某客滾船液壓滑動式水密門安裝質量控制
2022-02-08 07:05:34肖錦強
廣東造船 2022年5期
肖錦強
(廣船國際有限公司,廣州510382)
1 前 言
某客滾船機艙液壓滑動式水密門在調試過程中,發現3 個水密門滑行到關閉位置后,水密門上的鎖止裝置不在鎖槽螺栓溝槽里,水密門不能完全關閉,無法通過報驗驗收。
2 原因分析
2.1 開孔處圍壁平整度超差
按該液壓水密門施工工藝及水密門廠家工作圖技術要求,水密門開孔處圍壁的平整度誤差不超過2 mm。由于水密門圍壁是由多個分段拼裝而成,圍壁在分段制作、運輸及總組等施工過程中存在變形的可能性,造成了水密門安裝時開孔處圍壁平整度超過2 mm。雖然施工人員在安裝水密門前對超差的圍壁平整度進行了火工矯正,但由于水密門開孔處圍壁尺寸較大,部分圍壁反面有肘板加強,火工矯正的效果不明顯;同時,水密門的面板較為單薄(只有7 mm),水密門的平面度在運輸、吊裝過程中同樣存在變形的可能,也是圍壁平整度超差的一個因素。
2.2 門框焊接工藝不規范
該船的液壓水密門施工工藝與水密門廠家工作圖的焊接工藝要求基本一致,不利于現場施工人員掌握及施工。施工工藝中重點提到焊接的順序、間斷焊及焊腳工藝要求,但具體的焊接施工過程指導沒有細化到位,造成了水密門裝配工在定位及焊接作業時沒有嚴格執行焊接工藝要求,焊接順序、焊腳厚度等過程難以滿足焊接工藝要求,造成平整度部分超差。
3 改進措施
3.1 編制完善作業指導書,有效指導工人施工
為了有效指導施工人員嚴格執行水密門廠家的安裝工藝要求,細化施工過程的質量監控,公司編制安裝施工作業指導書:首先對水密門的鎖止裝置不在鎖槽螺栓溝槽的問題深入現場了解,對標水密門廠家工作圖及船廠的施工工藝要求進行分析,征詢相關施工人員、工藝人員、設計人員、廠家的綜合建議,編制了《船用液壓滑動式水密門安裝作業指導書》,明確了對操作者資質、圖紙、施工工具、勞防用品要求。指導書細分為:作業前工藝技術準備、施工過程控制及作業后檢驗三部分。
(1)作業前,規范了施工人員對水密門安裝圖紙及工藝要求的掌握,對開孔處圍壁平整度狀態確認,指出利用平直工具檢查水密門開孔處圍壁平整度,超過圖紙要求必須進行火工矯正或結構開刀矯正,直到開孔處圍壁平整度不超過2 mm;作業前進行焊接電流、電壓的檢查及焊絲直徑的規范使用;強調了水密門領用時的平整度檢查和吊裝中的防變形措施;提醒施工人員施工前注意安裝中的危險源辨識及防范,以及吊裝過程中吊索具的規范使用要求等;
(2)施工過程控制,是保證水密門質量的關鍵。焊接前再一次檢查水密門開孔處圍壁的平整度,若平整度超差停止焊接作業;作業指導書中重點明確了對水密門定位安裝的要求、間斷焊接的要求及施工步驟,要求間斷焊的長度控制在50 mm~75 mm 之間,間距控制在100 mm~150 mm 之間,增強現場施工的可操作性;明確水密門安裝過程中的焊接順序,首先正面內側使用間斷焊固定門框,對角點焊一圈;后續為水密門反面外側使用間斷焊固定門框,對角點焊一圈;水密門定位固定后,按焊接工藝要求調整好焊接電流、電壓及焊接速度,正面內側對角按順序焊接一圈,焊縫長度間距控制在100 mm~150 mm 之間;最后反面外側對角按順序焊接一圈,焊縫長度間距控制在100 mm~150 mm;
(3)液壓水密門的液壓部件較為精密,對液壓系統的清潔度和液壓水的清潔度要求較高,如果管路清潔不干凈、液壓油清潔度不達標,容易造成液壓部件卡死。對此,作業指導書中也明細了對水密門液壓管路日常管口保護、清潔要求,細化了報驗前的檢查工作內容及報驗要求,更有效指導施工生產。
3.2 編制企業標準,形成標準化作業
結合中國造船質量標準GB/T34000-2016 和CB/T3007-2011《船用液壓滑動式水密門》的要求,結合廠家工作圖、作業指導書,編制了公司的企業標準《船用液壓滑動式水密門安裝要求》,見表1 所示。
