某自升式風電安裝平臺高壓液壓管路系統安裝工藝改進
2022-02-08 07:05:42劉崇喆馬金金王磊磊黃鵬飛
廣東造船 2022年5期
劉崇喆,姜 瑞,馬金金,王磊磊,黃鵬飛
(中船黃埔文沖船舶有限公司,廣州510715)
1 前言
通常由液壓系統實現海洋平臺升降作業的形式有兩種:一種是通過在固樁室上安裝升降齒輪箱與樁腿上的齒條嚙合,通過齒輪、齒條的相對運動帶動平臺主船體升降;另一種是通過升降液壓泵控制環梁油缸的伸縮,與樁腿連接的定位油缸配合,實現平臺主船體沿著樁腿的升降。液壓系統可實現穩定輸出較大的推力和無級調速,其優秀的穩定性和輸出均衡性符合平臺升降動力供給的要求。
本文以某自升式風電安裝平臺為案例,其液壓系統主管路高壓部分設計壓力為34 MPa,車間試驗壓力為68 MPa,裝船后試驗壓力為41 MPa,而普通船舶液壓管路壓力一般為20 ~27 MPa。為了保證管路能承受系統的高壓力及平臺的升降速度,主管路設計為大管徑Φ114×21 和Φ97×12,管材壁厚,管路強度高。安裝過程中,按照傳統管路安裝方式在壓力試驗過程中發現多處泄漏,需要重新返工,增加了制造成本。本文闡述了采用記錄泄漏點位置,以及統計泄漏點的施工人員、施工方法、管徑、法蘭、連接螺栓、墊圈等信息的方法,分析泄漏的原因,優化施工工藝,減少泄漏現象。
2 管路泄漏情況
某自升式風電安裝平臺升降試驗過程中共發生21次泄漏。該平臺升降液壓管系由3 個班組共同施工,按照施工班組的施工區域、施工物量以及泄漏情況,經統計如表1 所列。
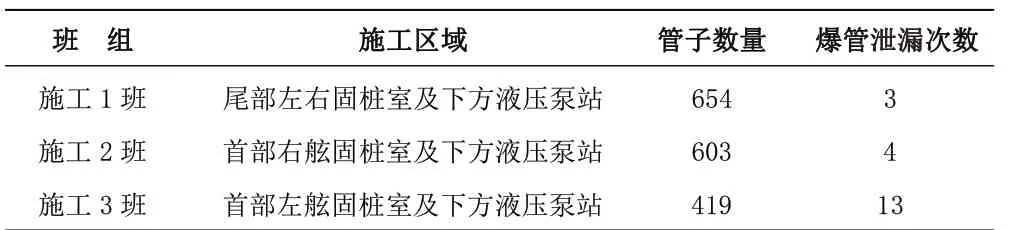
表1 某自升式風電安裝平臺液壓管泄漏情況統計
從表1 可以看出:施工3 班安裝管子數量最少,但爆管泄漏次數最多。經調查,施工3 班因受物資到貨影響,管路交付滯后、管路到貨不統一,現場施工時不能按順序接管,導致與施工1 班、2 班的管路安裝流程不同。
將現場管路泄漏的位置進行歸類,發現管路泄漏位置存在共性,80%~90%的泄露位置如下:
(1)大管徑管線;
(2)現場校裝管位置;
3 泄漏原因和改進措施
3.1 施工流程不當
該自升式風電安裝平臺的液壓系統管路,根據上下環梁的八個提升油缸的分布,將主油路布置成環狀管線(見圖1)。在初始設計中,每一路環狀管線只設有1 處調整管,該管相對較短,為直管段。
施工1 班和施工2 班負責的區域內資材集配較齊全,管子、閥件、固定支架等均已到貨,施工人員從固樁室開始,按順時針方向安裝管子。施工過程中,以管子連接作為施工基準,調整管支架位置,最后統一焊接。在施工過程中可以實現管路不受外力作用,法蘭連接處自然對中,將累計的管子制作誤差和安裝誤差集中到最終閉合處的調整管位置,施工人員根據實際情況現場,制作調整管,實現管線閉環,保證整個管路系統的密封性好,減小了泄漏的概率。

圖1 液壓提升管路立體圖
