先進(jìn)表征技術(shù)在鋁/銅異種金屬激光焊接中的應(yīng)用
2022-02-18 09:00:18來振華孔德群周曉煒
電焊機(jī) 2022年1期
關(guān)鍵詞:焊縫
來振華,孔德群,周 建,李 軒,周曉煒
北京奔馳汽車有限公司,北京 100176
0 前言
鋁/銅異種有色金屬連接工藝[1-3]是化工、制冷、航空、航天、汽車等領(lǐng)域電子電器元件關(guān)鍵制造技術(shù),近年來鋁/銅異種焊接技術(shù)在新能源汽車動力電池模組制造中的應(yīng)用[4-5]已成為研究熱點,例如接觸電阻焊、電阻點焊、超聲波焊、激光焊等。超聲波金屬焊接是電池系統(tǒng)制造中最常用的連接方法之一,利用20 kHz或以上的高頻超聲振動,通過在夾緊壓力下生成固態(tài)鍵來連接板材,具有加工速度快和能耗低的優(yōu)點,但是僅適用于方形袋式電池,不適用于圓柱形或棱柱形電池的端子與母線接頭,因為壓力下的振動可能會損壞結(jié)構(gòu)完整性[6]。電阻點焊用于連接厚度可達(dá)0.4 mm的多種電池極耳材料(包括鋼、鎳、銅和鋁),然而由于鋁具有較高的導(dǎo)電性和導(dǎo)熱性,且鋁表面存在氧化層,使得鋁片和銅片的電阻點焊在應(yīng)用于電池焊接時仍面臨較大困難[6]。激光焊具有焊接速度快、能量密度高、熱輸入精確等優(yōu)點,生產(chǎn)效率較高,同時也存在氣孔、裂紋和脆性金屬間化合物(Intermetallic Compound,簡稱IMC)等技術(shù)挑戰(zhàn)[7-8]。
金屬材料的表征方法是利用電子、光子、離子、原子、強(qiáng)電場、熱能等與固體表面的相互作用,測量從表面散射或發(fā)射的電子、光子、離子、原子、分子的能譜、光譜、質(zhì)譜、空間分布或衍射圖像,從而表征材料表面微觀形貌、表面粗糙度、表面微區(qū)成分、表面組織結(jié)構(gòu)、表面相結(jié)構(gòu)及成分等相關(guān)參數(shù)。通常工廠級實驗室可實現(xiàn)鋁/銅異種材料激光焊接頭的金相檢驗、硬度試驗、伸試驗等常規(guī)破壞性理化試驗[9],全面研究激光焊縫的物理性能[10-14]和機(jī)械性能[15-20]。體視學(xué)觀察在鋁/銅異種金屬激光焊縫冶金表征中主要體現(xiàn)在焊縫尺寸表征和表面形貌表征,必要時可檢驗焊縫表面是否存在弧坑、焊瘤、裂紋、未焊滿等焊接缺欠[9]。金相檢驗可精確測量鋁/銅激光焊縫的熔深與熔寬,清晰觀察間隙過大、孔洞、氣孔、裂紋等焊接缺欠,以及金屬間化合物等微觀結(jié)構(gòu)[9]。維氏硬度試驗可用來研究鋁/銅激光焊縫的熔合區(qū)、熱影響區(qū)以及母材基體的硬度變化,而拉伸試驗則用來表征鋁/銅激光焊縫的拉伸剪切性能[9]。隨著激光焊接技術(shù)的發(fā)展,不斷對鋁/銅異種材料激光焊接的表征技術(shù)提出新的需求,先進(jìn)的材料表征技術(shù)逐漸在鋁/銅異種金屬材料激光焊接應(yīng)用中凸顯出重要作用,以滿足不斷增長的研發(fā)設(shè)計、優(yōu)化改進(jìn)、生產(chǎn)問題分析的需求。本文分類綜述了機(jī)器視覺技術(shù)、光學(xué)發(fā)射光譜法、激光誘導(dǎo)熒光、掃描電子顯微鏡、X射線能譜分析、X射線衍射分析等先進(jìn)的材料表征技術(shù)的基本原理與應(yīng)用特點,及其在鋁/銅異種金屬材料激光焊接中的應(yīng)用與進(jìn)展。
