鐵素體薄壁對接焊縫的相控陣超聲檢測
2022-02-08 09:06:22周禮峰蔡家藩邱進杰成照宇
無損檢測 2022年12期
周禮峰,蔡家藩,邱進杰,成照宇,趙 偉
(中核武漢核電運行技術股份有限公司,武漢 430223)
鐵素體薄壁對接焊縫(壁厚一般為3~6 mm)在制造期間,受余高等結構信號影響,常規超聲檢測較為困難,缺陷信號信噪比低,檢測效率低。因此,薄壁對接焊縫一般采用射線檢測(RT),射線檢測對該類焊縫有著較高的靈敏度,尤其對微小的體積型缺陷有著良好的分辨力。但是在工程應用過程中,會出現由于結構限制或墻體阻擋等無法實施射線檢測的情況,超聲檢測成為唯一可替代的體積檢測方法,而常規超聲檢測方法亦存在無法滿足需求的情況。
相控陣超聲檢測(PAUT)技術具有聲束聚焦靈活可控[1],在不改變探頭布置的前提下,可對檢測對象進行多角度、多方位掃查的特點,能將信號顯示為直觀的扇掃圖像,從而降低缺陷漏檢概率,提高檢測可靠性[1-2]。筆者采用相控陣超聲探頭對含有缺陷的模擬試件進行檢測,并與射線檢測的結果做對比,總結出薄壁鐵素體焊縫的相控陣超聲檢測驗收準則。
1 薄壁對接焊縫的規范要求
