螺柱焊在船舶甲板除冰加熱電纜安裝中的應(yīng)用
2022-02-08 07:05:42彭紅英
廣東造船 2022年5期
劉 桑,彭紅英,許 斌
(中船黃埔文沖船舶有限公司,廣州510725)
1 前言
為滿足BV 低溫環(huán)境航行Cold DI 入級(jí)符號(hào)要求,我司建造的4 艘1 100TEU 集裝箱船的上層建筑和A、B 兩層甲板通道外門到左、右舷救生筏和救生艇區(qū)域,均需要安裝甲板除冰加熱電纜。加熱電纜是由電纜托架通過2 600 多個(gè)M8 不銹鋼緊固螺柱固定在甲板底部,保證船舶短時(shí)間能在低溫環(huán)境航行操作時(shí)甲板除冰要求。
但首制船在離交船還剩16 天時(shí),船東不接受設(shè)計(jì)部門如圖1 所示的加熱電纜緊固螺柱安裝方法,認(rèn)為電纜托架上的螺柱不與甲板焊牢易受振動(dòng)和加熱影響導(dǎo)致螺柱松動(dòng)滑移使加熱電纜與甲板離空,并且墊板厚度影響電纜與甲板的貼合距離,兩個(gè)因素都影響到加熱除冰效果,要求拆除墊板,螺柱直接焊到甲板上。

圖1 加熱電纜緊固布置
由于緊固螺柱焊接時(shí)處于仰焊位置,如果采用傳統(tǒng)焊條電弧焊或CO2氣保焊等焊接方法需要先點(diǎn)焊固定螺柱,再進(jìn)行一圈角焊,焊后還要修磨焊角高度,并且對(duì)甲板頂部油漆造成破壞,需要重新打磨補(bǔ)漆,投入較多作業(yè)人員,生產(chǎn)周期長(zhǎng),影響交船節(jié)點(diǎn)的完成。為此,決定采用螺柱焊進(jìn)行螺柱的安裝及焊接。
2 螺柱焊基本方法
螺柱焊可分為兩種基本方法:電容儲(chǔ)能放電式螺柱焊和電弧拉弧式螺柱焊。兩者在焊接時(shí)間、適用螺柱直徑、焊接電源和牢固度等方面都有差異。
2.1 電容儲(chǔ)能放電式螺柱焊
使用電容儲(chǔ)能放電式螺柱焊機(jī),適合薄板和直徑為M3~8 的螺柱焊接:焊接時(shí)需先給焊機(jī)內(nèi)的儲(chǔ)能電容充電,當(dāng)螺柱尖梢與鋼板接觸扣動(dòng)焊槍上啟動(dòng)開關(guān),儲(chǔ)能電容瞬間放電將尖梢及相連接觸點(diǎn)位置的鋼板表面熔化融合形成一個(gè)焊點(diǎn);螺柱焊具有焊接時(shí)間短、熔深淺和融合面焊點(diǎn)小的特點(diǎn);螺柱焊放電電壓與焊機(jī)電容量有關(guān),放電時(shí)間只有1~15 ms,焊機(jī)焊接放電后電網(wǎng)需要對(duì)焊機(jī)電容充滿電后才能進(jìn)行下一個(gè)螺柱的焊接,焊機(jī)一般只有放電電壓一個(gè)可調(diào)節(jié)參數(shù)。
