燈泡貫流式機組主軸軸頸裂紋處理防變形措施研究
2022-02-10 13:58:54陳天宇
水電站機電技術 2022年1期
王 佩,陳天宇
(1.湖南五凌電力科技有限公司,湖南 長沙 410004;2.五凌電力有限公司凌津灘水電廠,湖南 常德 415731)
1 概述
凌津灘電廠(以下簡稱電廠)位于湖南省常德市桃源縣境內,屬于上游五強溪電廠的反調節電站,共安裝9臺30 MW的燈泡貫流式機組。2020年,電廠3號機組檢修中發現主軸水輪機側軸頸R角存在大量裂紋。裂紋清根后,共有20條,其中裂紋最長180 mm,最深34 mm,裂紋清根前后的情況如圖1所示。為保證安全運行的需要,必須對裂紋進行焊接修復。

圖1 主軸軸頸裂紋清根前后情況示意圖
2 防變形控制措施研究
2.1 裂紋修復分析
電廠3號機組的主軸是由日立公司設計加工,材質為(JIS)SF540A,根據分析,主軸軸頸裂紋為疲勞裂紋。以12顆水輪機聯軸螺栓為參照,將主軸法蘭軸徑展開,并繪制打磨后的裂紋位置示意圖如圖2所示,如圖可見裂紋數量多,焊接量大且密集,其中裂紋最深達到34 mm。焊接過程中,主軸受焊接殘余應力的影響將發生變形,而主軸法蘭加工精度很高,裂紋修復后主軸法蘭很難達到垂直度要求,經哈電專家核算后,主軸法蘭變形量需控制在0.05 mm內。
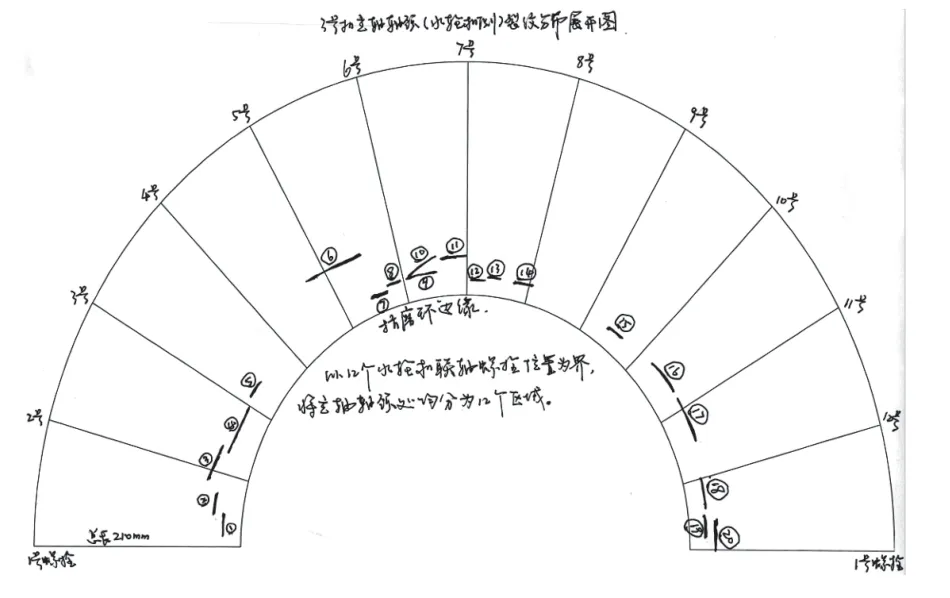
圖2 裂紋分布情況示意圖
因此,若裂紋焊接修復過程中處理不當,未采取有效的控制措施,主軸法蘭很可能發生無法手工修復的變形,導致主軸必須返廠維修,期間機組停運,將造成巨大的經濟損失。
2.2 主軸防變形問題分析
由于轉輪處于安裝狀態,受轉輪法蘭的限制,焊接過程中主軸法蘭不會發生軸向變形,只會隨轉輪一體發生徑向的彎曲變形。焊接修復時,主軸彎曲變形的方向主要有兩種,一種是受轉輪重力的影響向下變形,另一種是焊接完成冷卻后,受焊接殘余應力的影響,主軸將向焊接位置的方向收縮變形。因此,主軸防變形控制的核心問題一是選擇合適的焊接工藝,盡量減小焊接的變形量;二是合理地調整焊接位置,將主軸的變形量控制在預期的范圍內。
2.3 焊接工藝研究
結合主軸的材質及現場環境,可以考慮采用氬弧焊對裂紋進行修復,因為氬弧焊具有電弧熱量集中,熱影響區窄,焊接應力小等優點,可以有效地減小焊接變形。補焊前,先對裂紋區打磨清根,經MT檢測合格后,制備焊接坡口,再將補焊區域清理干凈,露出金屬光澤。為減少變形量,焊接時還應遵循以下措施:
(1)盡可能采用小規范進行鑲邊焊、窄焊道、薄焊層。