薄壁對接焊縫的無損檢測方法一般為射線檢測[2],依據標準RCC-M—2007 《壓水堆核島機械設備設計和建造規則》 或NB/T 20003.3—2010 《核電廠核島機械設備無損檢測 第3部分:射線檢測》,射線檢測適用于任意厚度的全焊透對接焊縫和角焊縫,標準中還規定了檢測薄壁對接焊縫相應的射線源、像質計、透照方式、圖像質量等檢測工藝要求。相關驗收準則如表1所示。
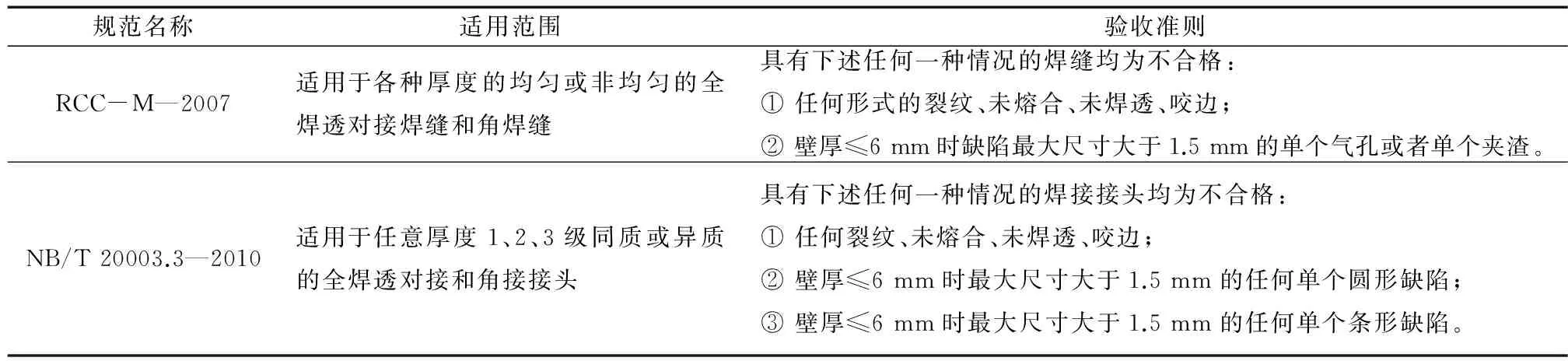
表1 不同標準中薄壁焊縫的射線檢測適用范圍及驗收準則
同時,當前核電領域主要規范均規定了超聲檢測的適用范圍(均要求全焊透對接焊縫壁厚6 mm),如RCC-M—2007規范適用范圍為厚度10 mm的對接焊縫;NB/T 47013—2015 《承壓設備無損檢測》 適用于厚度6 mm筒體的對接焊縫;NB/T 20003.2—2010適用于厚度不小于8 mm焊件的全焊透對接焊縫,不同規范的對接焊縫超聲檢測適用范圍如表2所示。對于壁厚小于6 mm的薄壁對接焊縫,超聲檢測方法及質量等級要求沒有規范可以依據。

表2 不同規范的對接焊縫超聲檢測適用范圍
2 薄壁對接焊縫的相控陣超聲檢測技術
2.1 相控陣超聲檢測工藝
