基于5G通信的焊接設備遠程控系統設計與實現
2022-02-18 09:00:06黃安立吳海峰
電焊機 2022年1期
董 娜,陳 弈,黃安立,吳海峰,金 寶,楊 霄
1.東方電氣集團科學技術研究院有限公司,四川 成都 611731
2.東方電氣集團東方汽輪機股份有限公司,四川 德陽 618000
3.東方電氣集團東方電機股份有限公司,四川 德陽 618000
0 前言
焊接是裝備制造業中一項重要的生產工藝,焊接質量的好壞很大程度上影響著產品的制造成本、使用性能、服役壽命及運行安全性。目前企業焊接質量管理主要依靠人工實現,無法對焊接過程進行全面有效的監控、記錄及追溯[1-3]。面對焊接過程的監管難度不斷加大的難題,隨著物聯網和通信技術的發展,數字化焊接監測系統可以很大地改進現有的焊接質量管理,為操作者提供諸多便利。
目前,焊接參數數據監測系統的信號傳遞主要采用有線方式,如串口總線、現場總線和以太網等。有線方式布線復雜、不易移動、易受現場電磁干擾,對于復雜的焊接車間現場以及野外施工具有很大的局限性。隨著無線通信技術的發展,部分無線通信方式在焊接采集中得到了應用。李賓基于藍牙4.0技術設計了針對GMAW過程的焊接監控軟件[4];張文清采用ZigBee無線網絡實現了對汽車焊裝生產中懸掛式電焊機的無線監測[5];盧永建[6]采用STM32和WiFi技術實現了3組焊接參數的高速采集。但這些系統在安全性、傳輸速度、實時性等方面難以滿足越來越高的監控要求。
5G技術的出現將賦能焊接設備監控系統。一方面,基于5G的網絡結構可支持海量數據的實時上傳,使得多臺焊接設備同時遠程高采樣率監控成為可能,為焊接質量分析提供海量的數據支撐;另一方面,5G廣覆蓋、大連接、低成本、低能耗的特性有利于遠程生產設備全生命周期工作狀態的實時監測,使得焊接設備的維護工作突破工廠邊界,實現跨工廠、跨地域遠程故障診斷和維修[7]。無線傳輸技術性能對比如表1所示。
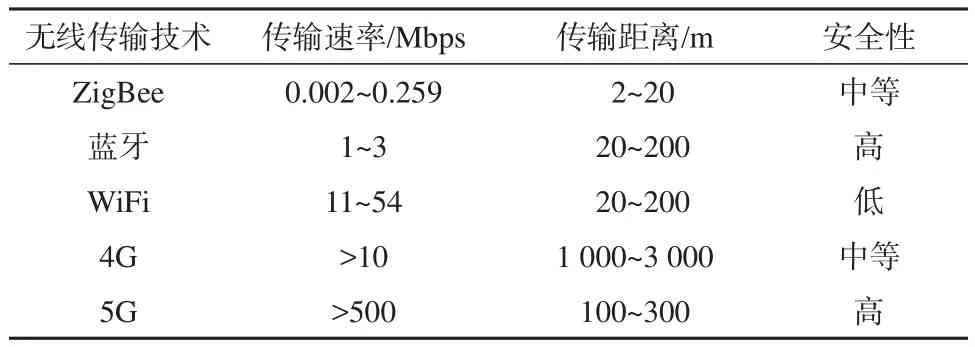
表1 無線傳輸技術性能對比Table 1 Wireless transmission technology performance comparison
