消失模空殼鑄造用涂料高溫性能分析
2022-02-14 07:38:04張守軍
金屬加工(熱加工) 2022年1期
張守軍
河南天緣精工模具股份有限公司 河南新鄉 453000
1 序言
近年來,隨著社會對“近無余量”“零缺陷”零件需求的不斷提高,以及對環保的日益重視,鑄造技術也日趨向“綠色化”“精密化”“輕量化”的方向發展,是鑄件生產不斷追求的目標[1,2]。泡沫消失模空殼鑄造新工藝,是在泡沫消失模鑄造的基礎上發展而來的,它與原有消失模鑄造的區別是泡沫模提前經過裂解、氣化后,將空殼埋入砂箱進行澆注[3]。消失模空殼鑄造綜合了砂型鑄造、壓力鑄造、熔模鑄造及消失模鑄造等技術的優點,可用于生產高質量、大尺寸、復雜薄壁合金精密鑄件。
消失模空殼鑄造用涂料是鑄造過程中的關鍵,直接影響鑄件的質量和隨后的落砂清理工作[4]。當金屬液澆入型腔并接觸到消失模空殼時,在涂料和金屬液界面之間會產生各種物理及化學作用,這就要求涂料不但具有一定的強度,而且還要有良好的透氣性,以防止澆注過程中產生塌箱、氣孔、夾雜等缺陷[5]。由此可以看出,消失模空殼鑄造涂料的高溫透氣性和高溫強度是評價涂料優劣的關鍵。
本研究以河南天緣精工模具股份有限公司下屬河南天聚緣新材料科技有限公司生產的消失模空殼鑄造專用涂料為研究對象,分析了涂料高溫透氣性和高溫彎曲強度,為涂料成分優化和推廣應用提供數據參考。
2 試樣制備
本研究中的消失模空殼由面層和背層組成,其中面層涂料采用鋯英粉作為主要耐火填料,平均粒度直徑為150~800μm。黏結劑采用硅溶膠,鋯英粉粉液比為2.5~3.5;背層涂料采用石英粉作為主要耐火填料,平均粒度直徑為300~800μm,同時添加少量氧化鐵粉、鈉基膨潤土、羧甲基纖維素鈉,黏結劑為硅溶膠和少量α淀粉,石英粉粉液比為1.5~2.5。由于生產過程中主要采用一層面層和多層背層的方式,因此制備的消失模空殼包含了一層面層和不同背層,具體層數組成見表1。
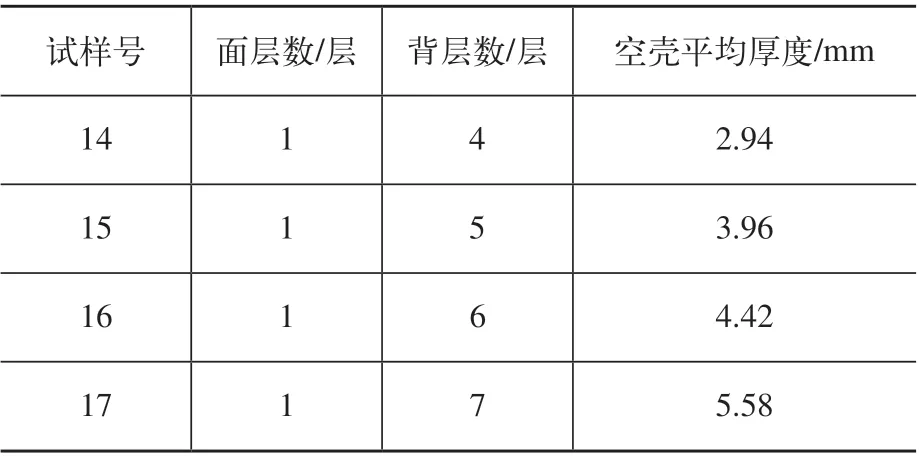
表1 消失模涂料空殼試樣