超聲檢測薄壁對接焊縫時,受焊縫余高的影響,超聲一次波聲束只能覆蓋焊縫根部區域。筆者采用相控陣超聲分區域覆蓋檢測,其中采用較大的聲束角度覆蓋一次波和二次波區域,采用較小聲束角度覆蓋三次波和四次波區域,相控陣探頭聲束覆蓋示意如圖1所示。相控陣超聲多角度掃查的特性,為薄壁結構的超聲檢測提供了較好的解決方案,并且在顯示判別方面更為直觀,扇形掃查區域覆蓋如圖2所示[3]。

圖1 薄壁對接焊縫的相控陣探頭聲束覆蓋示意
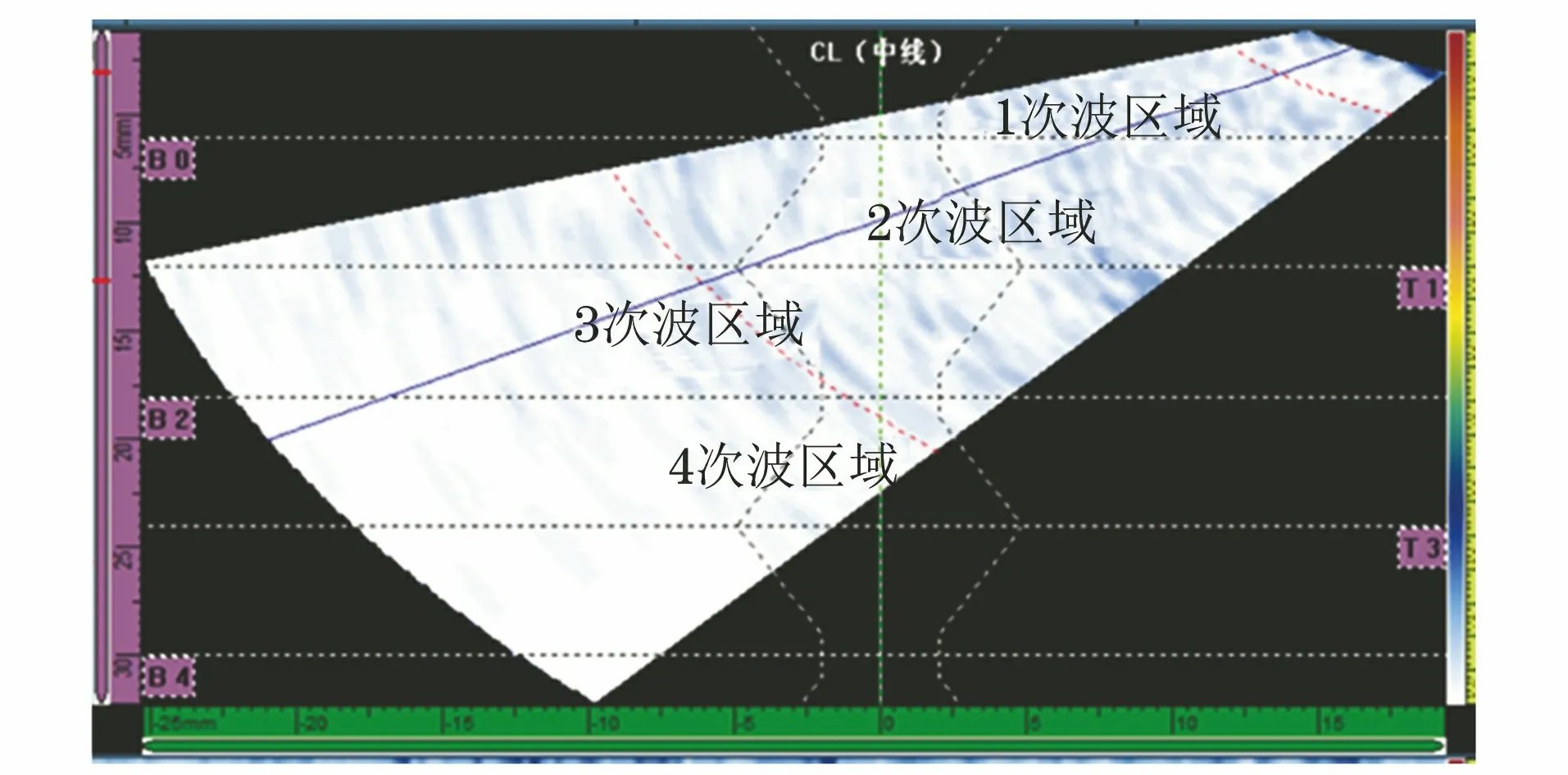
圖2 扇形掃查區域覆蓋示意
通過相控陣超聲聲束仿真,可以看出當使用45°~75°范圍的扇掃,探頭前端距離焊縫中心線5~9 mm時,相控陣扇形聲束的二次波和三次波可完全覆蓋整個焊縫區域,同時一次波和四次波扇形聲束可以部分覆蓋焊縫區域(見圖3)。
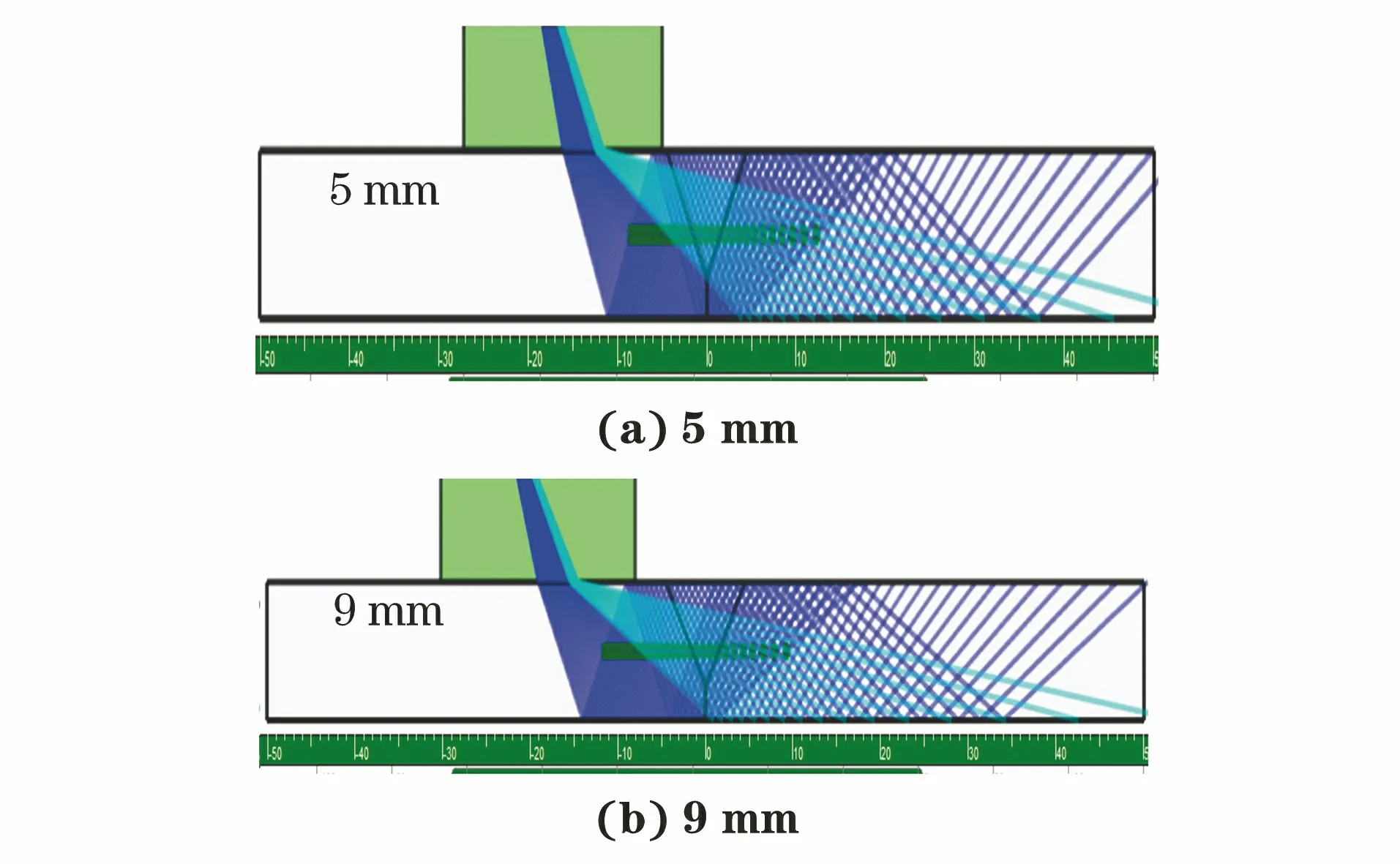
圖3 探頭前端距離焊縫中心線5 mm和9 mm時的聲束覆蓋示意
為了提高檢測效率,試驗中采用單軸的直線掃查,替代傳統的兩軸柵格掃查。由于現場焊接的對接焊縫余高寬度不一致,故靈活選取探頭前端距離焊縫中心線的距離(5~9 mm),可以適應不同的焊縫余高寬度,保證一次沿焊縫方向的掃查能夠完整覆蓋整個被檢區域。
2.2 相控陣探頭設計
