基于PLC控制的視覺檢測及處理系統在電解生產線上的應用
2022-02-16 09:33:26劉俊良江文炳
世界有色金屬 2022年21期
劉俊良,江文炳
(1.江西瑞林裝備有限公司,江西 南昌 330032;2.云南錫業股份銅業分公司,云南 昆明 650000)
目前,無論是采用傳統法銅電解工藝還是采用ISA法銅電解工藝,陰極剝片機組在全自動化的電解廠中都是不可缺少的,并且銅板剝離通常是電解廠出銅產品的最后一道工序,所以產品質量的把控尤為重要。而在全自動化電解廠中,國內傳統剝片機組只有通過人工去挑出帶有銅粒子的銅板并且手動處理,勞動強度大且工作效率低,并且人工成本很高。
為了解決以上問題,本文將闡述在新型剝片機組洗滌系統中增加視覺檢測系統,通過相機來檢測銅粒子所處銅板的準確位置和粒子高度,面積等相關參數,通過與PLC數據交互,將每塊銅板的粒子參數發送至PLC系統,經過數據處理完后發出相關參數給到機器人抓取機構,機器人抓取機構將需要處理的B級銅抓取到粒子處理架,再通過伺服定位系統和銑刀處理機構去對含有大量雜質的銅粒子進行銑削處理,使其達到A級銅的目的,提高工作效率,降低人工成本。具體流程可見圖1。
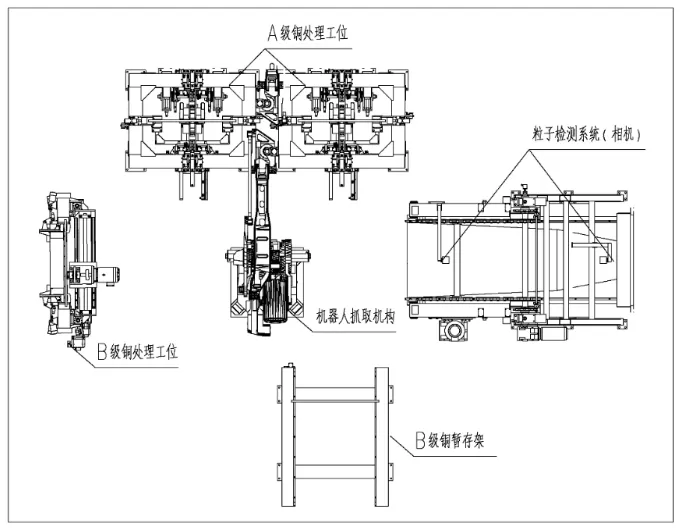
圖1 粒子檢測及處理整體機械流程
1 PLC系統設計
1.1 系統概述
PLC控制系統是工業設備重要的組成部分,是連接著粒子檢測系統,機器人抓取系統,伺服行走定位系統的關鍵樞紐。此次項目采用的是PLC控制系統是西門子S7-1500系統,S7-1500自動化系統是在S7-300/400的基礎上開發的自動化系統,在原有的基礎上,提高了系統功能,集成了運動控制功能和PROFINET IRT通信功能,通過集成式屏蔽保證信號檢測的質量。S7-1500的CPU模塊響應時間快速,位指令執行時間最短可達1ns。集成有可用于調試和診斷的CPU顯示面板、最多128軸的運動控制功能、標準以太網口。PROFINET接口和Web服務器,可以通過網頁瀏覽器快速瀏覽診斷信息。支持高大2GB的存儲卡,可存儲項目數據、歸檔、配方和相關文檔。優化存儲的程序塊可以提高處理器的訪問速度。對應S7-1500的編程和組態軟件為TIA博圖。本文主要闡述與粒子檢測系統、機器人抓取機構、粒子處理系統的相關內容。
1.2 系統配置