本文設計了一種基于5G通信的焊接設備遠程監控系統,可對生產現場焊接設備焊接數據和信息等進行實時遠程采集、存儲、分析和可視化,精確反映現場焊接狀況,并對焊接過程進行全程追溯,優化焊接參數,分析焊接質量,預警焊接缺陷,同時,系統提供標準的數據庫接口,可與企業的SAP、ERP、PLM、CAPP等系統實現無縫結合。
1 系統總體設計
基于智能焊接工廠的設計思路,將系統分為四個層次,分別為:采集層、傳輸層、存儲層和應用層。系統體系構架如圖1所示。
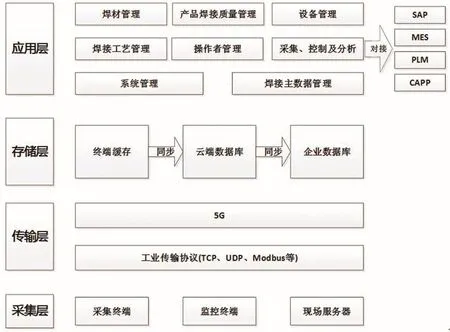
圖1 系統體系架構Fig.1 System architecture
采集層:主要由采集終端、監控終端和現場服務器組成,可實現現場焊接數據的高效采集,并可根據實際需求進行設備的組合,實現現場監控、管理、存儲等可選功能。
傳輸層:通過5G通訊網和常用的工業通訊協議建立數據傳輸鏈路。
存儲層:通過建立網絡服務,監聽并收集數據,采用終端緩存+云端數據庫+企業數據庫的多層結構進行數據存儲,保障了數據的安全性,避免網絡不暢對系統造成的影響,為系統應用層提供數據接口。
應用層:通過基于Web和桌面技術的表現形成,建立跨平臺、直觀表現的終端查詢方式,包含設備相關數據和設備位置信息的展現、分析和管理。
系統網絡拓撲如圖2所示,采用公網+企業局域網的結構,并用防火墻實現隔離。在公網的采集中分別針對集群場景和單臺場景采用了不同的網絡結構。對于單臺設備,采用采集終端+監控終端(含5G模組)的方式發送到云端MQTT服務器;對于集群場景,為節約成本,通過現場服務器將每個工位的數據匯聚后通過5G CPE發送。本地的聯網系統服務器通過向MQTT服務器訂閱將焊機數據收取至本地服務器數據庫,本地服務器和展現終端以基于TCP/IP技術的Web技術為主,進行焊接設備的5G+數據采集、呈現和報警。
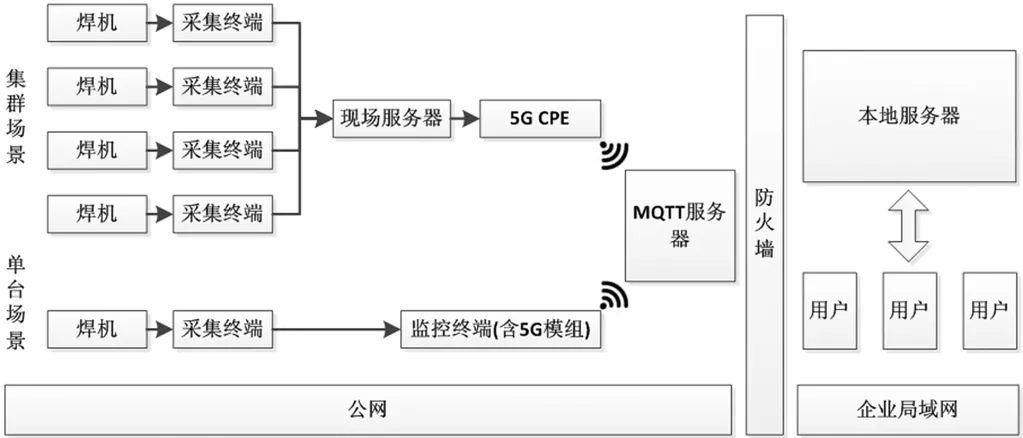
圖2 系統網絡拓撲Fig.2 System network topology
2 系統硬件設計
系統監控終端硬件組成如圖3所示。