一般來說,探頭頻率越高,晶片越大,探頭的聲束指向性越好,缺陷分辨率越高[4]。同時,單個晶片的尺寸越小,可獲得更強的聲束偏轉能力與更大的聲束有效角度范圍,還可以減少柵瓣,避免偽信號的產生。因此,對于薄壁對接焊縫,通常采用小晶片尺寸陣列和高頻率探頭,利用扇形多次反射波實施檢測。以6 mm厚鋼板對接焊縫為例,為保證在二次波至三次波深度范圍內有更好的檢測效果,可設置相控陣探頭聲場-6 dB焦柱范圍為4~16 mm,不同角度的相控陣探頭聲場強度分布如圖4所示。
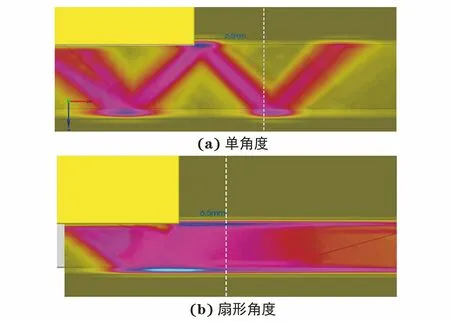
圖4 不同角度的相控陣探頭聲場強度分布
通過對薄壁管各參數進行聲場仿真,確定采用頻率為5 MHz,晶片間距為0.31 mm的相控陣探頭,楔塊公稱角度為60°。
3 聲場仿真
3.1 模擬試件缺陷設計
為了研究相控陣超聲的缺陷檢出能力,設計制作了17塊含不同缺陷的鐵素體薄壁對接試件,所有試件厚度均為6 mm,且均保留焊縫余高。其中氣孔和夾渣缺陷設計尺寸(直徑)為1.2~1.5 mm,未熔合缺陷的設計長度為5 mm和10 mm。
試塊中含27個氣孔缺陷、18個夾渣缺陷和6個未熔合缺陷,共計45個體積性缺陷和6個非體積性缺陷。
3.2 缺陷仿真計算
