鋼纜式焊絲埋弧焊工藝試驗
2022-02-07 07:47:08朱達新唐菊萍
裝備機械 2022年4期
關鍵詞:焊縫
朱達新 唐菊萍
江陰中等專業學校 江蘇江陰 214400
1 試驗背景
鋼纜式焊絲是一種新型焊材,由六根外圍焊絲圍繞一根中心焊絲絞合而成,具有大熔深、高效率、節能、焊接設備簡單、操作方便、接頭質量穩定可靠等突出優點,因此極具工業推廣價值。
試驗使用的焊絲分別為φ5.0 mm CHW-S3埋弧單芯焊絲、φ5.0 mm KWL-H10Mn2鋼纜式焊絲、φ6.0 mm KWL-H10Mn2鋼纜式焊絲,焊劑型號為CHF101。埋弧焊設備采用林肯DC-1000整流弧焊機。使用的焊接母材為Q345C低合金鋼,外形尺寸為500 mm×150 mm×25 mm。焊接件坡口形式如圖1所示。通過應用三種不同規格的焊絲進行埋弧焊對比試驗,以期得到鋼纜式焊絲在應用方面的強大優勢。
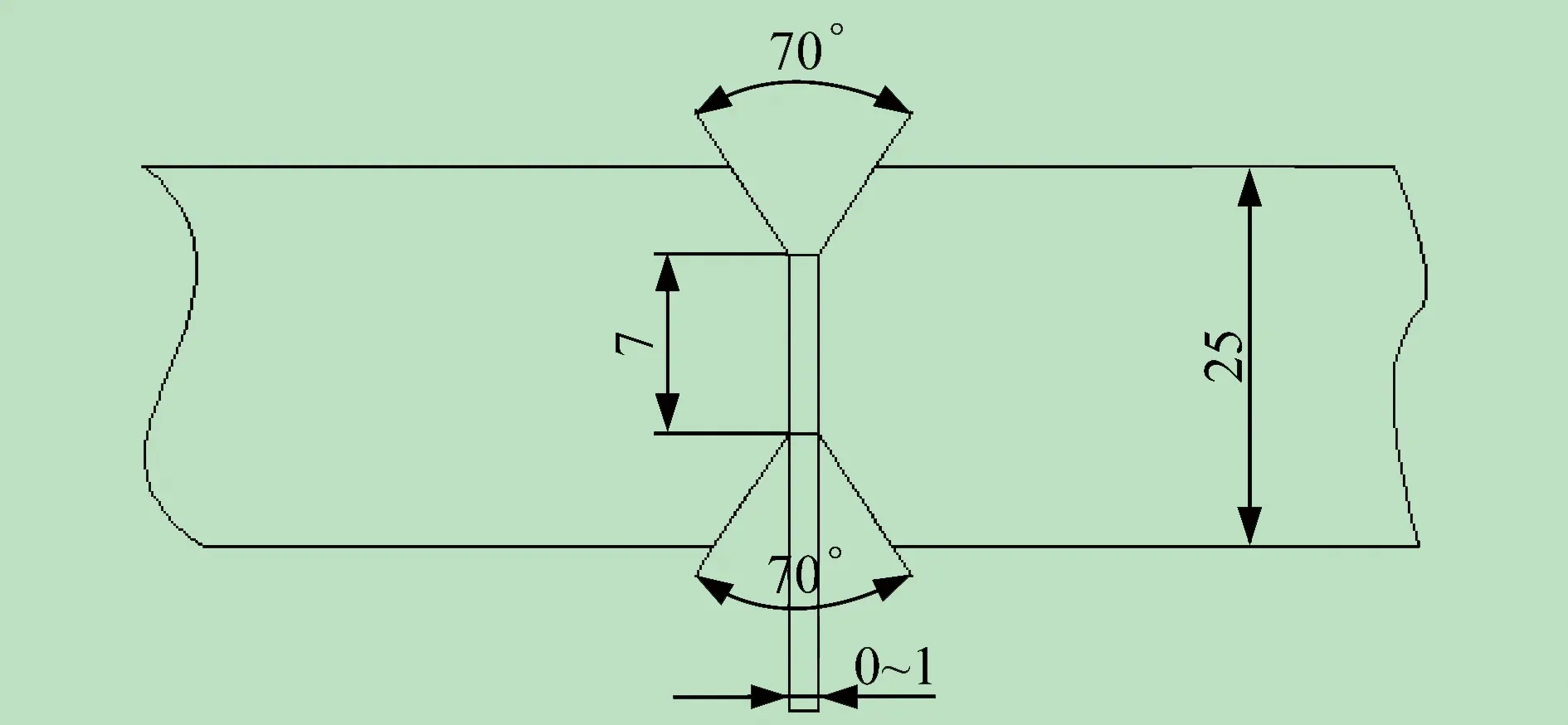
圖1 焊接件坡口形式
2 性能分析