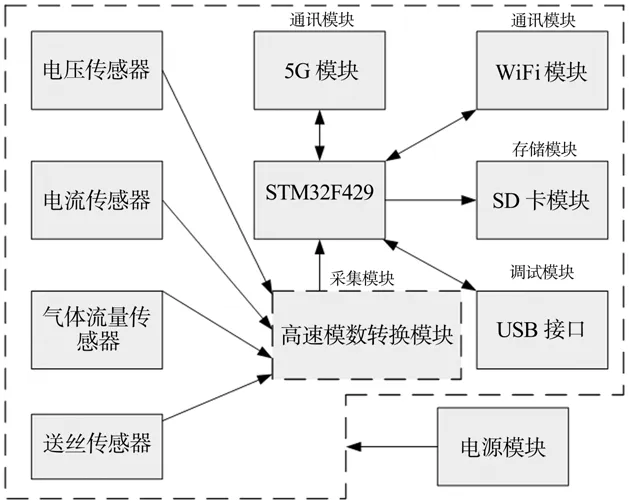
圖3 采集終端Fig.3 Collection terminal
監控終端的硬件電路主要包含四部分:基于ARM系列芯片的處理器、5G模塊、采集模塊和電源模塊。采集模塊采用分體式設計,分為集采傳感器和監控終端。其中集采傳感器將多種傳感器進行集成,包括電流傳感器、電壓傳感器、氣體流量傳感器、送絲傳感器等。
處理器:采用基于ARM系列的處理器,擁有較強的數據處理能力,運行系統為Linux,具有較高的可靠性。
5G模塊:采用華為MH5000,為5G工業級多模組標準通用模塊,基于巴龍5000打造,支持NSA/SA雙組網模式,采用Open CPU架構。模塊可通過插入SIM卡建立通訊。
采集模塊:可通過接入傳感器或通過數據端子進行數據讀取,包括高速模數轉換器,可支持多種傳感器的連接,包括電流、電壓傳感器等,并支持擴展。
電源模塊:采用可充電工業級電池獨立供電系統,也可以通過外接電源接口使用直流電源為終端供電。
3 系統軟件設計
3.1 軟件設計方案
軟件平臺架構采用SOA的多層架構設計,從上至下依次為展現層、業務功能層、基礎服務中間件層和系統軟件層,如圖4所示,各層均采用成熟的框架和技術來實現相應功能。
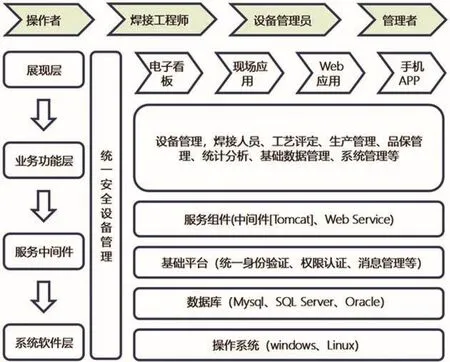
圖4 軟件開發架構Fig.4 Software development framework
在應用層,充分考慮到企業焊接生產管理和監控的需求,開發了成套的軟件包,包括看板展示軟件、現場監控軟件、Web管理軟件和移動監控軟件,如圖5所示。看板展示軟件實現圖形化構件的管理,以本地的聯網系統服務器的數據為驅動,采用二維圖表和地圖等形式展示數據信息;現場監控軟件實現在無網絡情況下的單臺設備采集和分析,軟件直接在監控終端上運行,可對焊接數據進行簡單的可視化和儲存分析。Web管理軟件采用定制化設計,基于采集的焊接設備數據和企業焊接管理體系實現企業焊接資源智能化管理,包括焊接生產管理、焊材管理、焊工管理、焊接設備管理、焊接工藝文件管理等,并通過計算機“模擬學習”大量焊接資源數據、焊接經驗等,實現焊接資源智能管理;移動監控軟件適配手機、平板等移動終端,方便管理者隨時隨地對焊接設備進行監控管理。各模塊可根據企業實際需求進行選配,該套軟件與企業各管理系統融合,形成了完整的焊接設備監管生態。
