風機葉輪主軸斷軸故障原因分析及處理
2022-02-08 13:15:36吳西華
設備管理與維修 2022年24期
吳西華
(東營東康人造板有限公司,山東東營 257091)
0 引言
為改善木質纖維形態,有效去除纖維中的粗大纖維、脫落物、膠斑、膠皮、金屬及線頭等雜質,提高纖維板的質量,提升產品的優等率,2019 年對纖維板生產線進行了升級改造,拆除原65 m3的401 干纖維料倉,在其位置上增設8.1 m 高的風選機,保留原261 皮帶稱和402 轉閥,并加大鋪裝機上部的纖維儲料倉容積為40 m3,纖維風選機經調試運行良好。此纖維風選系統裝配了一臺功率為132 kW 的風機,該風機將風選機風選出的合格木質纖維通過輸送管道送至鋪裝機上部的纖維儲料倉,風機型號為MQS5-54 NO13C-M,右旋,風量Q=67 000 m3/h,全壓p=4890 Pa,轉速n=1250 r/min,由國內某家環保設備有限公司提供。2020 年風選風機在運行過程中振動大,車間維修人員在通過玻璃窗戶發現室外風機軸承箱處有火星,隨即通知車間停機,檢查發現該風機葉輪主軸在軸承箱輸入端斷開。
該風選風機葉輪主軸長1418 mm,最大直徑Φ108.5 mm,斷裂處直徑Φ100 mm。該風機主軸一般故障率低,故倉庫沒有安全庫存備件。經聯系設備生產廠家,新軸加工周期最快14 d。現恰逢生產任務緊,客戶訂單催得急,為有效縮短維修時間,并最大程度減少生產損失,經現場風機葉輪主軸斷裂故障原因分析,在不具備存有加工新軸用1418 mm 長的熱處理棒料前提下,經研討確定采用嵌入銷軸,坡口對焊的維修方案進行恢復性修復。該維修方案簡單可靠,連接牢固,完全滿足風選風機葉輪主軸的使用性能要求。
1 故障原因分析
1.1 故障現象
MQS5-54 NO13C-M 風選風機在運行過程中出現振動大,這種現象在平時設備巡檢時就發現,檢查時風機電機接線盒電纜接觸不良而停機,沒有全面考慮電機接線盒電纜接觸不良是由于風機振動引起的,因而沒有發現風機振動的真正原因。車間維修人員午休時通過窗戶發現風選風機軸承箱處產生火星,通知車間緊急停機。此前生產車間操作人員在生產過程中發現風選機落料,而鋪裝線上部的纖維儲料倉不落料。根據平時的工作經驗,認為是纖維儲料倉上面的撥料器堵塞引起不落料,準備去現場檢查情況。斷開風選系統設備電源,現場系統核查,首先檢查電機,拆卸接線盒,經搖表測量電機完好,然后手盤電機,通過三角帶帶動風選風機主軸軸承箱輸入端部分轉動,主軸軸承箱輸出端部分不轉。放空軸承箱內的潤滑油,拆卸風選風機主軸軸承箱上壓蓋,主軸輸入端部分及裝配在上面的軸承和皮帶輪傾斜,檢查發現風機葉輪主軸在輸入端的Φ100 mm~Φ108.5 mm 臺階處斷開(圖1)。
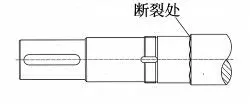
圖1 葉輪主軸斷裂部位
1.2 故障原因分析
放空軸承箱內的潤滑油,拆卸風選風機主軸軸承箱上壓蓋,將斷裂的裝配有軸承和皮帶輪的主軸輸入端部分移出軸承箱座。拆卸風選風機入口管道短接,然后再拆除風機集風口、外殼,檢查風機葉輪上無木質纖維結垢和扭曲變形,葉輪完好無損。拆除風機外殼座主軸孔防塵蓋,將風機葉輪及裝配有軸承的主軸輸出端部分從外殼座內取出來。然后再拆卸風機主軸軸承箱底座。