通過焊接試驗,得到φ5.0 mm CHW-S3埋弧焊單芯焊絲,φ5.0 mm KWL-H10Mn2鋼纜式焊絲、φ6.0 mm KWL-H10Mn2鋼纜式焊絲合適的焊接工藝參數范圍,以獲得較好的焊縫成形和接頭性能。
埋弧焊電弧電壓范圍差別較小,但不同焊接電流對焊接速度要求差別較大。在設置較大焊接電流時,為了防止母材過燒,需要設置較快的焊接速度,以減小焊接線能量,確保較好的焊接性。在設置較小焊接電流時,焊接過程中為保證足夠的熱輸入量能熔化母材,需要設定相對較小的焊接速度,以獲得良好的可焊性。在焊絲直徑方面,由于兩種試驗的鋼纜式焊絲直徑存在差異,焊接時,φ6.0 mm KWL-H10Mn2鋼纜式焊絲需要更大的焊接熱輸入量,才能保證焊接過程的穩定可靠。因此,在相等電弧電壓和焊接速度的情況下,需要設置較大的焊接電流,才能保證足夠的熱輸入量。通過試驗,兩種鋼纜式焊絲埋弧焊的工藝參數見表1。

表1 鋼纜式焊絲埋孤焊工藝參數
對經鋼纜式焊絲埋弧焊焊接后的試件進行無損檢測及性能試驗,對焊縫外觀及探傷檢測,并進行焊接接頭的拉伸試樣和沖擊斷口試樣分析,焊縫表面無微小裂紋產生,焊縫內部無缺陷,拉伸斷口有明顯的縮頸,斷口為韌性斷裂,焊縫符合工藝要求,焊接接頭性能良好。