準備透氣性試樣時,將陶瓷管插入φ37mm的泡沫球中并用膠固定陶瓷管和泡沫球,如圖1所示。

圖1 透氣性試樣用陶瓷棒和泡沫球
將涂料涂覆到泡沫球上的過程:第一步,將泡沫模樣浸入到面層涂料中,保證泡沫球表面均勻地掛滿涂料,然后在40℃下風干≥3h;第二步,將涂有面層涂料的風干模樣浸入到攪拌好的背層涂料中,保證表面掛滿涂料,然后在50℃下風干≥3h;第三步,按背層層數要求,重復第二步過程。
高溫彎曲試樣同樣按上述步驟制備完成。透氣性殼型試樣和高溫彎曲強度殼型試樣的制備過程,如圖2所示。
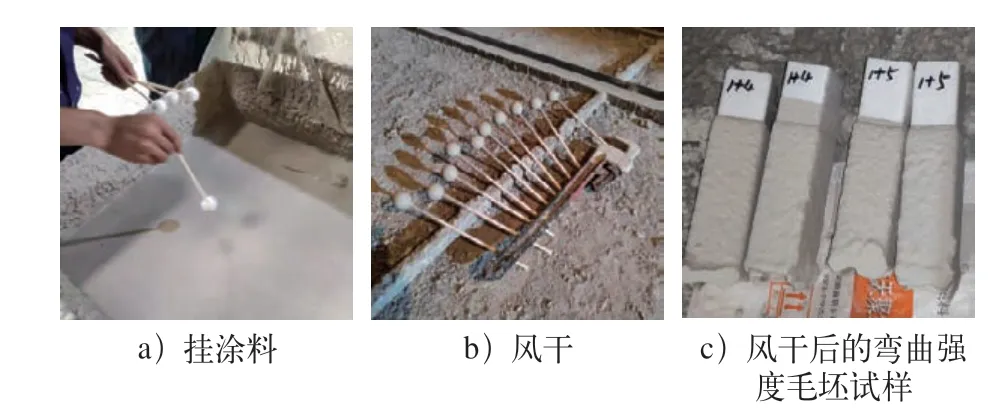
圖2 透氣性試樣和彎曲試樣制備過程
制備出不同背層數量的透氣性試樣和彎曲試樣后,還需要在300℃下加熱30min,使泡沫氣化,接著升溫至900℃保溫30min,使涂料燒結,完成制殼過程。最終燒制完成的透氣性試樣和彎曲試樣,如圖3所示。
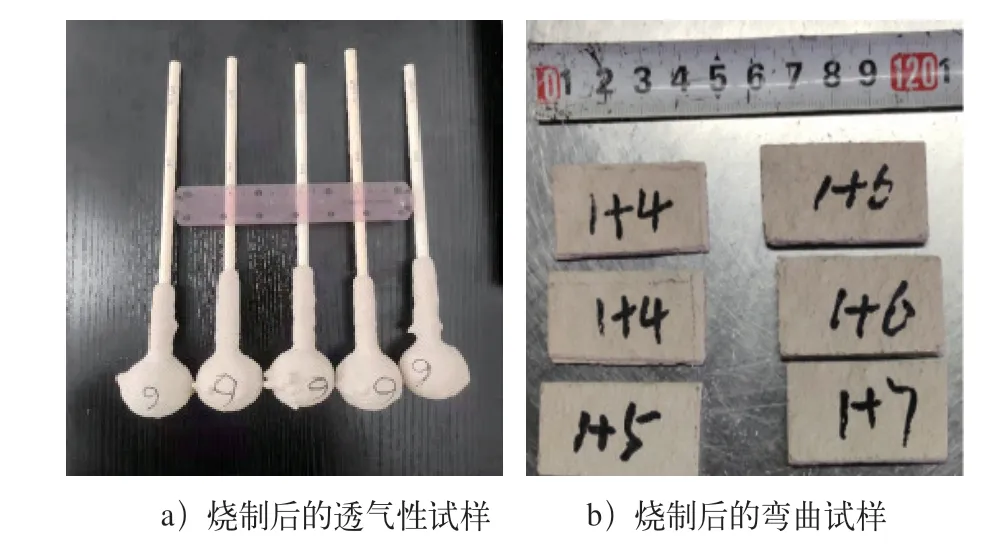
圖3 燒制完成的透氣性試樣和彎曲試樣
3 試驗結果與分析
3.1 涂料透氣性
消失模空殼透氣性能檢測原理如圖4所示。在試樣中通入恒定壓力的氣體,當氣體通過空殼時壓力降低,用壓力差、結合流量、時間及殼厚度等因素,來表征涂料的透氣性。
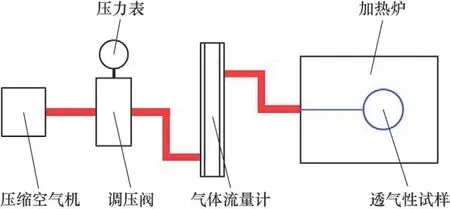
圖4 透氣性檢測原理
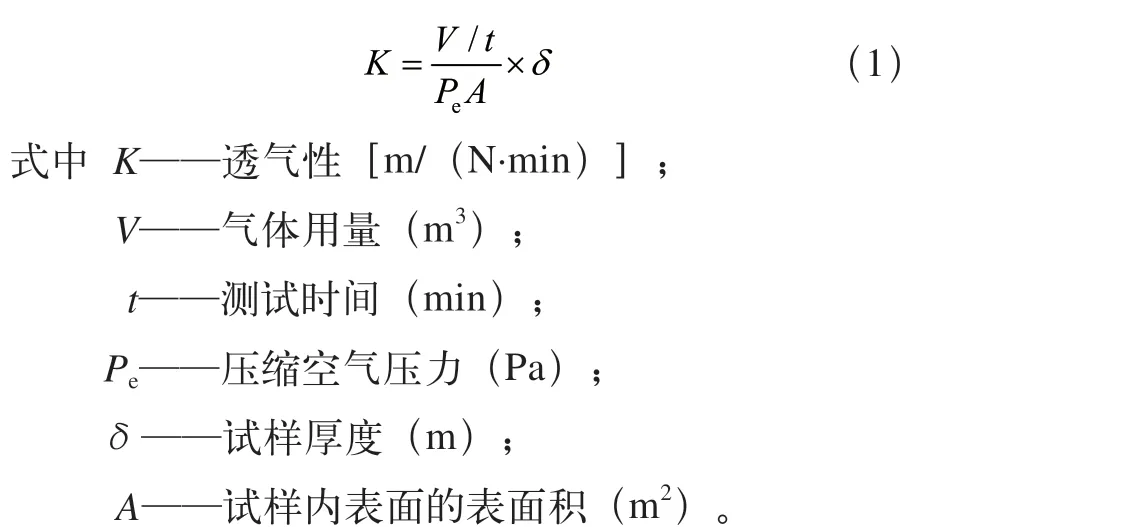
測量透氣性時,首先將試樣放入加熱爐中,然后將壓縮空氣壓力調整至0.1~0.15MPa,再以20℃/min的速度升溫至測量溫度,保溫10min后測定氣體流量,最后按式(1)計算試樣的透氣性。
按上述流程測量了涂料空殼試樣在25℃的室溫透氣性和1250℃的高溫透氣性,結果如圖5所示。