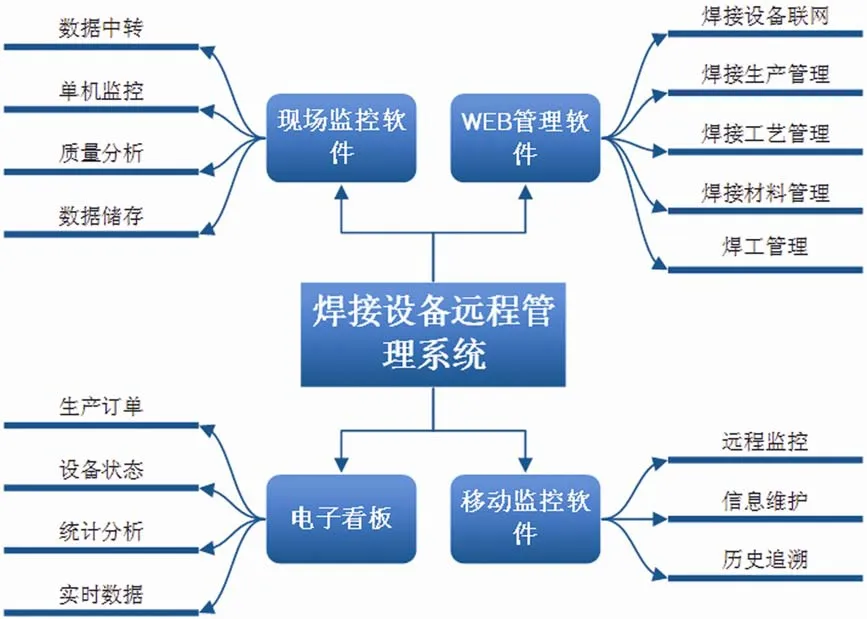
圖5 軟件功能Fig.5 Software function
考慮到海量的焊接監控數據量,數據庫服務器采用群集、磁盤陳列存儲;并為Web管理軟件單獨配置Web應用服務器,實現負載均衡,保障系統的高可靠性。軟件的部分界面如圖6~圖10所示。

圖6 電子看板Fig.6 Electronic signage
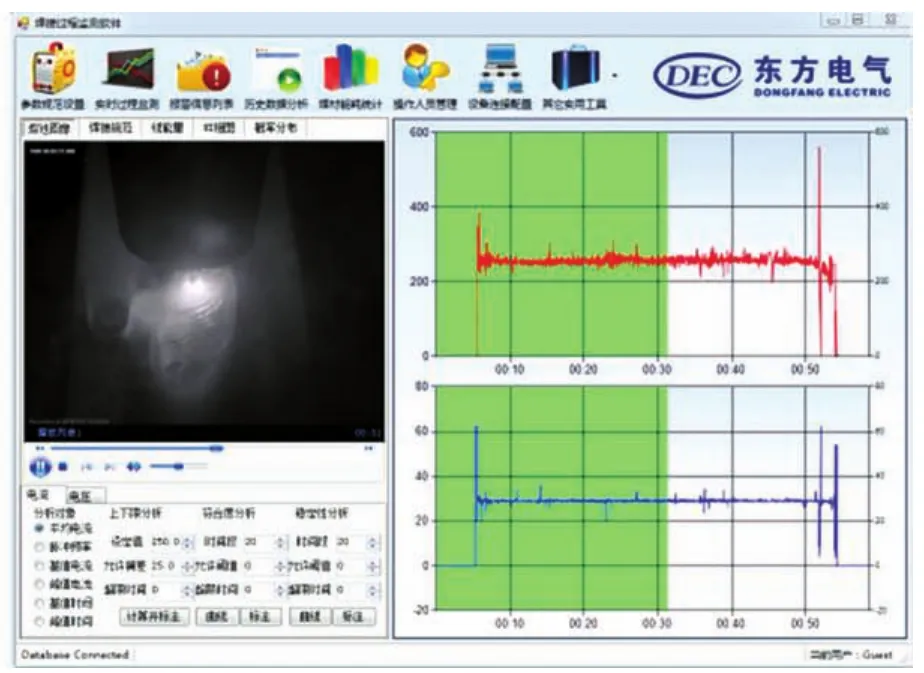
圖7 現場監控軟件Fig.7 On-site monitoring software
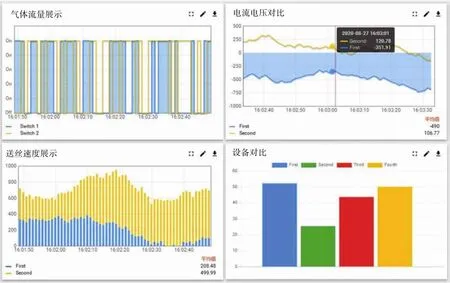
圖8 Web管理軟件—統計分析Fig.8 Web management software—statistical analysis
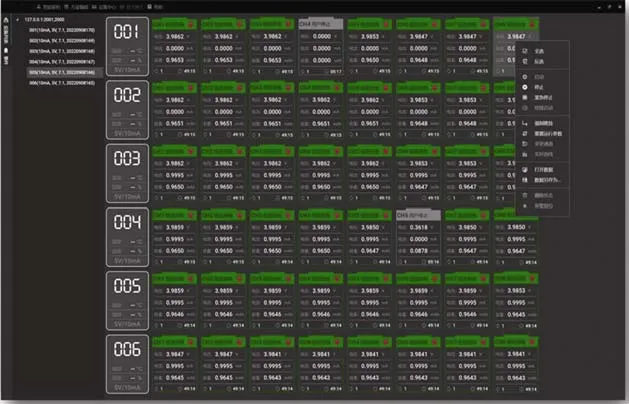
圖9 Web管理軟件—設備管理Fig.9 Web management software:device management
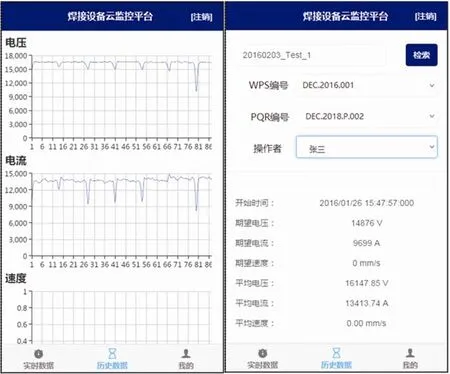
圖10 移動監控軟件Fig.10 Mobile monitoring software
3.2 質量分析
工藝采集終端獲取的電流電壓是每個瞬間的實際值,數據量大,波動劇烈,因此須量化分析焊接質量。故在現場監控軟件中開發了質量分析模塊,一方面可實現實時監測的參數異常的自動報警,另一方面幫助人工事后分析焊接質量,實現焊接質量的智能評估。焊接質量分析可劃分為兩個范疇:一是對某條焊縫的動態焊接過程進行詳細的分析,找出中途發生問題的具體時間點;二是對多條焊縫分別進行總體打分和橫向對比,找出其差異、評價其優劣。
(1)焊接過程的質量分析。
為了監測和分析焊接質量,需要將瞬時值進行處理后才與工藝規范所指的平均值進行對比,一般采用滑動平均算法,滑動窗口范圍可取0.5 s。