仿真計算采用與實際檢測一致的相控陣檢測工藝,靈敏度設置參照CIVA仿真計算結果,采用φ2 mm長橫孔設置TCG(時間校正增益)曲線。17個模擬試件中不同類型缺陷(如氣孔、夾渣以及未熔合)信息與仿真靈敏度計算結果如表3所示。
通過聲場仿真,可知當前相控陣檢測工藝可以檢測出模擬試件所設計的缺陷。其中,氣孔的仿真與實測信號如圖5所示,未熔合的仿真與實測信號如圖6所示。
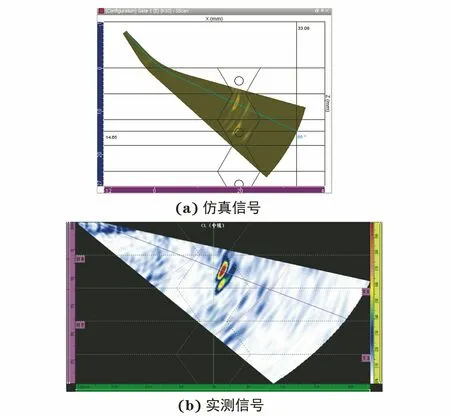
圖5 氣孔的缺陷仿真與實測信號
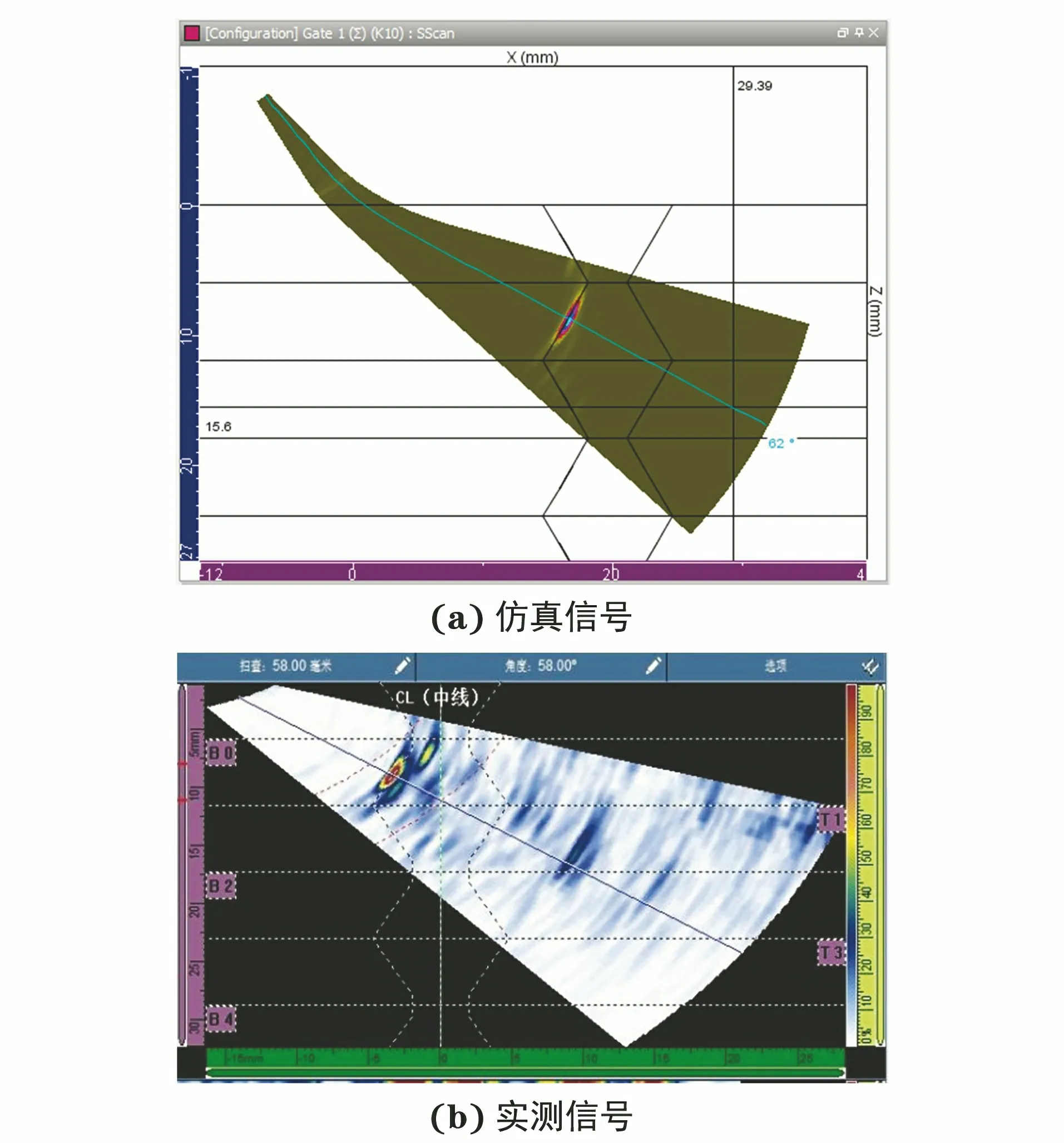
圖6 未熔合的缺陷仿真與實測信號
4 相控陣超聲檢測試驗及應用
4.1 模擬件檢測試驗
4.1.1 試驗結果
試驗過程中使用參考試塊上φ2 mm長橫孔作為反射體,對一次波到三次波范圍內的孔,采用TCG模式設置靈敏度曲線。通過試驗確定采用45°~75°的扇掃角度范圍,來實現所有角度的TCG曲線標定。
然后采用標定后的TCG曲線對模擬試件中45個體積型缺陷和6個非體積型缺陷實施超聲相控陣檢測,模擬試件缺陷檢測結果如表3所示。由表3可見,當前模擬試件中所有缺陷均可被檢出,體積型缺陷的實測靈敏度與聲場仿真靈敏度符合度為80%,非體積型缺陷的實測靈敏度與聲場仿真靈敏度符合度為100%。氣孔和夾渣缺陷的相控陣超聲典型信號如圖7所示,未熔合缺陷的相控陣超聲典型信號如圖8所示。