電容儲(chǔ)能放電式螺柱焊常用于上層建筑巖棉保溫釘?shù)陌惭b及焊接。船用保溫釘直徑一般為M3,材質(zhì)為碳鋼表面鍍銅,端頭有一個(gè)法蘭面,法蘭面有引弧尖梢;尖梢一般有凸臺(tái)尖和梅花尖兩種型式:凸臺(tái)尖比梅花尖起弧成功率高,操作工人容易掌握,法蘭面與鋼板融合面較大,連接強(qiáng)度相對(duì)較高,掉釘率相對(duì)較低。
2.2 電弧拉弧式螺柱焊
使用拉弧式電弧螺柱焊機(jī),適合厚板和直徑為M3~25 的螺柱焊接:直徑越大,需要的焊接電流越大及焊接時(shí)間越長(zhǎng),焊接時(shí)間通常為0.1~2 s;螺柱頂部一般要求加工成錐形,大直徑碳鋼螺柱還需要在頂端鉆孔打入鋁質(zhì)引弧結(jié);因焊接接頭是螺柱全截面與鋼板焊透且螺柱周邊形成飛邊(焊角),連接強(qiáng)度遠(yuǎn)高于電容儲(chǔ)能放電式螺柱焊接頭。
(1)焊接過程:
① 先將螺柱裝到焊槍螺柱夾頭內(nèi),并在端頭套上陶瓷環(huán),然后螺柱垂直接觸工件,如圖2 a)所示;
② 扣動(dòng)槍上焊接開關(guān),焊槍的螺柱夾持機(jī)構(gòu)自動(dòng)提升螺柱,此時(shí)螺柱與工件之間出現(xiàn)穩(wěn)定燃燒電弧,如圖2 b)所示;
③ 電弧熱熔化螺柱頂部和工件表面形成熔池,焊接結(jié)束后斷電,隨后螺柱夾持機(jī)構(gòu)壓迫螺柱下沉到工件熔池,鐵水填滿瓷環(huán)空處形成焊腳及全熔透接頭,如圖2 c)所示;
④ 焊縫凝固后,敲掉瓷環(huán),焊接結(jié)束,如圖2 d)所示。
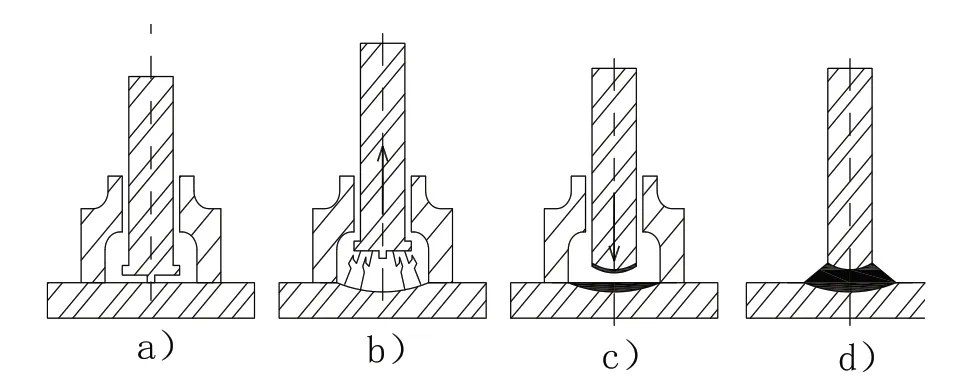
圖2 電弧拉弧式螺柱焊焊接過程
(2)主要工藝參數(shù)
① 焊接電流:一般按螺柱直徑50~100 倍選擇;② 焊接時(shí)間:按螺柱直徑50~150 倍選擇;
③ 伸出長(zhǎng)度:伸出長(zhǎng)度與螺柱直徑成正比,一般為2~5 mm,如圖3 所示;螺柱的伸出長(zhǎng)度實(shí)際上是螺柱的熔化長(zhǎng)度,若太短則焊釘伸不到溶池內(nèi),造成焊角偏焊等;若太長(zhǎng)則焊釘壓入溶池過深,鐵水四處飛濺或擠滿瓷環(huán)所有縫隙,出現(xiàn)焊角不美觀、夾渣等缺陷;
④ 提升高度:提升高度反映了焊接時(shí)的電弧電壓,提升高度與螺柱直徑成正比,一般為2~7 mm,如圖3所示。
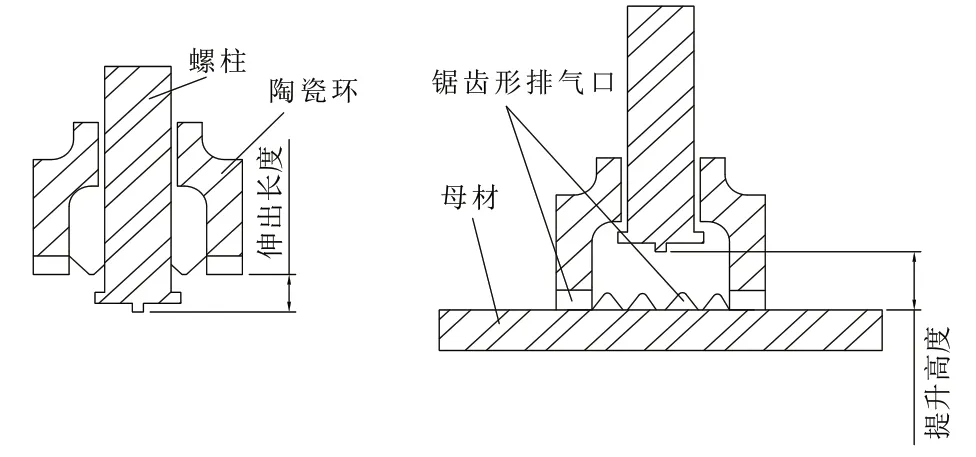
圖3 提升高度和伸出長(zhǎng)度示意圖
3 適用材料
螺柱焊的螺柱及母材,按表1 進(jìn)行選用,材質(zhì)需滿足GB/T902.3-2008《儲(chǔ)能焊用焊接螺柱》和GB/T100433-2002《電弧螺柱焊用圓柱頭焊釘》要求。
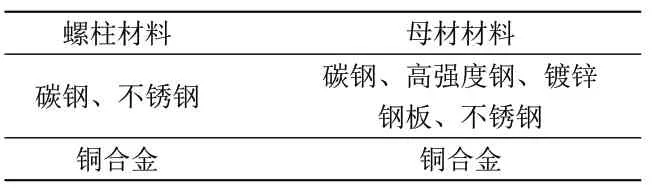
表1 螺柱材料和母材匹配表
4 在除冰電纜安裝中的應(yīng)用