檢查主軸輸入端部分Φ100 mm~Φ108.5 mm 臺階處斷裂部位,該處設計裝配軸承22320CA,按裝配要求軸徑尺寸精度應為Φ100-H7/m6,軸承與軸的配合為過渡配合,用游標卡尺測量該處裝配軸承的軸徑尺寸為Φ98 mm,軸承內徑與軸之間存在2 mm 間隙。由于風機葉輪轉速高達1250 r/min,且存在振動,經長時間運行,主軸輸入端的軸承內徑與主軸間磨損逐漸加重,風機葉輪振動加劇(期間曾因風機葉輪振動大,電機過載停機1次,電機接線盒電纜接觸不良停機1 次),風機葉輪主軸在Φ100 mm~Φ108.5 mm 臺階處產生彎曲應力,久而久之導致主軸彎曲變形而斷開,斷開傾斜的主軸輸入端部分在高速旋轉皮帶輪的作用下,與軸承箱底座密封壓蓋及斷開的主軸輸出端部分相互摩擦產生火星。
2 修復處理
針對風選機風機主軸斷裂故障,在沒有庫存備件的條件下,為縮短停機時間、減少停機損失,本著節約成本的原則,經現場研究分析,并結合以往斷軸維修的經驗,確定采取嵌入銷軸、坡口對焊的工藝焊接加工修復。
2.1 斷軸部分預處理
經檢測核實,風選機風機主軸斷裂部分直徑為Φ100 mm,材料為調質熱處理的45#鋼。由于斷軸部位位于Φ100 mm~Φ108.5 mm 臺階處,屬應力集中部位,不宜直接進行焊接(圖2),需要對風選機風機主軸斷裂部分進行預處理,首先在鋸床上,將主軸的兩根斷軸分別距其端面鋸掉5 mm,去除應力集中部位,然后上車床修正兩根斷軸端面至平整,其次在其端面中心分別鉆Φ50-H7、深度為100 mm 的孔(孔徑大小為主軸軸徑的1/2,深度為主軸軸徑的長度),且確保孔與軸同軸,接下來分別在2 根斷軸的端面加工出45°的倒角,作為焊接坡口(圖3)。
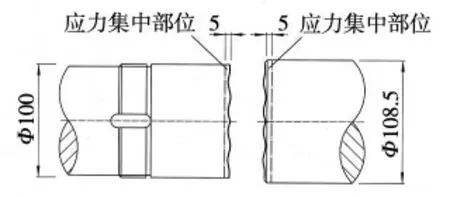
圖2 去除軸斷面應力集中部位
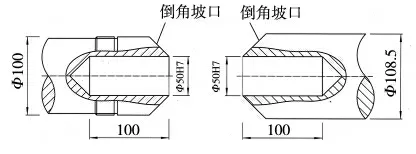
圖3 軸斷面預加工
利用庫存現有的45#鋼調質熱處理棒料,上車床加工一根用于對中的Φ50-n6,210 mm長的圓柱銷軸。然后在銷軸外徑上加工出長210 mm,半徑為3 mm的半圓槽,目的是利于在斷軸與銷軸過盈裝配時充分排出斷軸內孔里的空氣,消除應力。斷軸內孔與銷軸裝配形式采用H7/n6的過盈配合,過盈配合同軸性好,能使主軸承受較大的軸向力、扭矩及動載荷。
2.2 焊接方法(圖4)
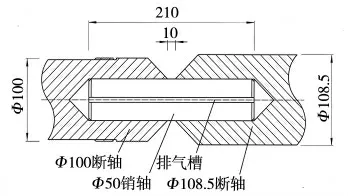
圖4 焊前裝配
采用動力壓入法,用焊有兩個吊耳的直徑Φ100 mm,長度1000 mm 的圓鋼棒料作為沖擊錘,首先固定牢固風機主軸輸入端斷軸,在沖擊錘的反復沖擊作用下,將對中用的Φ50 mm 圓柱銷軸過盈配合壓入斷軸中心孔內,然后再固定牢風機主軸輸出端斷軸,將輸入端斷軸裝有的圓柱銷軸,壓入風機主軸輸出端斷軸中心孔內,連接好兩根斷軸,并確保兩斷軸端面間距為10 mm,以滿足原主軸的長度1418 mm,這種動力壓入方式實用,操作方便。