而對于脈沖焊,工藝規范中除了指定平均電流和平均電壓外,通常還指定了電流的脈沖頻率、峰值、基值、占空比等詳細參數。因此,為了與工藝規范對比,需要先從脈沖波形中提取出這些參數,具體可采用快速傅里葉變換(FFT),實時對一小段滑動窗口進行分析,結果作為當前時刻的詳細工藝參數。具體步驟如下:
①對滑動窗口內所有N個采樣點數據進行一次FFT,獲得N個頻率點結果。
②脈沖電流波形經過FFT后分解成了直流分量和交流分量,其中直流分量作為平均焊接電流,其值等于第一個頻率點結果的模除以采樣點數N。
③找出前N/2個頻率點結果中除第一個點外模最大的點,假如是第M個點,則脈沖頻率等于采樣率×(M-1)/N。
④基于求出的脈沖頻率,對距當前時刻最近的一個脈沖周期內的數據進行分析比較,求出峰值電流(最大值)、基值電流(最小值)、占空比、峰值持續時間、基值持續時間等詳細工藝參數的值。
⑤如果滑動窗口過大,則FFT結果不能真實反映脈沖電流當前的變化,存在一定的滯后性;如果窗口過小,則FFT結果會有較大的誤差和震蕩。因此,求出了當前時刻的所有詳細工藝參數后,應基于求出的脈沖頻率,重新調整新的滑動窗口范圍(建議取10個脈沖周期),作為下一個時刻的數據分析區域。
不同焊接方法和工藝宜使用不同的數據處理算法,如表2所示。這些算法不僅用于實時監測報警,還可用于焊后質量分析,例如對歷史數據進行逐點處理可繪制出詳細工藝參數的變化曲線,其中的具體數據既可以與工藝規范比較標記出潛在隱患的具體位置,又可以作為下述整條焊縫質量評估的某項數據源。

表2 不同焊接工藝下的數據處理算法Tabble 2 Data processing algorithm under different welding processes
(2)整條焊縫的質量評估。
質量分析單元可給出某條焊縫焊接全過程每個工藝參數的總體平均值,用于判斷與工藝規范的符合程度;還可給出工藝參數的標準差,表示焊接過程的穩定程度。此外還可繪制任意工藝參數的概率密度分布曲線,幫助分析焊接質量。