(2)除第一層和表層焊縫外每層焊縫焊后立即采用錘擊方法消除應力。鍾擊至焊縫表面達到均勻屈服為止,降低焊接殘余應力。鍾擊后對屈服層進行打磨清除。
2.4 防變形控制措施
選擇光滑并具有較高的圓度的圓弧面,焊接百分表支架,在圓弧面徑向的垂直方向和水平方向各安裝1塊百分表,凌津灘電廠百分表安裝在泄水錐Ⅰ段下游側端面外緣止口處。由于主軸法蘭與輪轂以及輪轂與泄水錐Ⅰ段的結合面均有高精度的止口配合,且連接螺栓均已緊固并做好止動措施,主軸轉動時轉輪不會發生相對的徑向運動,因此將百分表安裝在此處可以監視主軸的變形量。此外,由于電廠泄水錐Ⅰ段端面止口的外徑與主軸法蘭的外徑基本一致但與主軸軸頸有一定的距離,若能將止口處的變形量控制在要求的0.05 mm范圍內,主軸法蘭實際的變形量更小。
受工作環境的限制,百分表安裝支架可能難以充分固定,且由于作業周期長,實際操作時百分表有可能被誤動導致讀數出現偏差,常規的變形監視方法可能存在數據失真的情況,本文采用檢查全擺度的方法對變形量進行監視,具體操作方法如下:
(1)先對泄水錐Ⅰ段端面外緣的止口用精研砂紙打磨光滑,確保表面光滑無高點。
(2)焊接修復前,參考12個水輪機聯軸螺栓的位置,在泄水錐Ⅰ段端面外緣對應標記12個測點,盤車記錄百分表在各個測點的初始讀數。
(3)根據裂紋的分布情況,合理安排裂紋處理順序,保證對稱焊接。以本次裂紋情況為例,若將3號螺栓盤車至垂直方向,則可以對稱焊接6號和12號螺栓區域的裂紋。
(4)每次焊接結束且主軸完全冷卻后,以任意初始讀數為基準,手動調整百分表或通過計算將基準點讀數調整至與初始讀數一致,對主軸進行盤車檢查,記錄百分表在各測點的讀數,可以根據需要適當增加盤車檢查次數。本次裂紋處理中選擇3號點作為基準點,每次盤車前將百分表在3號點的數據設置為初始值0.13 mm(選擇其他任意點作為基準點結果一致),部分測量數據如表1所示。
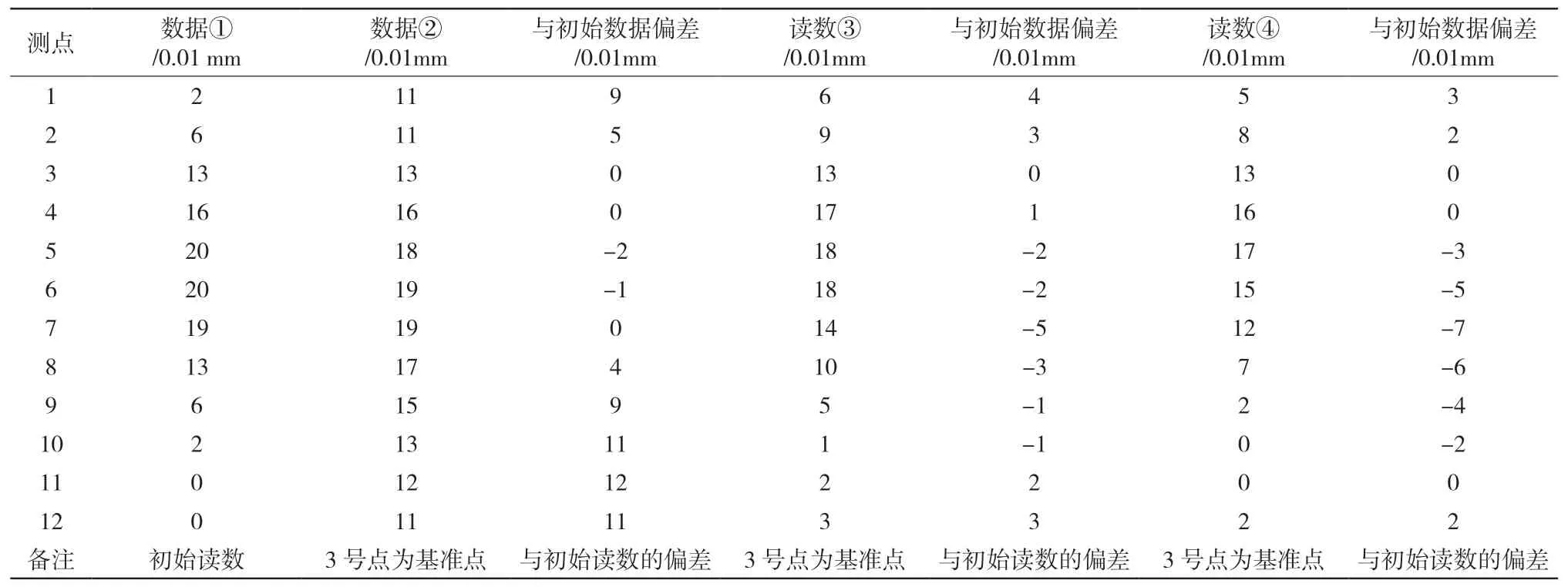
表1 部分盤車數據
(5)實際焊接過程中,由于轉輪重力、對稱位置裂紋長度、深度及作業人員焊接速度等因素的綜合影響,主軸將發生斜下方的變形。為盡量減小主軸水平方面的變形,便于變形控制,焊接過程中,可以安排專人對水平方向的百分表數值進行監視,例如當發現主軸明顯向左側彎曲變形時,說明右側的焊接速度過快,可以立即降低右側的焊接速度或停止焊接并錘擊消除焊接應力。
