活動導葉裂紋原因分析與處理工藝淺析
2022-02-10 13:58:56王煥河張成華喬賀宏
水電站機電技術 2022年1期
王煥河,泰 榮,張成華,田 凡,喬賀宏
(1.湖北白蓮河抽水蓄能有限公司,湖北 黃岡 438600;2.天津水科機電有限公司,天津 301900)
0 引言
抽水蓄能電站水泵水輪機活動導葉是機組重要組成部分,其作用一是改變水流方向,形成有壓渦流,作用在轉輪變為轉動力矩。二是通過導葉之間的開度調節進入轉輪的流量,改變機組出力。所以,做好活動導葉金屬技術監督工作尤為重要,通過肉眼及其他金屬檢測發現的問題要引起警覺,及時分析原因并妥善處理,避免遺留隱患造成后續故障擴大和設備損壞事件。
1 故障現象
2021年4月,蓮蓄公司1號機組A級檢修期間,發現3號導葉大板負壓面存在裂紋,分布在兩個區域,一是大板負壓面中部位置,二是大板負壓面靠近中軸頸位置,如圖1。①、②號裂紋最大深度約為58 mm,③、④號裂紋最大深度約為50 mm,長度分別為①號裂紋35 mm、②號裂紋30 mm、③號裂紋100 mm、④號裂紋15 mm。對中部位置的裂紋進行局部鏟磨,目視可見清晰大裂紋,如圖2。

圖1 3號導葉裂紋分布

圖2 中間部位裂紋形態
2 原因分析
中間部位:通過MT探傷及一系列試驗確定是由于不規范補焊引起的延遲冷裂紋;原因為補焊時預熱溫度不夠以及焊后沒有后熱導致焊縫內的擴散氫沒有及時排出,從而產生裂紋。
靠近中軸頸位置:根本原因為由于導葉鑄造時存在較多夾渣和疏松缺陷,該處位置屬于高應力區,在長期的運行過程中由于外部應力的原因使這些鑄造缺陷處產生了疲勞裂紋并持續的發生擴展,最終使得在該區域發現大量的細碎裂紋且幾條已擴展大了幾十毫米甚至上百毫米的程度。
3 處理過程
(1)重新探傷,確定尺寸與位置,檢測方式為MT、UT、PT及相共振。
(2)氣刨加鏟磨去除缺陷,采用硬度儀測試硬度與母材對比,確認大板處原奧氏體區域去除干凈,打磨坡口適合焊接,PT檢查確認沒有缺陷后具備補焊條件。最終修補尺寸:靠近中軸頸位置長寬約為210 mm×200 mm, 最深處為62 mm,向軸頭伸進30 mm。中間部位區域邊緣長寬約為250 mm×160 mm,最深處為52 mm。