施工3 班因受物資到貨影響,現場施工時未能按照要求開展工作,遂采用普通液壓管路安裝順序,即先定位安裝管支架,再安裝管路,并優先安裝已到貨的管子,最終導致后到貨安裝的管子與已安裝完的管子連接困難,部分管子存在偏差,其中無法調整的管路作為調整管重新制作,增加了調整管數量。另外,連接管子時存在不自然對中現象,進而出現法蘭密封面偏差形成單邊開口,當液壓系統運行時,管路中的高壓液壓油容易從類似位置泄漏。
按照常規管路安裝流程:先定位焊接一部分管支架,然后根據管路安裝圖將管子安裝在支架上,依次連接管子完成安裝,這樣管支架的安裝誤差會直接影響管子密封法蘭位置的精度,對于密封精度要求高,強度大的液壓管路不適用。通過對比發現,液壓管路安裝施工順序對平臺高壓大管徑液壓系統管路安裝有較大的影響。
改進措施:優化原有施工順序,先選擇1/5 數量的管支架點焊定位,然后開始管子安裝,確定起始端管路,安裝時沿著固樁室順時針或逆時針安裝,施工過程中管路自然對中;如果管支架處有較強力矩干涉,需調整支架;管路最終定位后將連接螺栓扭緊,最后安裝其他的管支架,減少管支架安裝精度對管路密性的影響,如圖2 所示。
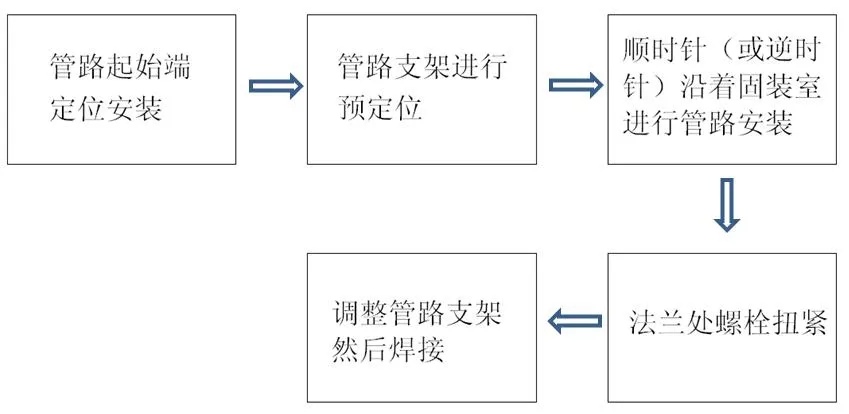
圖2 管路安裝流程圖
3.2 調整管布置不合理和焊接變形
管路試壓過程中,泄漏多發區域集中在調整管和固樁室平臺甲板四角區域的彎管位置。尤其是在固樁室四個拐角位置的彎管。因該系統管子壁厚大,無法使用彎管機彎管,特選用彎頭和直管進行拼裝;每根彎管最少有4 道對接焊縫,受焊接變形的影響,彎管的制作誤差比直管要大。彎管安裝后,為保證環線的整體線性,會在與之相連接的直管段定位支架,約束整體走向,在彎管第一個連接法蘭位置形成扭矩,容易引起泄漏。
調整管是用于消除管路制作累計偏差,從而實現管線閉環的管子,由施工人員根據實際情況進行現場管路裝配,滿足精度要求后將調整管送回管子制作車間進行焊接并做適當的表面處理。現場裝配間隙要求為1~2.5 mm,焊接時受熱量影響,法蘭的裝配角度和管路的整體長度會出現變化,導致安裝后連接處存在連接法蘭面不平行和短尺的現象,影響管路密性。
改進措施:優化調整管布置位置,在環線的四角位置或對角位置設置調整管,用于消除彎管的制作誤差;同時嚴格控制調整管的裝配間隙,保證裝配間隙為1 mm;檢查法蘭旋轉角度和法蘭在管子位置符合要求后,進行點焊固定,點焊長度為10 mm,確保法蘭和管子裝配穩固;點焊位置,按照DN=40 ~100 mm的管子錯開120°三點焊;DN=125 ~250 mm 的管子錯開90°四點焊;調整管在內場焊接前,采取措施將法蘭和管子固定在焊接工位上,先用氬弧焊定位打底,焊接過程中保證對稱焊接,然后使用塵錘敲落附著于焊縫上的焊渣,最后使用CO2焊小電流連續焊接,減少整個過程的焊接變形。
3.3 螺栓擰緊方法不正確