兩根斷軸裝配連接好后,采用手工電弧焊來焊接,操作方便。焊條采用堿性焊條J507,抗裂性能好,焊前將焊條置于350 ℃烘干箱中烘干1 h,并用石棉被將焊口兩側非焊接部位蓋好,以防焊渣飛濺損傷軸面,在斷軸倒角坡面和銷軸夾角處,用Φ2.5 mm焊條將兩部分斷軸與圓柱銷軸四周均布點焊,定位牢固,然后將裝配好的主軸放在V 形鐵架上,采用直流反接,用Φ2.5 mm 焊條來打底焊接,選用較小電流90~100 A,以降低焊縫的熔合比,有效消除焊接變形量。
采用橫向對稱焊法,首先在兩斷軸倒角坡面和銷軸交匯處用Φ2.5 mm 焊條堆焊一段連接焊道,然后沿圓周旋轉主軸180°繼續焊接,直至焊完整圈焊道;其次如上法所示,沿兩斷軸倒角坡面,在連接焊道上堆焊一道加強焊道,然后依次在倒角坡面兩側連接焊道之間堆焊底層焊道,如上法所示,形成底部堆焊層。
接下來焊接填充,焊接填充時,采用多層焊,焊層厚度確保4 mm 以下,焊條采用Φ3.2 mm 電流控制在120~130 A。在底部堆焊層上繼續焊接堆焊焊層,形成填充堆焊層,并及時小錘錘擊焊道,然后繼續在底部堆焊層上焊接第二層焊道,如上依次焊接,直至填充滿整個倒角坡口,且保證上部焊層高于兩側斷軸面3 mm,以作為后序機械加工余量,最后焊補斷軸Φ100 mm 磨損部分(圖5),注意每層堆焊完成后要及時用小錘錘擊焊道,以減少應力變形。
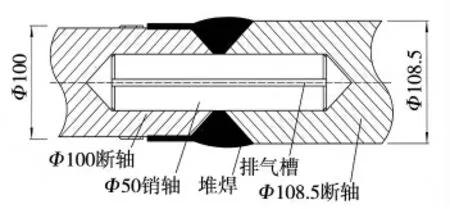
圖5 焊接圖
2.3 機械加工
風選風機主軸全部焊接完成后,放置在室溫環境下,自然冷卻2 h,以防產生裂紋,影響焊接質量。肉眼外觀檢查風機主軸的各焊縫是否存在裂紋、氣孔、砂眼等缺陷,發現后并及時補焊修正,以消除隱患。用手持角磨機將焊層上的焊瘤、焊渣去除修平,然后上車床,找正定位好主軸中心,首先粗加工風機主軸,至軸徑所需的尺寸Φ100 mm 和Φ108.5 mm,并確保主軸總長度符合原主軸長度1418 mm,同時初步校正各軸徑的同軸度。主軸各尺寸精度能保證后,再精加工以恢復主軸軸承裝配精度Φ100-H7、徑面粗糙度1.6、3.2,精準校正各軸徑的同軸度0.08 mm,確保風機主軸能滿足使用性能要求(圖6)。
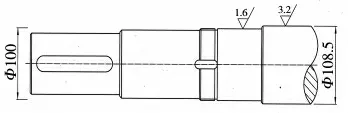
圖6 風機葉輪主軸斷裂修復
3 結論
常用金屬斷軸修復的方法有直接對焊法、螺紋擰入焊接法。直接對焊法較適合小徑基短軸斷軸的修復,螺紋擰入焊接法加工復雜,周期長。本文介紹的嵌入銷軸,坡口對焊的修復方法,用料簡易,操作方便,實施簡單,既適合于輕載荷,小徑基短軸斷軸的維修,又適合于大扭矩、重載荷,大徑基長軸的斷軸修復,是一種切實可行的斷軸修復方法。在以往設備故障維修過程中采用嵌入銷軸的方法已處理過3 起斷軸事件,安裝使用后未出現異常,使用時間均已超過2 年,徹底消除了職工心目中斷軸修復后無法正常運行,或存在設備隱患的疑惑。
僅以幾百元的費用,在無庫存備件及新軸加工周期長無法及時交貨的前提下,用時6 h 就能完成維修,恢復生產,且能保證較高的強度和同軸度,滿足風機葉輪主軸的使用性能要求。風機主軸斷軸維修安裝使用至今已有2 年時間,未發現異常,不僅降低了維修成本,同時也縮短了停機時間、減少生產損失,保證生產設備的正常運行。