1 先進(jìn)光學(xué)表征技術(shù)
1.1 機(jī)器視覺技術(shù)
視覺傳感技術(shù)(Vision Machine Technic,VMT)是目前實現(xiàn)焊接過程自動化和智能化的主流傳感技術(shù)[20],圖像處理過程包括圖像預(yù)處理、激光中心線提取、特征點識別三個階段。Fan J.等[21]研制了一種采用均勻LED表面光源的新型視覺傳感器,用于采集窄焊縫的高信噪比圖像,并提出了一種基于激光視覺傳感器的窄焊縫初始點對準(zhǔn)方法,其開發(fā)的視覺傳感器如圖1所示,包括工業(yè)照相機(jī)、激光器、LED燈和濾光片。正是由于LED光源與窄帶濾光片同波長(635 nm為中心),視覺傳感器才能獲得窄焊縫的高信噪比圖像。
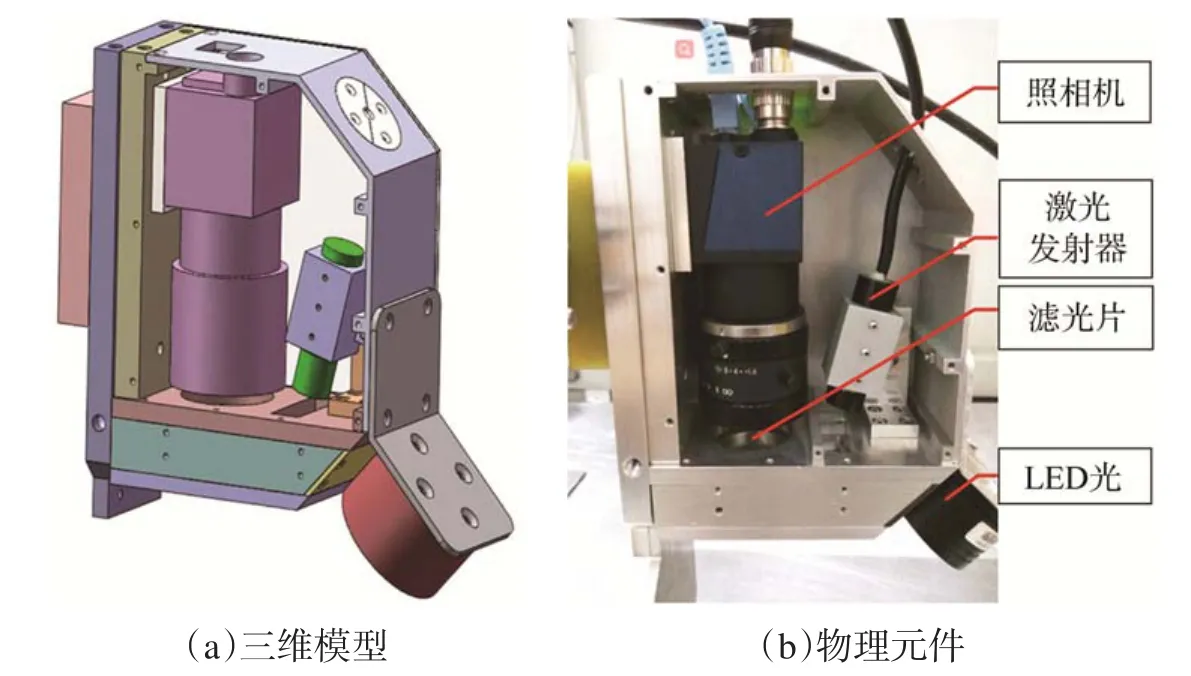
圖1 視覺傳感器Fig.1 Vision sensor
機(jī)器視覺是利用攝像裝置攝取物體的圖像,并由計算機(jī)或其他智能設(shè)備實現(xiàn)對圖像的校正、處理、識別、理解和特征提取,進(jìn)而根據(jù)判別結(jié)果來控制現(xiàn)場設(shè)備動作的過程。它能實現(xiàn)焊接工件位置的自動檢測及對焊接質(zhì)量實現(xiàn)實時在線檢測。陳忠[22]提出了一種新的鋰離子電池片自動包裝過程中激光焊接接頭的視覺檢測算法,采用二維Log-Gabor徑向?qū)ΨQ濾波器進(jìn)行圖像預(yù)處理和霍夫圓(Hough Circle)分析,解決了極耳圖像中薄片褶皺或偏轉(zhuǎn)誘導(dǎo)陰影導(dǎo)致的焊接接頭檢測瓶頸問題,提高了激光焊接接頭的檢測質(zhì)量。徐劼[23]研究了機(jī)器視覺系統(tǒng)進(jìn)行單體電池極耳高精度定位以及視覺系統(tǒng)對激焊縫的實時精準(zhǔn)追蹤,iRVision視覺系統(tǒng)的重復(fù)定位精度達(dá)到了0.07 mm,Precitec焊縫跟蹤系統(tǒng)的重復(fù)定位及補(bǔ)償精度達(dá)到了0.1 mm,完全滿足電池模塊生產(chǎn)的需求,優(yōu)化編程后的視覺焊縫跟蹤系統(tǒng)能使1年內(nèi)的電池模塊激光焊接的一次合格率達(dá)到98.8%,很少出現(xiàn)漏焊、焊偏,杜絕了因激光焊接造成的整個電池模塊報廢的現(xiàn)象,解決了動力電池模組制造過程中激光焊接合格率低下的問題。
1.2 光學(xué)發(fā)射光譜法