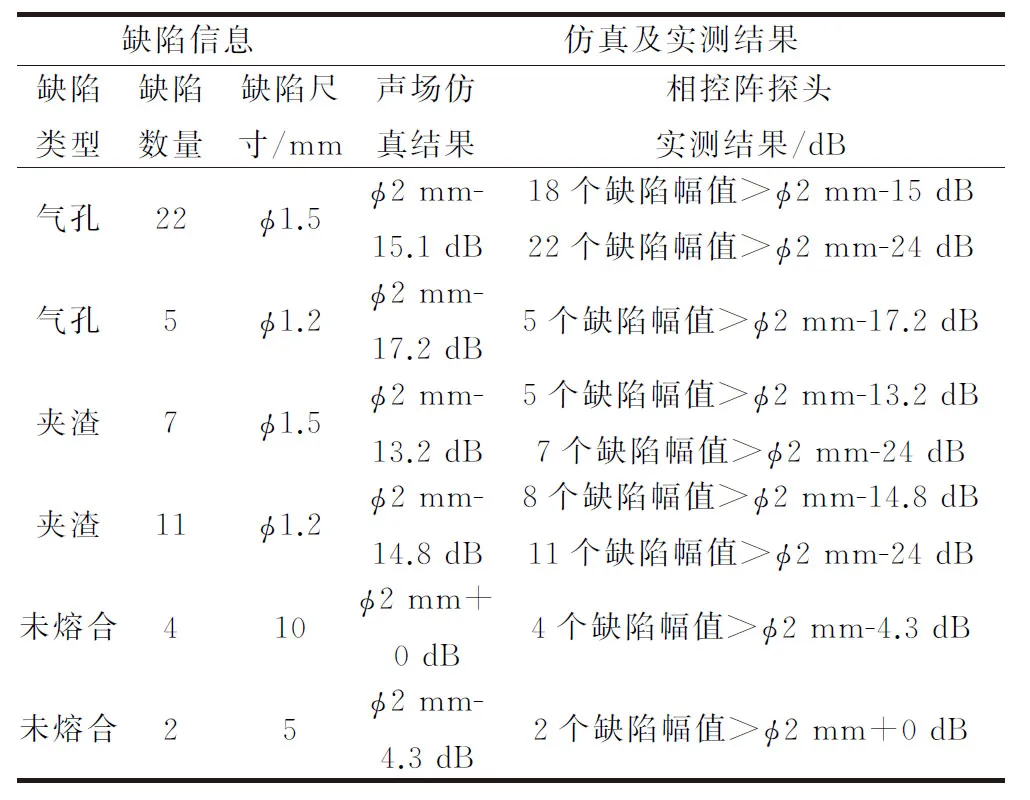
表3 模擬試件缺陷及其仿真與檢測結果
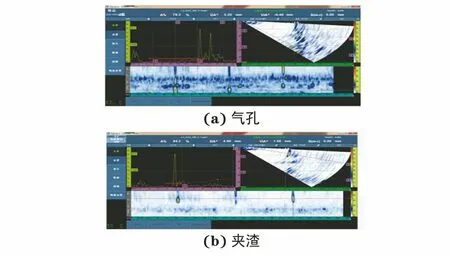
圖7 氣孔和夾渣缺陷的相控陣超聲典型信號
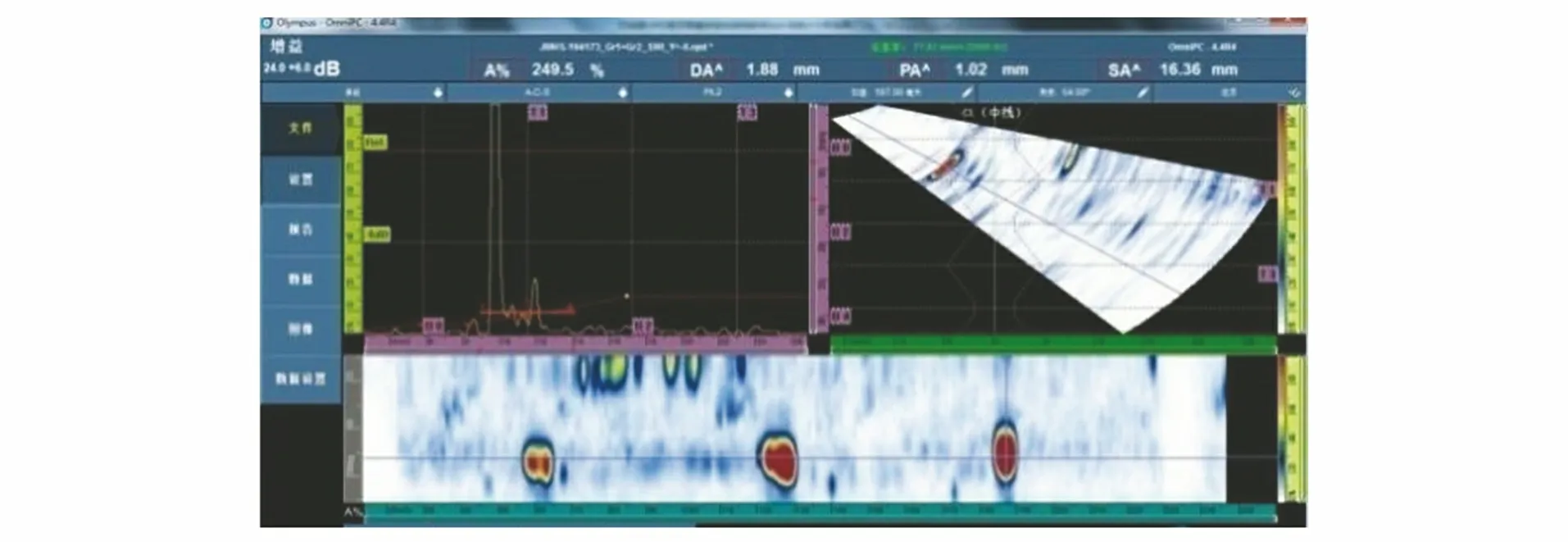
圖8 未熔合缺陷的相控陣超聲典型信號
4.1.2 小結
依據表1中RCC-M—2007或NB/T 20003—2010規范射線檢測驗收準則,對于壁厚不大于6 mm的薄壁對接焊縫不允許存在尺寸大于1.5 mm的單個氣孔或者單個夾渣。同時,基于表3中對于尺寸大于1.5 mm的單個氣孔或者單個夾渣的仿真和相控陣實測結果分析,22個φ1.5 mm氣孔缺陷中有18個幅值>φ2 mm-15 dB,7個φ1.5 mm夾渣缺陷中有5個幅值>φ2 mm-13.2 dB,且所有氣孔和夾渣類缺陷實測結果均大于φ2 mm-24 dB。