電流概率密度分布示意如圖11所示,三條曲線分別表示大、中、小焊接電流下的一條焊縫的統計特性,曲線上的每個點表示整個焊接過程采集到的所有數據點中焊接電流等于該值的比例。可見,概率密度分布圖對冗繁的焊接工藝數據進行了大幅提煉,既可以直觀顯示工藝參數的總體大小,又可以體現工藝參數的波動程度,還可以找出峰值和基值(對于脈沖焊),甚至可以推測熔滴過渡的形式,是分析對比焊接工藝、評價整條焊縫質量的有力工具。
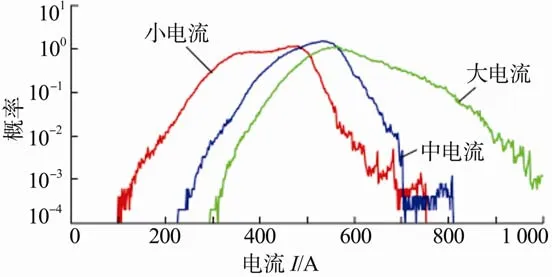
圖11 焊接電流的概率密度分布示意Fig.11 Schematic diagram of probability density distribution of weld‐ing current
4 試驗驗證
4.1 系統準確性測試
以福尼斯MagicWave 3000氬弧焊機作為標準儀器進行電流精度測試。為提高測試過程中實際電流的穩定性,采用不填絲表面重熔焊試驗,使實際焊接電流與設定電流能達到完全一致。由于測試用焊接電流遠小于霍爾傳感器的額定電流,為避免精度下降,將焊機電纜盤繞4圈進行多股測量(實際電纜外徑約為16 mm)。焊接前,在焊機電源上設置焊接電流為50 A,焊接過程中每5 s手動增加10 A,直至150 A后熄弧。記錄的焊接電流變化曲線如圖12所示,電流值相對誤差如表3所示。
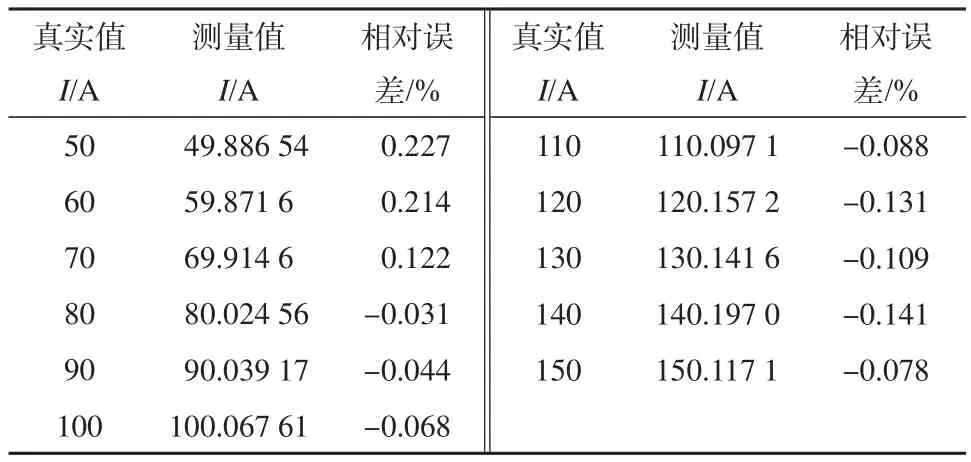
表3 電流值相對誤差Table 3 Relative error of current value
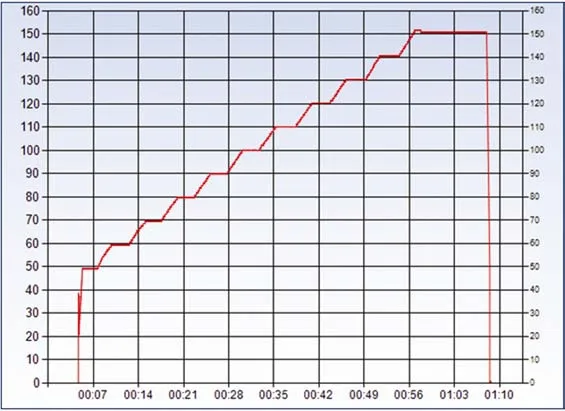
圖12 電流精度的驗證Fig.12 Verification of current accuracy
電壓精度的測量采用穩壓電源+萬用表方式。在穩壓電源上手動設置初始輸出電壓為0 V,測試過程中每2 s手動增加1 V,直至25 V后關閉輸出。記錄的實際電壓變化曲線如圖13所示。電壓值相對誤差如表4所示。
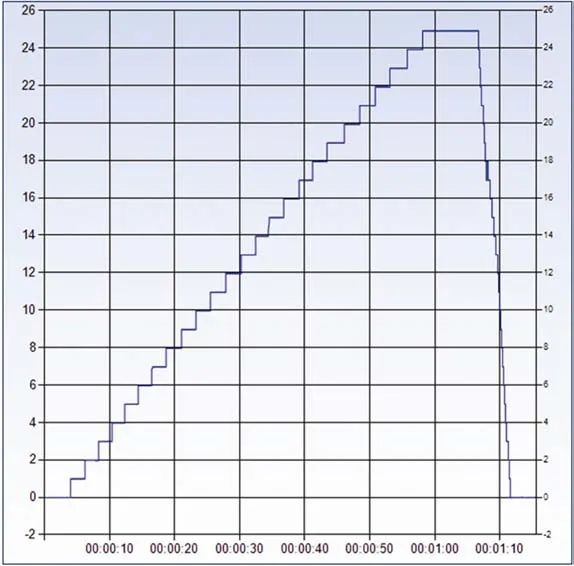
圖13 焊接電壓變化曲線Fig.13 Verification of voltage accuracy
