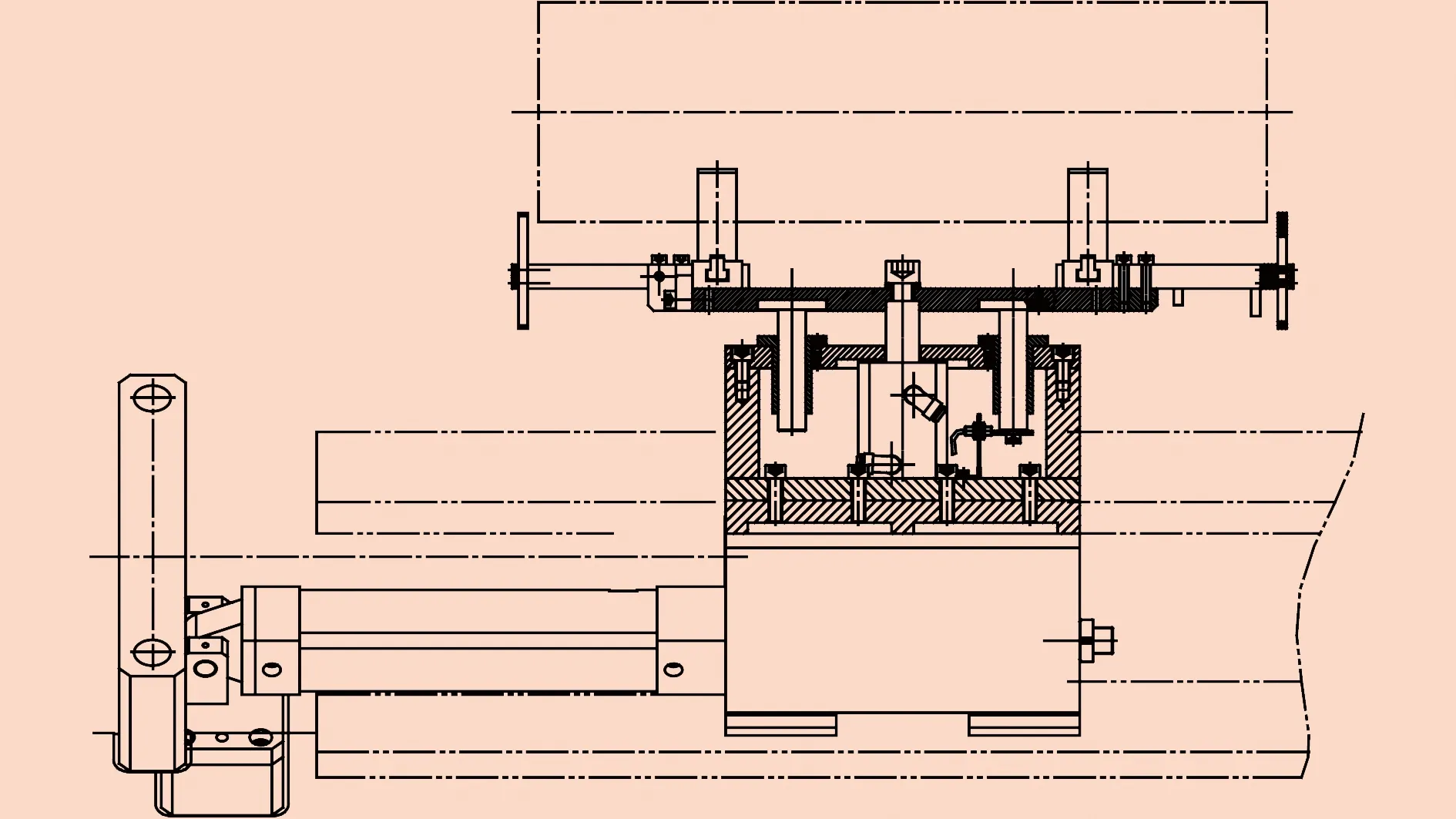
圖8 自動托料架二維圖
自動托料架的上、下料均通過液壓控制實現(xiàn),再配合機(jī)械手實現(xiàn)自動上、下料。自動托料架上料順序如下:箱體中的油缸上升,使運動托板上升到位;接近開關(guān)發(fā)出到位信號,將零件放在自動托料架的V形塊上;底座上的油缸向左拖動自動托料架,直至零件內(nèi)端面接觸夾具體的軸向定位,實現(xiàn)Z軸方向的上料;此時雙脹式夾具夾緊零件,箱體中的油缸下降;到位后,開始加工零件。自動托料架下料順序如下:零件加工完成后,箱體中的油缸上升托住零件;夾具松開,液壓尾臺撤回;底座上的油缸向右推動自動托料架,實現(xiàn)Z軸方向的下料,取走零件。運行過程中,只需要在機(jī)床上執(zhí)行相應(yīng)的M代碼,就可以自動完成整個加工過程,不需要人為進(jìn)行調(diào)整。如果配合使用機(jī)械手,就可以實現(xiàn)真正意義上的全自動加工。
9 現(xiàn)場驗收
加工薄壁軸類零件采用雙脹式專用夾具,調(diào)整完成后,安裝檢測環(huán)檢測精度如圖9所示,夾具安裝軸向定位如圖10所示。自動托料架現(xiàn)場照片如圖11所示。

圖9 檢測精度

圖10 軸向定位
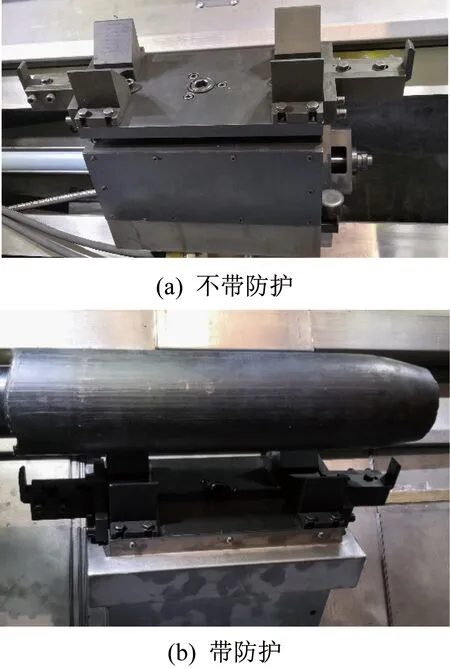
圖11 自動托料架現(xiàn)場照片
薄壁軸類零件加工現(xiàn)場驗收如圖12所示。通過對該零件的加工分析、加工方案制訂、雙脹式專用夾具及自動托料架的設(shè)計,以及用戶的最終驗收,積累了一定的經(jīng)驗,可以為今后的設(shè)計過程提供參考。

圖12 薄壁軸類零件加工現(xiàn)場驗收
筆者設(shè)計的雙脹式專用夾具及自動托料架均采用液壓控制,運轉(zhuǎn)平穩(wěn),安全可靠,滿足了客戶的需求,同時在加工節(jié)拍、加工精度等方面也都達(dá)到了客戶的要求,得到了客戶的認(rèn)可。
10 結(jié)束語
筆者通過分析薄壁軸類零件的加工工藝及自動化要求,選取了適合的加工設(shè)備,設(shè)計了專用夾具及自動托料架,在實際生產(chǎn)中驗證了方案的可行性,以及專用夾具的可靠性。