相關硬件配置主要有西門子1513系列CPU,西門子精智系列人機界面HMI,西門子V90伺服控制系統,FANUC M-410ic/315系列機器人以及Gocator線激光輪廓相機檢測系統及其配套計算機數據處理系統。西門子CPU1513作為主站,通過PROFINET通信協議分別與其他分站進行數據交互,具體系統配置可見圖2。
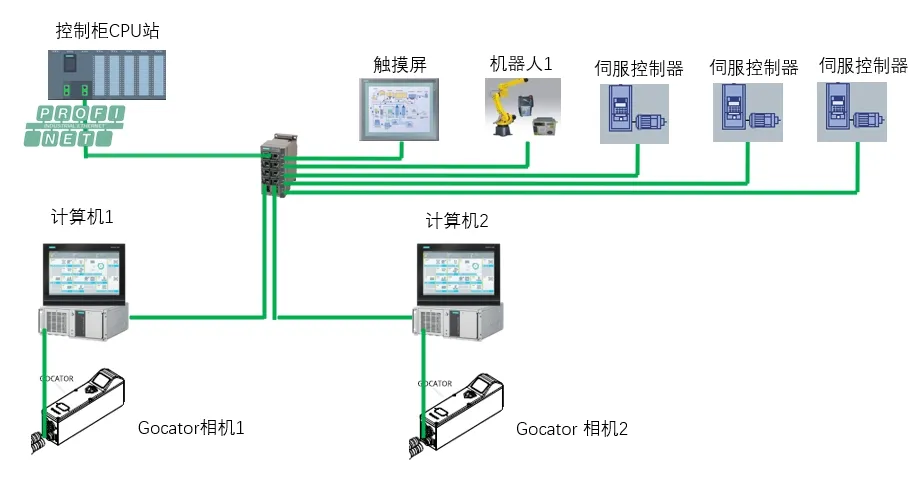
圖2 系統配置圖
1.3 軟件整體設計
軟件設計是系統運行的重要組成部分。軟件設計也是基于機械結構組成,對每個部分進行聯結控制。相機固定在兩側機架上,整塊銅板通過伺服提升機構進行提升,提升的過程,相機同時發出激光射線,檢測到銅板上各粒子高度,面積等相關數據,并實時發送到計算機,計算機接收到的數據經過特定算法,非線性優化處理,再通過線拼成面,再經過圖像處理后便可得出整個銅板表面的圖形與對應粒子所在的區域位置等參數,當檢測整個板面完成后,銅板表面的數據實時發送到西門子1513CPU進行數據整合處理,如果檢測表面沒有存在粒子,CPU將發送A級銅信號給到機器人抓取系統,機器人將銅板抓取到A級銅處理工位進行銅板剝離,這也是正常的工藝流程;當檢測到銅板為B級銅,機器人將銅板抓取到B級銅處理架上或是B級銅暫存架上,而放到B級銅處理架上的銅板,由CPU去發送信號,驅動X軸,Y軸方向的伺服電機,自動定位到粒子所在的位置,到達目標位后,再由銑刀處理機構對粒子進行銑削打磨,將含有大量雜質的粒子祛除,完成后再由機器人抓取機構將打磨完的銅板抓取到A級銅處理架進行正常流程剝離,這樣就完成整個流程了。而B級銅暫存架功能就是存儲B級銅,待B級銅處理架處理完成后,機器人再將暫存架上的銅板抓取到處理架上進行處理。具體設計流程見圖3。
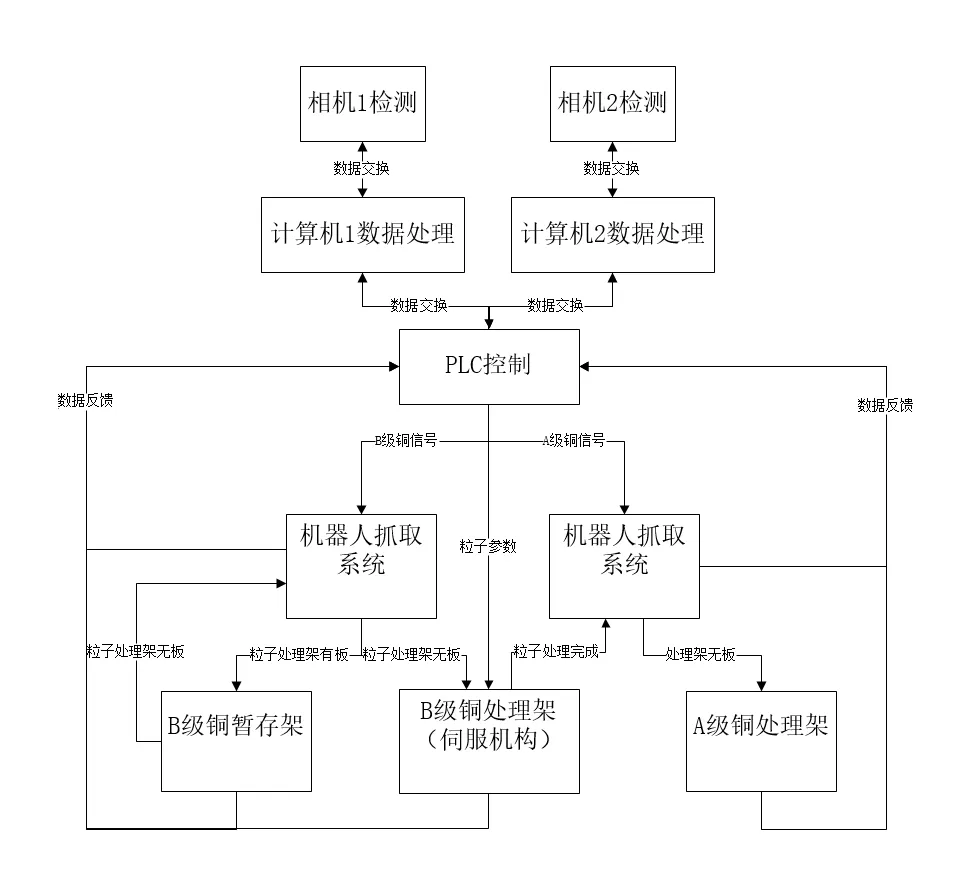
圖3 系統設計流程圖
2 粒子檢測系統設計
2.1 概述
粒子檢測系統通過銅板剝離生產線上安裝2臺激光輪廓傳感器,分別對每塊陰極板單面進行掃描,得到單面的輪廓數據,測量軟件對掃描的三維輪廓數據進行分析、處理,判斷陰極板的表面質量,同時將檢測數據保存到本地數據庫,并采用TCP Modbus方式將檢測結果傳輸至PLC。激光輪廓傳感器的檢測視場大于陰極板的寬度,當陰極板到達檢測位置時,PLC發送“開始信號”至計算機,開啟傳感器掃描。傳感器連接狀態、PLC通訊狀態、陰極板檢測結果均在檢測系統操作界面上顯示。
2.2 框架結構說明