因交船時(shí)間緊迫,螺柱生產(chǎn)廠家建議采用M8 不銹鋼螺柱進(jìn)行電纜托架的固定。螺柱長(zhǎng)度18 mm,頂部法蘭面直徑10 mm,法蘭厚0.8 mm,法蘭凸臺(tái)尖梢直徑0.75 mm,高度0.8 mm。
船廠使用廠家提供的焊機(jī)進(jìn)行緊固螺柱試焊,發(fā)現(xiàn)焊點(diǎn)不牢固,螺柱稍為扳動(dòng)就脫落,操作時(shí)很容易焊偏,破斷后的熔合面有較多氣孔,不能滿足電纜托架緊固要求。
4.1 螺柱脫落原因
(1)電纜托架緊固螺柱,既受電纜彎曲的張力,又受固定托架時(shí)擰緊螺母的扭力,焊點(diǎn)對(duì)抗彎抗扭能力及焊點(diǎn)牢固度要求高。廠家提供的CD132 焊機(jī)為電容儲(chǔ)能放電式焊機(jī),理論適用螺柱直徑為M2~M8,但對(duì)于較大直徑螺柱只適用于2 mm 以下薄板,而電纜緊固螺柱是焊在母材為7 mm 的碳鋼甲板上,7 mm 甲板對(duì)船舶結(jié)構(gòu)來講屬于薄板,但對(duì)于螺柱焊來講屬于厚板,隨著厚度增加,電弧熱量流失加快,接觸點(diǎn)熔化能力下降,生產(chǎn)現(xiàn)場(chǎng)螺柱端部法蘭面大部分未熔化,在這種條件下需要焊機(jī)能夠輸出較高的焊接能量才能保證接觸點(diǎn)的熔化和融合,而電容儲(chǔ)能焊機(jī)放電時(shí)間只有1~10 ms,焊接能量遠(yuǎn)遠(yuǎn)不夠,這種情況需要電弧拉弧式螺柱焊機(jī)才能滿足焊接要求,其焊接周期長(zhǎng)、焊接電流穩(wěn)定。廠家忽略了母材厚度和螺柱頂部法蘭直徑的對(duì)焊機(jī)輸出能量的影響,因此推薦使用CD132電容儲(chǔ)能放電式螺柱焊機(jī),屬于選型不當(dāng);
(2) 焊接時(shí)沒有陶瓷環(huán)保護(hù)或氣體保護(hù),空氣侵入熔池產(chǎn)生較多焊接氣孔,減弱了螺柱焊縫有效截面;
(3)所用螺柱為帶法蘭面凸臺(tái)尖梢型式,法蘭面外沿邊容易接觸到母材形成兩個(gè)接觸起弧點(diǎn),容易造成偏焊。
4.2 螺柱焊機(jī)選擇
(1)一般以螺柱直徑10 mm 為界,大于10 mm必須選擇電弧拉弧式螺柱焊機(jī);
(2)直徑小于或等于10 mm,考慮牢固度要求、螺柱直徑和母材厚度三個(gè)因素來決定:牢固度要求低的,如巖棉保溫釘,可以采用電容儲(chǔ)能放電式螺柱焊機(jī);牢固度要求高的,如果母材厚度小于或等于2 mm,也可以采用電容儲(chǔ)能放電式螺柱焊機(jī);母材厚度大于2 mm,則需要選擇電弧拉弧式螺柱焊機(jī);
(3)螺柱直徑指的是接觸點(diǎn)處的螺柱直徑,螺柱如果有法蘭面,則直徑指的是法蘭面直徑,而不是螺柱標(biāo)稱直徑。
4.3 螺柱焊工藝
(1)螺柱焊機(jī):選擇型號(hào)為N800i 的電弧拉弧式螺柱焊機(jī),其焊接電流調(diào)節(jié)范圍50~800 A 焊接時(shí)間調(diào)節(jié)范圍0.005~1 s。