正式試壓前,一般選用階梯性加氣的方法進行初檢,檢查過程中發現部分法蘭存在漏氣現象,通過扭緊螺栓問題得以解決。后續的液壓油強度試驗過程中也存在類似現象,液壓油沿著縫隙將O 型圈頂出法蘭密封槽,導致液壓油泄漏。該現象主要原因是施工人員的螺栓扭緊方法不正確,按同一方向扭緊螺栓且未重復扭緊工作,導致螺栓受力不均勻,在系統使用過程中法蘭密封面出現縫隙。
改進措施:法蘭螺栓鎖緊時,首次按對角方向逐個扭緊到50%扭力要求,再按同樣的順序扭緊到100%扭力,并重復2~3 次,使所有螺栓受力均勻,法蘭密封面平行緊貼。
3.4 O 型圈安裝方法不正確
液壓管采用的是高壓法蘭,一個法蘭面是帶凹槽的,另一個法蘭面是帶凸臺的,其密封性能主要靠法蘭之間的O型密封圈保證。安裝過程中因受重力影響,O 型密封圈可能脫落或偏移。當O 型圈偏離凹槽,兩個法蘭對接時可能出現O 型圈邊緣受擠壓后損傷,導致試壓過程中漏油。
改進措施:采用兩面光滑的1 mm 厚鐵質材料裁成如圖3 所示的形狀,作為O 型密封圈安裝輔助工裝,先使用輔助工裝將O型圈壓入法蘭凹槽內才連接管子,初步安裝連接螺栓后抽出工裝,再扭緊連接螺栓。
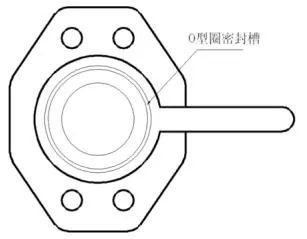
圖3 O 型圈安裝工裝
3.5 支架間距和螺栓選型不合理
因固樁室艙室空間狹小、管路較多、管路布置集中,樁腿液壓缸運行時會產生震動,對管路造成不良影響。初始設計的管支架按廠內的常規系統管支架布置,試驗過程中發現管路震動較大,需增加管支架;且本船法蘭連接螺栓為粗牙螺栓,相對細牙螺栓螺距稍大,螺旋升角稍大,自鎖性稍差,在震動環境下會出現返松的情況。
改進措施:針對樁腿液壓管系統高壓管路,更新支架布置標準,縮短管支架間隔距離,在轉彎位置、法蘭位置重點增加支架;螺栓選型方面,建議液壓系統法蘭連接位置,選用細牙螺栓,增加自鎖性能。
4 結束語
高壓大管徑液壓系統廣泛應用于海洋工程,可實現穩定輸出較大的推力和無級調速,尤其適用于給多樁腿平臺升降設備提供動力。在高壓大管徑的液壓系統的安裝過程中,為保證管道安裝質量,需嚴格按照優化后的施工流程進行,合理安排熟練的施工人員,選擇合適的焊接設備和焊接材料,以及在管路校裝、焊接、附件選型等方面予以提升,重視設計、制作、安裝步驟中的每一個細節,對于出現的問題要及時解決, 滿足海洋平臺升降的使用需求。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年9期)2021-07-16 07:11:36
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
模具制造(2019年3期)2019-06-06 02:10:54
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34