從圖5可以看出,隨著涂料厚度的增加,消失模空殼25℃室溫透氣性數值在0.5~0.6m4/(N·min)之間變化,室溫透氣性整體變化不大。涂料高溫透氣性隨著厚度的增加而增加,當背層從4層增加至5層、7層時,透氣性數值從0.47m4/(N·min)增加到0.58m4/(N·min),再到0.83m4/(N·min),整體呈現出線性變化的趨勢。需要指出的是,試樣背層為6層時的透氣性特別高,究其原因是由于制樣過程中殼有裂紋等漏氣點存在所致,屬于異常數據,需要進一步補充試驗數據。不過從現有透氣性數值的變化規律可以看出,隨著消失涂料模殼厚度的增加,透氣性整體呈線性變化。
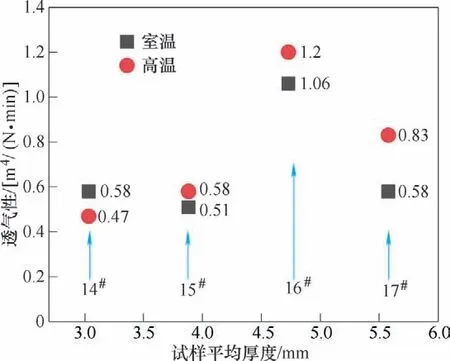
圖5 涂層厚度對涂料空殼透氣性影響
另外,筆者還對本研究的消失模空殼涂料透氣性與其他單位研究的涂料透氣性[6-10]進行了對比分析,結果如圖6所示。由圖6可以看出,本研究的消失模空殼鑄造用涂料透氣性要好于多數文獻報道中的透氣性能。
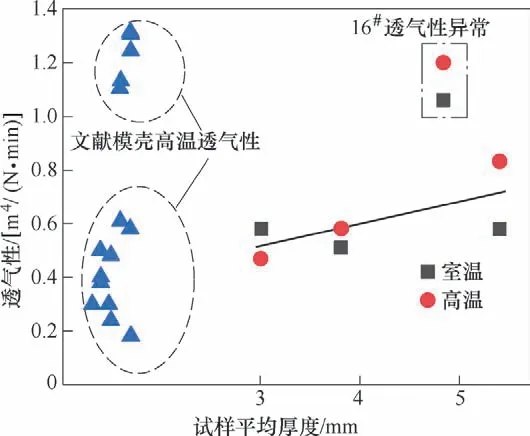
圖6 不同類型消失模空殼透氣性對比
3.2 涂料高溫強度
試驗中測量了25℃室溫、900℃和1250℃不同溫度下的消失模涂料空殼強度,結果如圖7所示。
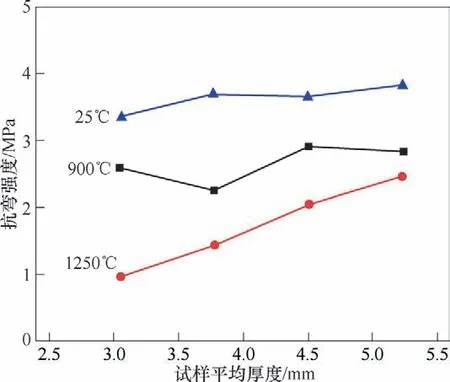
圖7 涂料空殼不同溫度抗彎強度
從圖7可以看出,隨著溫度的升高,消失模涂料空殼的強度整體呈下降趨勢。涂料空殼抗彎強度在25℃和900℃時,隨著模殼厚度的增加變化不大,基本保持不變。涂料空殼25℃室溫條件下的強度為3.5MP左右,當溫度升高到900℃時,強度在2.5~3.0MPa。而1250℃高溫強度,隨著涂料空殼厚度的增加則呈現出上升的趨勢。分析原因,筆者認為,在涂料空殼厚度小時,模殼內部的缺陷對性能的影響效果更大;當厚度增加時殼內部缺陷的影響效果降低,且涂料空殼中的微孔對裂紋擴展也會起到阻礙效果,從而使高溫強度增加;但當涂料空殼厚度繼續增加,其強度的變化趨勢如何,還需要進一步的試驗驗證。
綜合對比分析涂料空殼透氣性和抗彎強度的變化趨勢,結果如圖8所示。
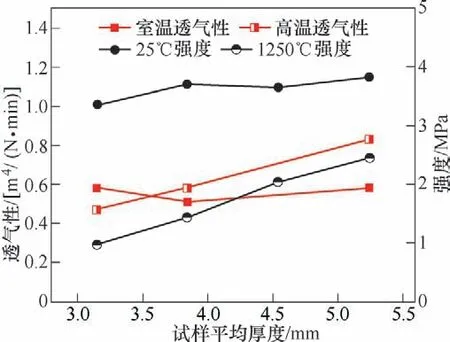