(2)陶瓷環(huán):螺柱法蘭面直徑為10 mm,選擇匹配的直徑10 mm 瓷環(huán)。主要作用是強(qiáng)制熔池金屬在螺柱周邊形成環(huán)狀焊角,同時(shí)瓷環(huán)內(nèi)高溫正壓氣體從瓷環(huán)排氣口排出,阻止空氣與熔池接觸,減少氣孔產(chǎn)生;安裝瓷環(huán)時(shí),要注意與螺柱保持同軸,以便使形成的飛邊(焊角)360°均勻分布;
(3)螺柱垂直度:螺柱不垂直甲板是造成偏焊、焊點(diǎn)不牢固的重要原因,焊工在扣動(dòng)焊槍開關(guān)前應(yīng)下壓焊槍使瓷環(huán)卡箍與甲板360°全接觸,不離空時(shí)才扣動(dòng)開關(guān),保證螺柱垂直于甲板;
(4)焊前清潔:須將待安裝螺柱位置的表面磨出金屬光澤,因?yàn)榧装迳系挠推釙?huì)影響到焊接回路形成,造成起弧困難、火花飛濺增多和焊不牢等問題;打磨最好采用千葉砂輪片,其彈性大、與鋼板接觸面大,而采用常規(guī)剛玉砂輪片,其剛性大、與鋼板接觸面小、效率低。
(5)試焊和焊牢:必須經(jīng)過不少于10 個(gè)螺柱的試焊來確定工藝參數(shù),才能進(jìn)行生產(chǎn)焊接;檢驗(yàn)焊牢的方法:目視螺柱周界360°有飛邊,用錘子或套管使螺柱正反向反復(fù)彎曲30°直到折斷,以斷裂位置不在焊縫為合格;
(6)工藝參數(shù):經(jīng)過試焊,確定采用如表2 所列工藝參數(shù)。
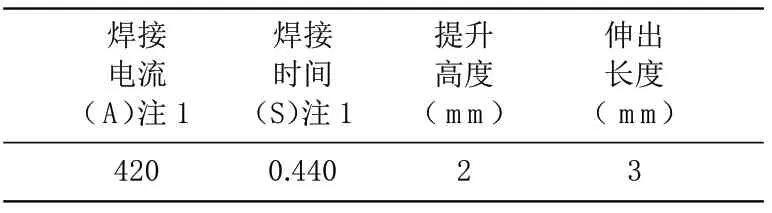
表2 焊接工藝參數(shù)
5 應(yīng)用效果
在螺柱焊接工藝調(diào)整到位后,依靠一臺(tái)焊機(jī)完成了首制船兩層甲板共2 600 多顆不銹鋼螺柱的安裝和焊接,比使用傳統(tǒng)焊接方法預(yù)期工期減少36 天,為后續(xù)除冰加熱電纜敷設(shè)爭(zhēng)取到較充裕施工時(shí)間。
螺柱焊焊接通電時(shí)間短,熱輸入極低,甲板油漆無破損,避免了采用傳統(tǒng)焊接工藝對(duì)甲板面油漆的破壞及隨后的補(bǔ)涂。焊接結(jié)果得到了船東的認(rèn)可,保證了首制船按期簽字交船,后續(xù)三條船采用同樣的工藝施工,現(xiàn)已全部交船。
6 結(jié)束語
螺柱焊首次在船舶甲板除冰加熱電纜安裝中應(yīng)用,對(duì)縮短工期發(fā)揮了關(guān)鍵作用。螺柱焊焊機(jī)類型選擇,需要同時(shí)考慮待焊螺柱規(guī)格和母材厚度兩個(gè)因素,并在正式焊接前經(jīng)過試焊,設(shè)定好焊接電流、焊接時(shí)間、提升高度和伸出長(zhǎng)度等參數(shù),做好焊前清潔和池熔保護(hù),可以得到滿意的螺柱焊效果。