框架結構主要由三大部分組成:數據采集層、數據處理層、數據顯示層。
數據采集層:相機檢測。數據處理:由電腦主機和處理算法組成。用于點云數據的處理,PLC通信交互。數據顯示:由電腦顯示器和顯示軟件組成。用于處理數據和圖片顯示。
2.3 軟件架構組成
軟件架構主要包含用戶登錄及退出、系統參數設置、數據表格輸出、歷史系統查詢、用戶權限更改和系統主畫面顯示及數據結果顯示。歷史數據具備生成EXCEL報表功能以及具有報表打印功能,便于統計分析銅表面情況。
2.4 粒子檢測系統工作流程
2.4.1 首先設定好銅板參數
板面區域邊長:根據現場實際物料來設定;
粒子高度限值:粒子高度值上下限值,用于篩選判定A級銅、B級銅;
粒子面子占比限值:粒子面積占整塊銅板面積的百分比,用于篩選判定A級銅、B級銅。
2.4.2 根據現場設定完相關參數后,可選擇本地或是遠程控制
本地模式:銅板在移動的過程中,通過手動觸發相機掃描光束去檢測銅板表面情況,將數據采集下來進行處理。
遠程模式:通過PLC遠程發送啟動命令,即當銅板開始運動時,PLC直接發送啟動命令,相機開始工作,銅板運行完一個工位時,停止工作,計算機同步處理相關數據,并生成對應銅板粒子的參數列表和通過圖像處理,形成圖像數據顯示(見圖4),其中紅點代表銅板表面粒子。同時將銅板類型及粒子位置,高度等參數發送給PLC控制系統。再由PLC系統進行處理控制后續的工作流程。
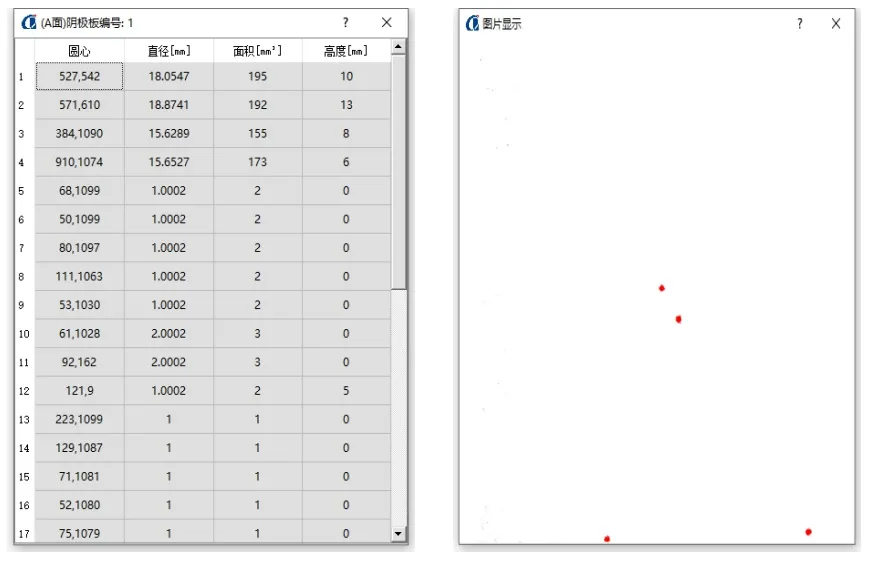
圖4 粒子參數列表和圖片數據
3 機器人抓取系統
3.1 概述
機器人為FANUC M-410ic/315系列,該系列機器人安裝面積小,工作空間大,能夠快速完成小節距的多點定位,定位精度高,示教簡單,可編程性強,本體結構適用于在該類工況環境下運行,穩定性非常高安全可靠性高。本系統中,機器人通過PROFINET通訊協議和PLC進行數據交換,PLC傳輸給機器人控制信號以及速度給定,來執行取放銅板啟動命令,以及控制機器人不同軌跡的選擇。同時PLC接收機器人運行的各種狀態,來判斷機器人是否運行正常,確保機器人系統穩定可靠運行,方便操作人員掌握設備運行狀態。
3.2 機器人編程設計
(1)機器人取板程序:機器人從初始位開始運行到抓板工位,夾具抓住板子后,再回到初始位,完成整個取板流程;