(3)焊接修復
1)在活動導葉大板兩側分別加固兩條支撐,用于控制焊接變形,如圖3;

圖3 支撐示意圖
2)焊前預熱,對焊接區域及周邊不小于100 mm的范圍內進行加熱,使焊接區域溫度不低于100℃;
3)補焊方法,使用氣保焊或手工電弧焊焊接,焊接參數參考表1,焊接坡口,焊縫采用多層多道焊,退步焊接的方法進行補焊,焊道順導葉長度方向焊接。每焊一道,清渣一次并錘擊效應處理,每焊10~15 mm厚做一次振動消應,焊接過程中層間溫度≤200℃;
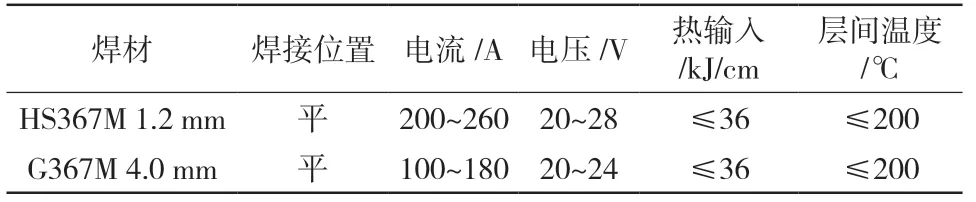
表1 焊接參數
4)缺陷位置補焊后焊縫表面焊接一層回火焊道,注意回火焊道不要接觸母材。每邊留出1~2 mm的量,回火焊道將在最終修復后鏟磨、拋光去除;
5)焊后需要后熱200℃,2 h再保溫緩冷。
(4)焊后鏟磨,焊接后鏟磨活動導葉型線,平滑過渡。
(5)48 h后進行NDT檢查,檢測結果正常,焊接質量通過驗收。
(6)激光檢測活動導葉同軸度,如圖4示意。具體數據如圖5,以ac(下軸頸、中軸頸)為基準,b(上軸頸)是7.28 mm,d(上端軸)是9.12 mm,最大變形量9.12/2為4.56 mm。
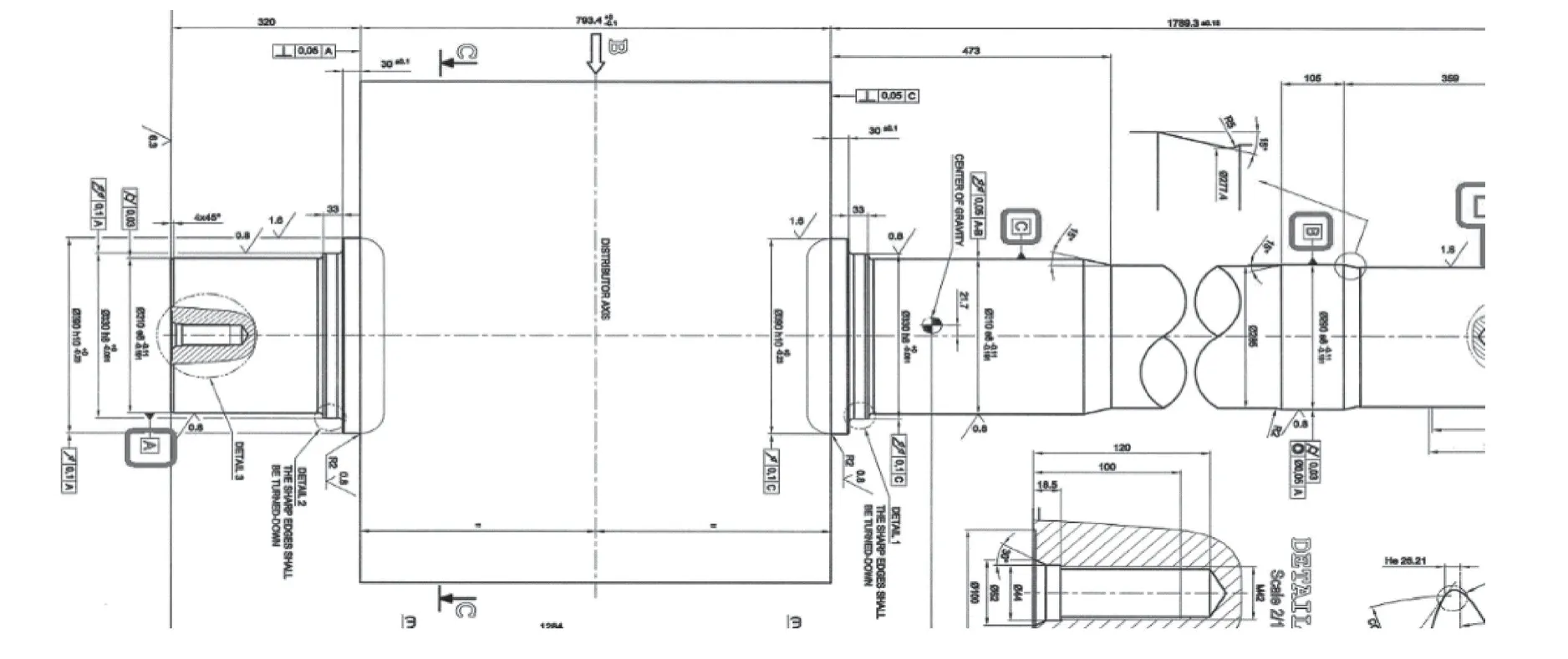
圖4 同軸度檢測示意圖
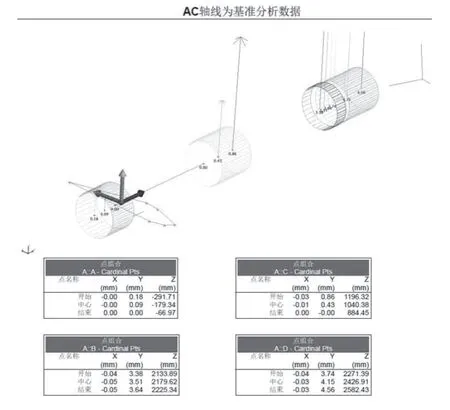
圖5 同軸度檢測示意圖
(7)調形。采用兩種方式調形,一是背面(正壓面)開槽焊接糾正,二是火焰調形。
背面開槽焊接,共進行兩次開槽焊接,開槽位置如圖5,第一次開槽尺寸為300 mm×30 mm×35 mm深,第二次開槽尺寸為480 mm×50 mm×60 mm深,開槽焊接工藝與裂紋補焊工藝一致。兩次開槽焊接后同軸度檢測結果為:以ac(下軸頸和中軸頸)為基準,b(上軸頸)是0.46 mm,d(上端軸)是0.62 mm,最大變形量0.62/2為0.31 mm。