因此,對于壁厚不大于6 mm薄壁對接焊縫的超聲相控陣檢測初步驗收準則如下:① 應記錄靈敏度大于等于φ2 mm-24 dB的缺陷;② 凡判定為裂紋、未熔合和未焊透的缺陷顯示,評為不合格;③ 靈敏度大于等于φ2 mm-15 dB或者長度≥5 mm的缺陷顯示,評為不合格。
4.2 現場焊縫相控陣超聲檢測
在國內某核電廠進行PAUT技術驗證,其大部分薄壁對接焊縫處于結構限制或墻體阻擋狀態,另外約1 000 m焊縫未受限制,對未受限制焊縫實施了RT(射線)檢測。其中,相控陣超聲檢出且RT評判為超標缺陷的缺陷數量為309個,按照4.1.2節中的初步驗收準則判定,其結果如表4,5所示,對于所有309個RT超標缺陷,PAUT的綜合判廢率為77%(72.5%+4.5%)。

表4 RT超標缺陷PAUT反射波幅判定結果(≥φ2 mm-15 dB)

表5 RT超標缺陷PAUT最大允許指示長度判定結果(5 mm)
4.3 薄壁對接焊縫驗收準則
射線檢測與相控陣超聲檢測屬于兩種不同的體積檢測方法,其中射線檢測對于體積性缺陷檢出率較高,超聲檢測對于非體積性缺陷檢出率較高。同時,壁厚不大于6 mm的薄壁對接焊縫受余高及焊縫內外表面狀態等影響,結構信號及變形波信號較多,缺陷較難判定。因此,結合模擬試件試驗及現場焊縫的試驗結果分析,認為當前的相控陣超聲初步驗收準則可作為最終驗收準則用于薄壁對接焊縫的現場檢測。