(2)機器人放板至A級銅處理工位程序:PLC接收檢測系統的參數,判定為A級銅后,會將取到的銅板直接從初始位到A級銅處理工位放板處放下,再回到初始位,完成放板流程,同時處理工位開始對銅板剝離。其中判定A級銅再將信號給到機器人不會有時間延誤,取板程序和放板程序是非常連貫的;
(3)機器人放板至B級銅處理工位或暫存架程序:同樣的將判定為B級銅的銅板在進行分類,如果處理工位滿足條件則直接放到B級銅處理工位,如果不滿足,先放到暫存架待后續處理;
(4)機器人去處理架翻轉銅板或取板到A級銅處理架程序:當處理架處理完一面粒子后,如果銅板另外一面不是粒子板,則機器人從初始位直接去取處理完后的粒子板,然后放到A級銅處理工位進行剝離,再回到初始位;如果另外一面也是粒子板,當第一面處理完成后,機器人從初始位到B級銅架取板抓起來后,在沒有障礙的位置進行180度旋轉,然后再放回到B級銅處理架,再回到初始位,當兩面都處理完成后,機器人再從初始位到B級銅處理架取板放到A級銅處理架,放完板后再回到初始位,完成整個流程。
4 粒子處理系統
4.1 概述
粒子處理系統主要由兩臺V90伺服電機以及粒子銑削打磨機構組成,其中兩臺伺服電機構成一個直角坐標系,主要起到定位功能,銑削打磨主要由旋轉電機和特制刀盤組成,對粒子進行銑削打磨。
4.2 粒子處理系統工作流程
首先板子是豎直懸掛在B級銅處理架上,X/Y軸伺服電機起始在原點位置,機器人放板完成后,PLC將會把銅板表面第一個需要處理的粒子位置發送給伺服電機,伺服電機將會自動啟動到目標位置,到達后,銑刀電機旋轉,然后伸出氣缸伸出頂到銅板表面,對粒子進行銑削,完成后縮回,銑刀停止。PLC再發送第二個需要處理的位置,給到伺服電機,以此類推將全部粒子打完后,伺服電機再回到初始位,等待機器人將板子翻轉處理另外一面或者直接抓取到A級銅處理工位。以下圖5是處理前后銅板對比效果,其中左側為處理前,右側為處理后,實際效果滿足要求。

圖5 銅板處理前后對比
5 結語
采用高精度相機,配合相應算法和圖像處理技術,可以完全實現對粒子銅板的區分和知道粒子所在的準確位置,再搭配西門子1500PLC的高性能和FANUC機器人專業性特點,加上西門子V90伺服控制器定位的精準性,實現了從粒子數據采集,數據處理,物料轉運執行以及粒子精準處理整個步驟。提高了A級銅的產出率,提高效益,同時也提高工廠自動化程度,減輕工廠人員勞動強度,提高工作效率,降低人工成本。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34