(6)主軸的變形量可以由盤車數據與初始數據偏差的全擺度計算得出,當發現主軸向某個方向變形時,可以將該位置盤車至上半部繼續對稱焊接,利用轉輪重力將變形量回調。以表1中數據②為例,測量時狀態為4號測點在正下方,正在進行1號及7號測點區域的對稱焊接,如圖3所示。根據表1中盤車數據與初始讀數的偏差可計算偏差的全擺度如表2所示,從全擺度數據可見,主軸的最大變形出現在5號測點方向,達到0.14 mm,此時可以綜合考慮焊接位置及變形量,將4號螺栓盤車至正上方,繼續進行對稱焊接,利用轉輪的重力將變形量回調,焊接位置調整前后的示意圖如圖3所示。回調后的數據如讀數③所示,由讀數③與初始數據偏差的全擺度可見,主軸變形量被調整至要求的范圍內。
圖3 焊接位置調整前后示意圖

表2 全擺度數據表
(7)當不能滿足對稱焊接要求時,以圖2中4號裂紋為例,長度較長且對稱位置沒有裂紋,可以將裂紋盤車至正上方焊接修復,正上方焊接的優點一是主軸只會發生垂直方向的變形,二是部分向上的收縮應力被重力抵消,極大地降低了變形量,便于變形控制。主軸實際的變形方向受焊接速度、裂紋深度及轉輪重力的綜合影響,可能存在差異,因此,非對稱焊接時應適當增加盤車檢查的次數。其中4號裂紋焊接處理時,冷卻的收縮應力小于轉輪重力,主軸向下變形,即8號、9號螺栓方向。當變形量偏大時,可以考慮將8號、9號螺栓盤車至正上方進行冷卻,利用重力和收縮應力將變形量回調。
(8)最終處理后的數據如讀數④所示,最大全擺度為0.1 mm,主軸變形量為全擺度的一半,滿足變形控制的要求。
3 檢修后運行狀況
檢修后,對3號機監視發現,3號機的運行狀況良好,水導軸承振動、運行溫度等參數與檢修前基本一致,其中表3為抽查3號機檢修前后相同水頭和有功下的振動數據。監視結果說明3號機軸頸裂紋焊接處理中的防變形控制取得了良好的效果。
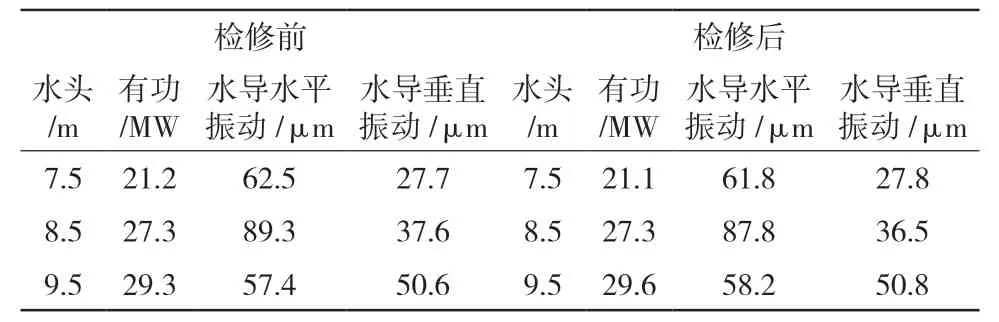
表3 檢修前后部分振動數據表
4 結束語
主軸是水輪機的重要部件,若主軸法蘭發生變形,將直接影響轉輪與主軸的同軸度,導致運行時振動和擺度明顯增大,也可能導致運行時槳葉與轉輪室發生碰摩等現象,嚴重影響機組的安全穩定運行。凌津灘電廠3號機檢修中,水輪機主軸軸頸發現大量裂紋,受檢修工期影響,選擇了臨時的焊接修復手段,并采取了有效的防變形控制措施,確保了主軸修復后機組能夠滿足安全穩定運行的要求。但由于主軸發生裂紋的根本原因為彎曲疲勞強度偏低,運行中裂紋還可能繼續產生,因此,后續可以考慮將主軸更換,徹底消除安全隱患。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中華詩詞(2020年1期)2020-09-21 09:24:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
建筑材料學報(2014年3期)2014-03-11 17:08:02