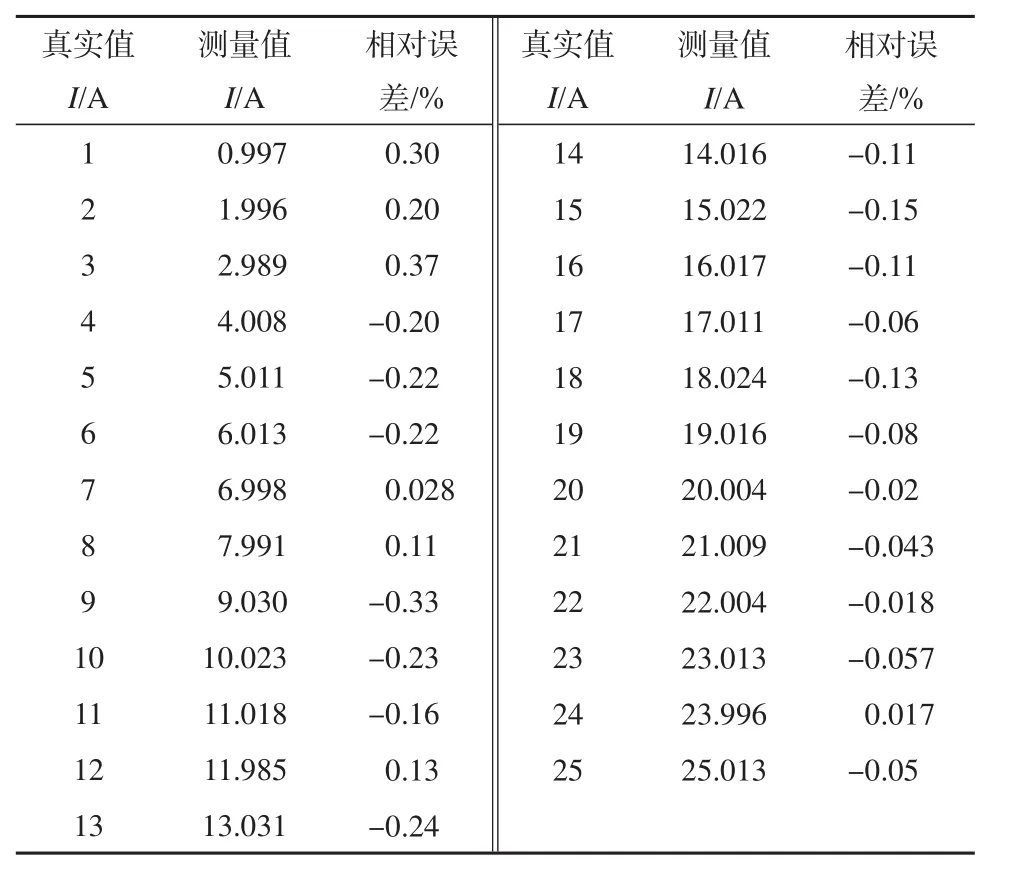
表4 電壓值相對誤差Table 4 Relative error of voltage value
4.2 采樣率測試
對采樣率的要求主要是為了使樣機能真實反映焊接電流電壓的波動情況,特別是脈沖焊的周期性特征。因此,使用信號發生器模仿焊機電源有規律地輸出變化的電壓波形來進行驗證。測試時,用兩個工藝參數采集模塊采集同一個電壓,并連接到同一個監測終端進行同步顯示,順帶驗證樣機進行多機監測時的性能。
首先運行監測軟件,同時開啟對兩個工藝參數采集模塊的監測。手動操作信號發生器輸出不同形式、頻率和幅值的電壓,在控件中以紅色實線顯示電流波形(無電流輸入),藍色實線顯示電壓波形,以黑點顯示實際采樣率,如圖14所示。由圖14可知,來自兩個模塊的數據幅值一致、頻率一致、變化同步,相互獲得驗證,且實際采樣率均在950 Hz左右。由此可見,一個監測終端能同時高速采集至少兩個模塊的工藝數據,不僅采樣率滿足要求,而且多機監測時性能依然穩定。

圖14 高速采集效果測試Fig.14 High-speed acquisition effect test
4.3 通信測試
通過軟件模擬不同數量的客戶端程序經由5G CPE與上位機進行數據傳輸,對該測試系統的丟包率進行測試,通信協議為TCP/IP,模擬客戶端與服務器之間距離為250~300 m。結果表明,該測試系統可以保證以5G CPE為媒介進行數據傳輸時,丟包率為0,表明該系統能夠很好地保證數據傳輸的完整性。
4.4 質量分析測試
某自動焊車間環境下的測試工作現場如圖15所示。
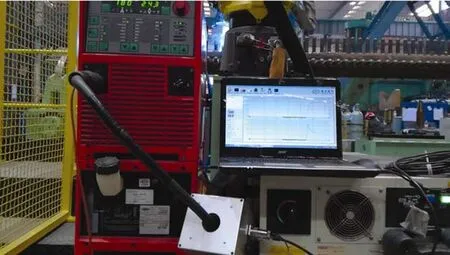
圖15 某自動焊現場檢測試驗照片Fig.15 An automatic welding site inspection test photo
測試使用福尼斯TPS5000熔化極氣體保護焊機,但所有焊縫均采用脈沖焊工藝。運行監測軟件,輸入必要的焊縫信息后,實時顯示并自動記錄測試過程中每一道焊縫的焊接情況。實際記錄了4個位置共28道焊縫的工藝數據(見圖16)。從平均電流和平均電壓來看,不同位置的同一道焊縫的焊接參數較一致,只有第2個位置的其中一道電流異常偏低。