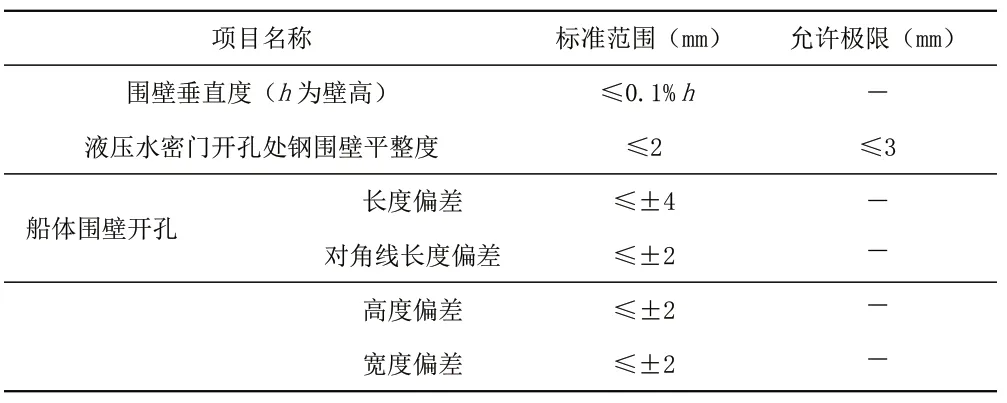
表1 液壓水密門安裝工藝要求 單位:mm
企業標準明確了液壓水密門的門框焊接順序,應嚴格按照焊接順序進行焊接,加強焊接過程監控,采取適當措施防止門框及其底板產生彎曲:首先,間斷焊門框架(門框內圈)與艙壁的開孔;然后間斷焊門框外圈的兩個側邊;再間斷焊門框外圈的上下兩個邊及門框的外周;去掉施加的預應力,按順序完成所有邊的焊接,見圖1 所示。
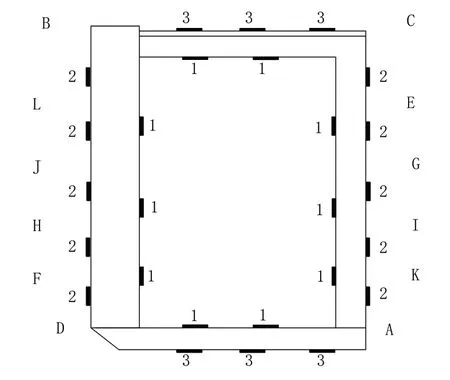
圖1 門框焊接順序
4 施工質量控制
編制完《船用液壓滑動式水密門安裝作業指導書》,組織施工班組對作業指導書進行宣貫學習,根據作業指導書的施工步驟進行規范施工,加強現場工藝紀律的日常巡查。針對水密門安裝質量問題,對后續建造的DFDS 客滾船水密門安裝進行現場工藝指導、安裝質量監控、調試過程質量監控,后續DFDS 客滾船的液壓水密門安裝,沒有出現水密門上的鎖止裝置不在鎖槽螺栓溝槽里的質量問題。
(1)施工前,施工人員要熟練掌握船用液壓滑動式水密門安裝圖、安裝工藝有關的安裝技術要求;重點檢查艙壁平整度是否符合要求,達不到要求則須進行火工校正或結構開刀調整;要認真檢查所使用的工具和測量工具是否符合使用要求。如果門框和鋼圍壁之間的間隙超出工藝要求,應將鋼圍壁火攻調平直,不得將門框彎曲或扭曲成無間隙;門框安裝時應嚴格控制焊接熱輸入,防止產生屈曲變形。同時注意密封膠墊附件作業,如熱量過大可能會導致膠墊融化;水密門定位安裝前,落實設備、附件、管口的有效保護,門開、關操作應輕便靈活、安全可靠;
(2)在水密門安裝和焊接過程中,不應將門葉從門框移走,門框吊裝、定位、裝配過程中要保證門框受力均衡;水密門應在關閉情況下安裝,自由狀態下將門框整體放入鋼圍壁的開口中,不受拉力作用;門框定位焊從鋼壁的正面一側使用間斷焊的方式固定門框,焊接工藝要求進行點焊定位(或對角點焊的方式),以間斷焊50 ~75 mm、間距100 ~150 mm 對角點焊一圈;對框架施加預應力,避免框架彎曲變形;門框焊接作業前應固定好導軌,避免焊接過程中的彎曲變形,用適當長度的平直尺或平直工裝放在門框架內圈側面(橡皮密封條會碰到的地方)核查;當焊接冷卻后此平面應依然平直;焊接作業時應避開密封膠墊,并對密封膠墊進行遮蓋保護;水密門安裝及整個船舶建造過程中,應對水密門的易損部件做好防護,加強日常巡查、記錄。
5 結束語
針對該船液壓滑動式水密門安裝過程中出現鎖止裝置不在鎖槽螺栓溝槽里的質量問題,本文重點對影響水密門安裝開孔處圍壁平整度、水密門焊接工藝方面進行了分析,編制完善了《船用液壓滑動式水密門安裝作業指導書》,明確了水密門安裝作業前、作業中和作業后三個施工工序的質量監控和施工步驟,確保了施工質量;而企業標準的制定,規范了液壓滑動式水密門施工安裝程序,避免了后續船再次出現水密門鎖止裝置不在鎖槽螺栓溝槽里的質量問題。
猜你喜歡
建材發展導向(2021年9期)2021-07-16 07:11:36
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
故事大王(2016年7期)2016-09-22 17:30:08
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
銅業工程(2015年4期)2015-12-29 02:48:39
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
石油化工應用(2014年8期)2014-03-11 17:40:03