4.4 工程應用
采用該相控陣超聲檢測技術對國內某核電廠幾千米的薄壁對接焊縫實施自動檢測,并檢出了大量缺陷,這些缺陷均經過了打磨去除、修補、計算等處理。其中,某典型缺陷PAUT信號及形貌如圖9所示,經數據分析得到一段長46 mm的斷續顯示,采用砂輪機逐層(每層0.5 mm)去除焊縫,打磨約2 mm后發現多個夾渣和氣孔缺陷,可以看出其打磨結果與相控陣檢測結果完全一致。
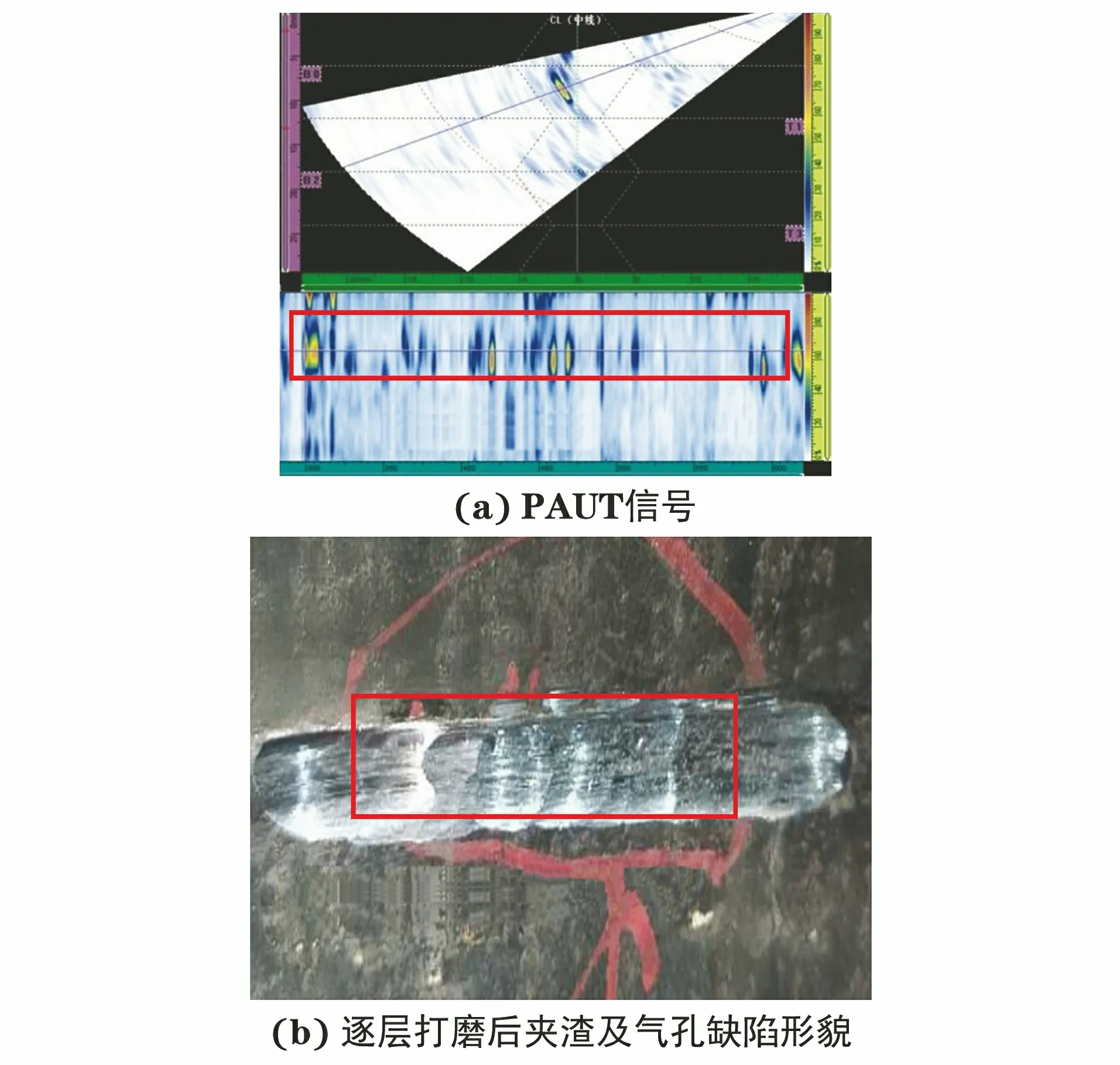
圖9 某典型缺陷的PAUT信號及形貌
5 結語
通過聲場仿真、大量模擬試件缺陷檢測以及現場焊縫RT檢測,結合現場焊縫中相控陣缺陷顯示信號與逐層挖鑿后氣孔、夾渣的一致性試驗結果,給出了薄壁對接焊縫相控陣超聲驗收準則,對特定情況下的超聲檢測結果驗收具有很好的指導作用,對類似結構焊縫的超聲檢測結果驗收具有借鑒意義。
本文獲“2022 Evident杯超聲檢測技術優秀論文評選”活動優勝獎。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:25:42
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12