3 能效分析
對鋼纜式焊絲進行能耗對比試驗,按照相同的焊接參數進行焊接工藝對比,所采用的焊劑型號為CHF101,焊接參數及焊接試驗結果見表2。
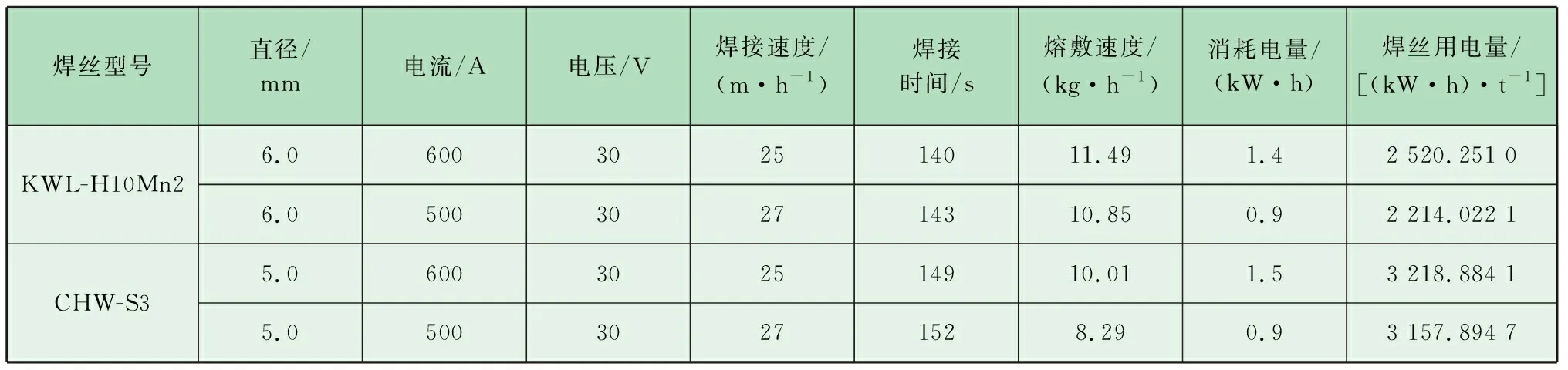
表2 能耗對比試驗參數與結果
通過對比,得出不同焊接電流下的熔敷速度和耗電量,分別如圖2、圖3所示。
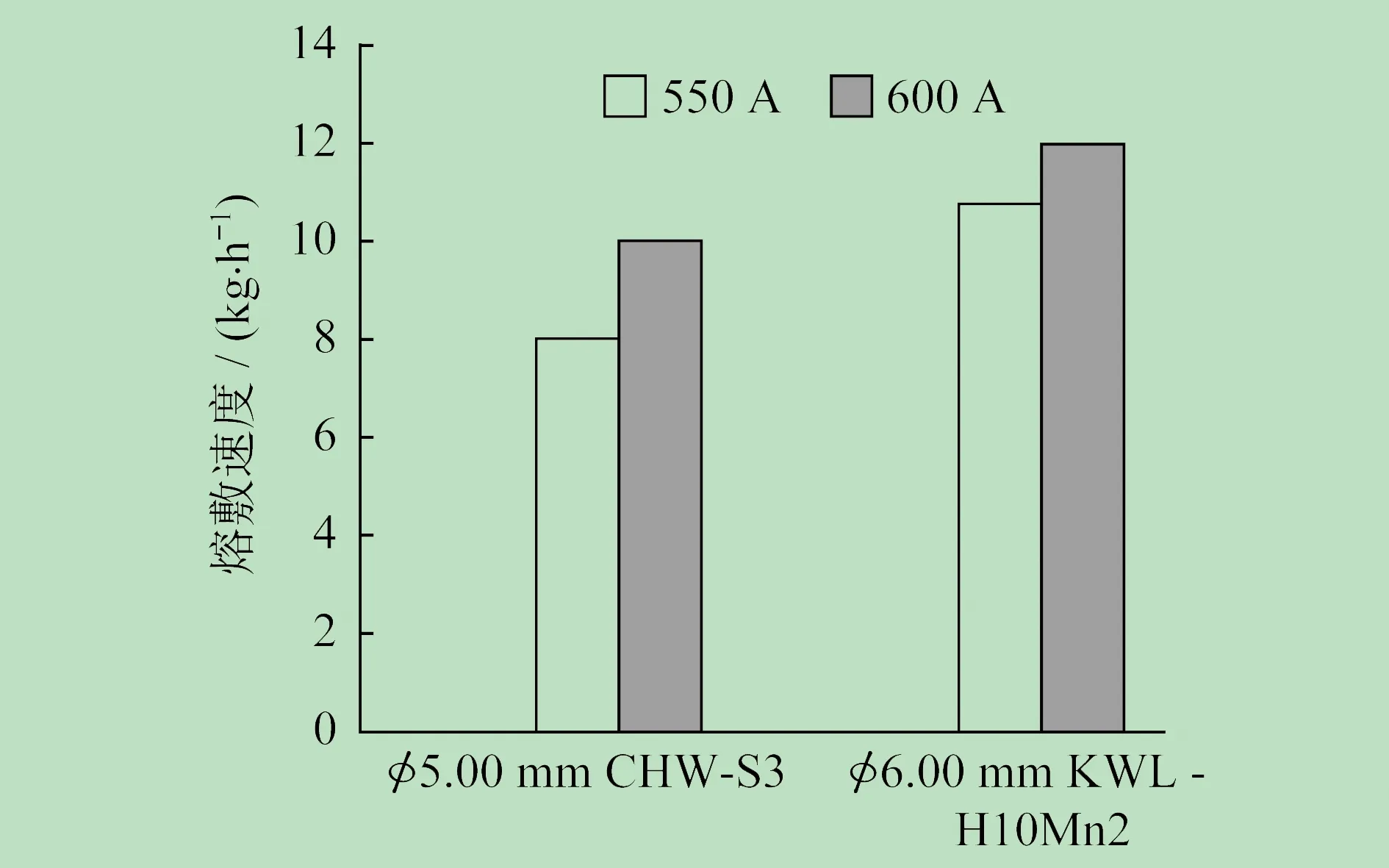
圖2 不同焊接電流下熔敷速度
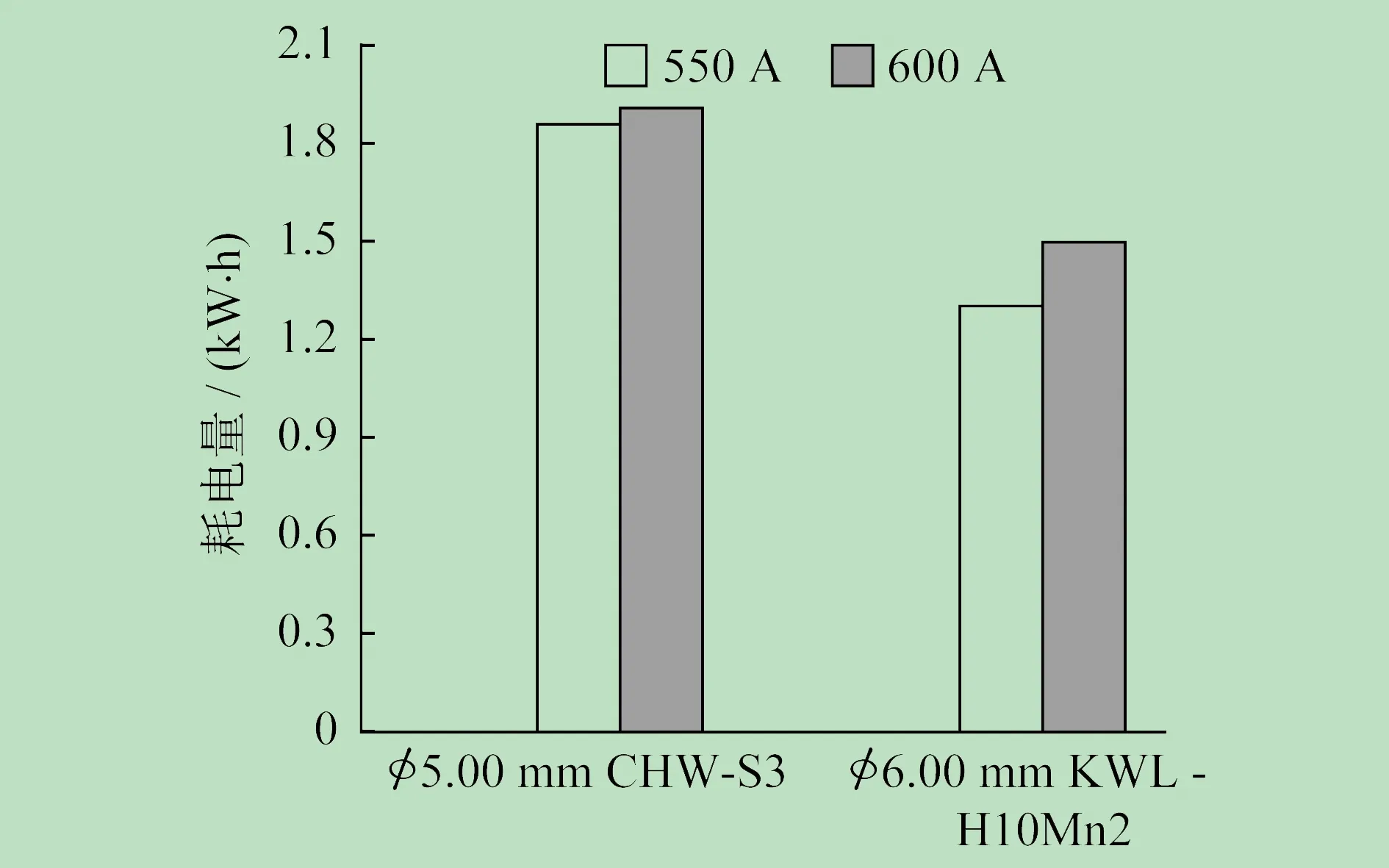
圖3 不同焊接電流下耗電量
對不同焊接電流下的熔敷速度和耗電量進行比較,可以得出以下能效分析結論:鋼纜式焊絲埋弧焊的熔敷速度大于單芯焊絲埋弧焊,能耗則低于單芯焊絲埋弧焊。
通過使用φ5.0 mm KWL-H10Mn2鋼纜式焊絲和φ6.0 mm KWL-H10Mn2鋼纜式焊絲對厚25 mm的Q345C鋼板進行埋弧焊對比試驗,得出了如下結論:φ5.0 mm KWL-H10Mn2鋼纜式焊絲在焊接電流為270~900 A,電弧電壓為30~40 V,焊接速度為18~42 m/h的情況下,可以獲得焊縫成形良好的焊接接頭;φ6.0 mm KWL-H10Mn2鋼纜式焊絲在焊接電流為380~1 050 A,電弧電壓為32~40 V,焊接速度為18~48 m/h的情況下,可以獲得焊縫成形良好的焊接接頭。
4 結束語
試驗表明,在同樣規格、相同焊接電流的條件下,鋼纜式焊絲埋弧焊的熔敷速度大于單芯焊絲埋弧焊的熔敷速度,熔敷效率得到提升;在同樣規格、相同焊接電流的條件下,鋼纜式焊絲埋弧焊的能耗低于單芯焊絲埋弧焊的能耗。在焊接電流為600 A,電弧電壓為30 V,焊接速度為25 m/h的條件下,每噸鋼纜式焊絲用電量比單芯焊絲節約21.7%。在焊接電流為500 A,電弧電壓為30 V,焊接速度為27 m/h的條件下,每噸鋼纜式焊絲用電量比單芯焊絲節約29.9%。綜合比較后確認,鋼纜式焊絲具有高效節能特性,值得推廣應用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07