火焰調形。按照圖6箭頭指向位置進行火焰矯形,矯形前A,B,C三個位置架百分表對調形尺寸進行監控,按照百分表監控數據。火焰矯形并控制溫度不超過700℃,調形后對工件保溫緩冷。
共進行4次火焰調形,每次火焰調形后都會對同軸度進行復測,最后一次同軸度檢測結果為:以ac(下軸頸和中軸頸)為基準,b(上軸頸)是0.12 mm,d(上端軸)是0.12 mm,最大變形量0.12/2為0.06 mm。滿足預期,符合驗收條件。
(8)機加工。將導葉架設于鏜床且按軸頭找正,測量中軸徑、下軸徑處同軸度誤差小于0.02 mm,上軸徑跳動0.05 mm,符合激光檢驗的同軸數據。測量出水邊密封面最大間隙-0.23 mm,進水邊最大間隙-0.12 mm。為了減小工地修磨的范圍,采用進水邊完全修平,出水邊僅修正大部分方案,修正部位去除0.13 mm。
(9)裝配數據復測。大板型線,大板高度,軸頸外徑復測,數據合格,滿足裝配要求。
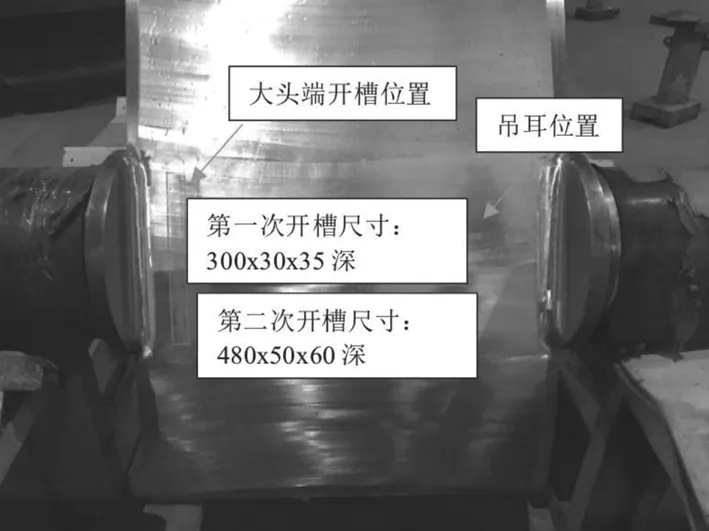
圖6 開槽位置
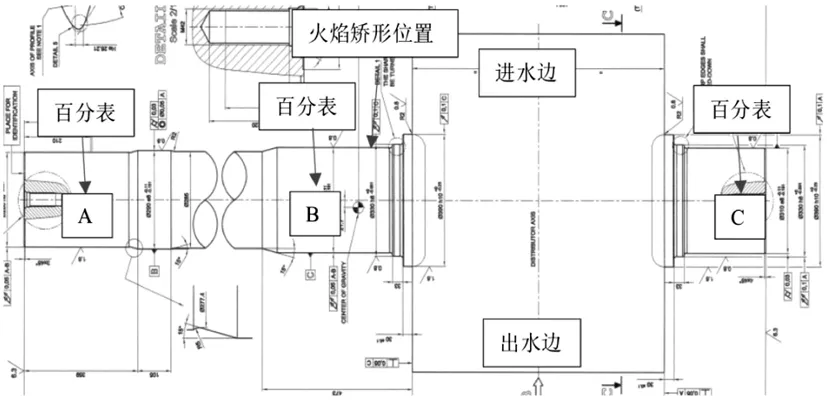
圖7 火焰調形示意圖
4 總結
(1)生產單位應在事故備件定額清單內增加活動導葉項目。
(2)加強金屬監督檢測力度,對高應力區及其他重點部位增加檢查手段,將問題提前暴露,同時做好預控措施,防止缺陷擴大造成破壞。
(3)機組大修工期內應提前策劃金屬監督項目開展與實施,為不可預知的重大缺陷處理預留充分時間,保證檢修工期可控。
(4)建議生產單位組織“回頭看”行動,翻閱機組重要金屬部件生產制造資料,對制造缺陷返修記錄進行重點跟蹤和關注,同時建議基建單位加強設備督造監管。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產業(2016年3期)2016-05-17 04:32:12