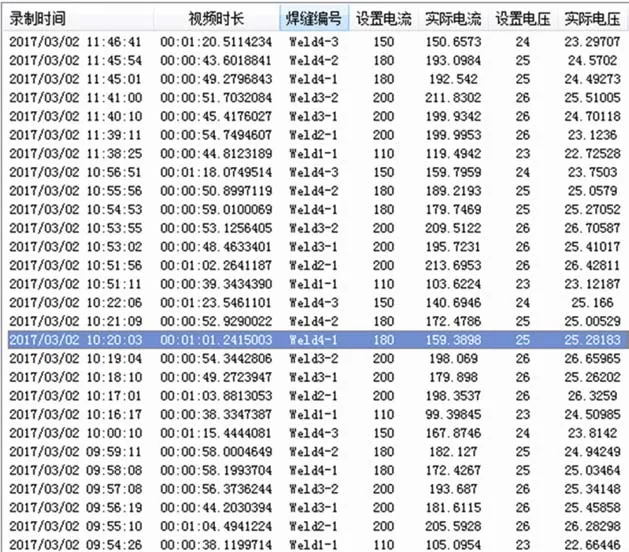
圖16 某自動焊歷史信息Fig.16 An automatic welding history information
焊后進行橫截面宏觀金相檢驗,發現某個位置的前兩道焊縫有嚴重的未熔合缺陷(見圖17)。從監測軟件中讀取其歷史數據并繪制出曲線圖,如圖18所示。可以明顯看出,在起弧后很長一段時間內,實際電流電壓都始終在無規律地劇烈波動,直到7 s后才突然達到穩定狀態,產生正常的脈沖電流電壓,此時滑動平均電壓曲線也變得非常平穩。從工藝人員處得知,這正是特殊材料焊接時特有的工藝難題,經常出現起弧后長時間不能穩定、飛濺非常嚴重的現象,導致焊縫成形差,既不能與上一道良好熔合,形成的溝槽又不易被下一道熔合,從而在焊縫內部留下質量隱患。

圖17 焊接缺陷照片Fig.17 Welding defect photos
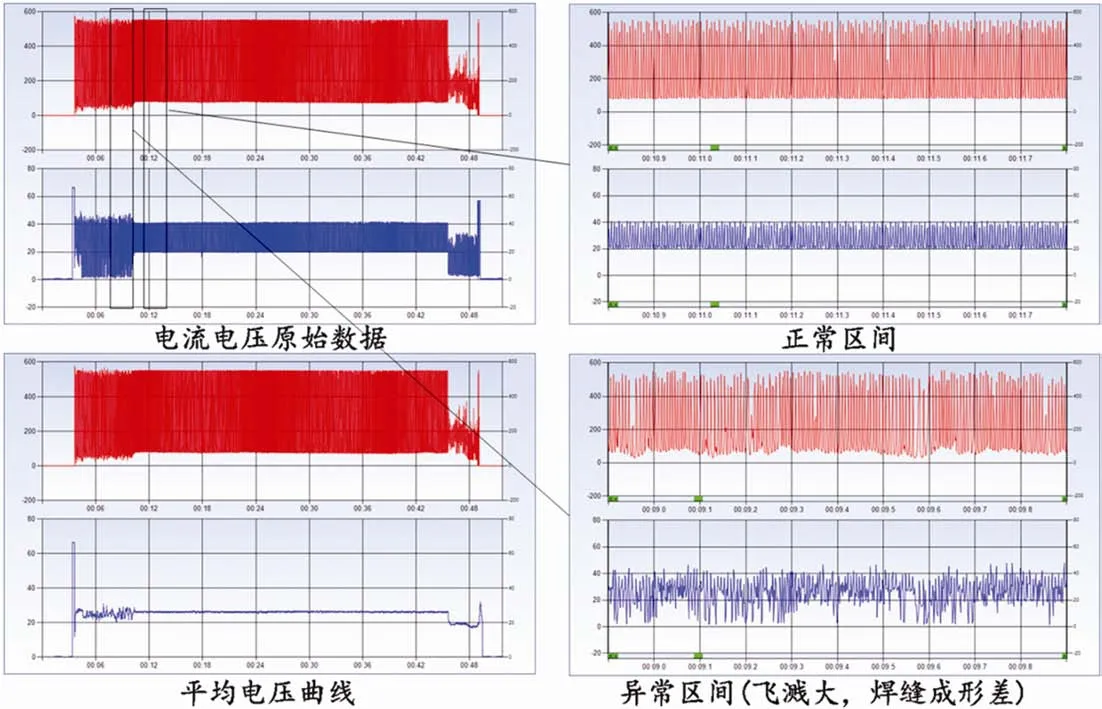
圖18 問題焊縫的工藝歷史數據分析Fig.18 Process history data analysis of problem welds
由此可見,使用監測軟件提供的質量分析工具對工藝數據進行分析,有助于快速排查隱患、確定缺陷位置、全面評估焊接質量。
5 結論
(1)構建了基于5G通信的焊接設備遠程監控系統,并進行了工程實際應用,該系統穩定、可靠,采樣率高。
(2)5G及信息化技術與焊接監控設備的融合,有利于提升焊接過程在線監控的數據傳送效率,進而提升過程監控實時性,降低焊接成本。
(3)焊接數字化車間技術將實物、系統、環境、管理人員和一線工人進行集中化管理,對各類機器人焊接工作站或生產線的生產、設備、工藝等數據進行采集,實時集中化收集、傳遞、存儲信息,通過高級智能化分析,對焊接工藝流程進行全流程監控。有利于推動重型裝備企業焊接制造向自動化、數字化、智能化,加速焊接技術的高質量發展。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39