圖8 消失模涂料空殼透氣性和強度變化
從圖8可以看出,隨著厚度的增加,涂料空殼室溫強度性能和透氣性趨于穩定,室溫抗彎強度穩定在3.71MPa,室溫透氣性數值在0.58m4/(N·min)左右。涂料空殼高溫強度和高溫透氣性隨著厚度的增加而增加,這充分說明本研究的消失模空殼涂料具有良好的高溫性能。
正常情況下,隨著厚度的增加涂料空殼強度呈現增強的趨勢,但本研究中的室溫強度隨著厚度的增加趨于穩定狀態。分析原因,筆者認為,一般來說在室溫理想條件下,涂料空殼的力學性能應是均勻一致的,但是制備涂料空殼過程中會受到涂料漿料黏度、人工操作、放置時間等因素的影響。在厚度較薄時制備空殼的過程,內部會形成細小孔洞,表面也粗糙不平。而上述這些缺陷會隨著空殼厚度的增加而減小,使孔洞、表面凹凸不平等因素的不利影響逐漸消失。最終,所測得的涂料空殼的力學性能趨于穩定的理想狀態。
生產實踐表明,圖5中15#、16#模殼具有良好的澆注前強度和澆注后的潰散性,工件表面質量良好。圖9所示為采用15#模殼工藝生產的鑄件,模殼在工件冷卻過程中可以實現自動脫落。

圖9 消失模空殼鑄件實物
選擇空殼厚度時,在保證室溫強度的前提下,要綜合考慮空殼澆注后的潰散性,即脫殼性能,低的高溫強度有利于試樣脫殼。考慮到生產過程中的制殼成本,在本研究中,可以采用15#或16#號試樣厚度模殼。
4 結束語
通過分析不同厚度消失模涂料空殼的透氣性和抗彎強度,具體結論如下。
1)消失模涂料空殼高溫透氣性隨著厚度的增加呈線性變化,空殼背層從4層增加至5層、7層時,透氣性數值從0.47m4/(N·min)增加到0.58m4/(N·min),再增加到0.83m4/(N·min)。
2)消失模涂料空殼室溫透氣性隨著厚度的增加變化不大,穩定在0.58m4/(N·min)左右。
3)隨著厚度的增加,消失模涂料空殼室溫強度變化不大,高溫強度呈線性增加。
4)綜合考慮制樣成本、強度、透氣性和潰散性因素,在制備消失模涂料空殼時,建議面層采用1層、背層采用5層或6層的結構,厚度為4~5mm。