光學(xué)發(fā)射光譜法(Optical Emission Spectrometry,OES)是一種用于檢測各種金屬元素成分的分析技術(shù),使用的電磁光譜包括可見光譜以及部分紫外光譜。OES是金屬痕量分析的首選,能夠分析各種固體金屬元素,其優(yōu)勢在于準(zhǔn)確度高、精度高、檢出限低。然而,OES在應(yīng)用中還存在缺點,即其有限的靈敏度只能確定激光是否入射到Al或Cu表面[24]。
OES適用于研究鋁/銅異種金屬激光焊接過程發(fā)射的特征光譜,確定等離子體中存在的化學(xué)元素,但其識別熔池最豐富元素之外其他元素的能力是非常有限的[24]。Ciobanu S S[25]利用脈沖 Nd-YAG激光器和最佳光譜分辨率為0.5 nm的Acton Re‐search光譜儀研究了空氣中鋁和銅等離子體的發(fā)射光譜,并用Boltzmann作圖法從實驗觀測到的CuI譜線強(qiáng)度提取到銅等離子體激發(fā)溫度為8 210±370 K。圖2a顯示了空氣Al等離子體的發(fā)射光譜,包含來自鋁的原子線和離子線,以及來自O(shè)和N的原子線,疊加在連續(xù)發(fā)射譜上。由于沒有進(jìn)行能量校準(zhǔn),因此只對鋁等離子體進(jìn)行了定性分析。空氣中銅等離子體的發(fā)射光譜如圖2b所示,主要包含來自銅、氧和氮的原子線。
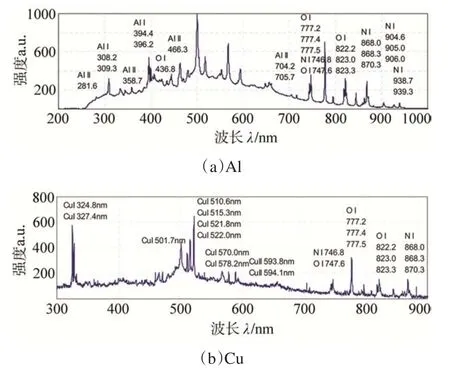
圖2 空氣中等離子體的發(fā)射光譜Fig.2 Emission spectra of plasma in air
Schmalen P G[26]使用敏感范圍為 340~1 100 nm的Thorlabs PDA100A型光電二極管和濾光器研究了純鋁/銅異種金屬材料焊接時光纖激光誘導(dǎo)等離子體的光譜分析。為了得到最小寬度的IMC層,使用空間調(diào)制激光器進(jìn)行Al-1050與Cu-OF(含2.5μm厚鍍鎳層)的激光焊接,焊接速度設(shè)為50 mm/s,無保護(hù)氣氛;如圖3所示,試驗中6個鋁件全部焊接到銅件上,銅件也已熔化,CWL395/400和FWHM5/10雙濾光器檢測的特征峰顯示,由于Al信號的強(qiáng)度更高,394/396 nm處Al峰比578 nm處Cu峰更易被檢測到。研究表明,OES能夠探測并可量化等離子體羽輝中的特定金屬,在沒有保護(hù)氣體條件下Al與O反應(yīng)生成了Al2O3;這種檢測特征峰的新方法未來可應(yīng)用于焊接質(zhì)量矩陣的過程監(jiān)控,或關(guān)于閉環(huán)過程控制的工作。Mazalan E[27]使用如圖4所示的試驗裝置研究了樣品溫度(-70~200℃)和激光能量(100~300 mJ)對鋁和銅金屬靶激光誘導(dǎo)擊穿光譜發(fā)射光譜的影響,HR4000光譜儀記錄了環(huán)境大氣壓下的發(fā)射光譜。試驗結(jié)果顯示,激光能量和樣品溫度的增加,對Al和Cu的激光誘導(dǎo)等離子體動力學(xué)、發(fā)射強(qiáng)度、溫度和密度等都有明顯的影響,兩種元素的譜線峰值強(qiáng)度都顯著增加。
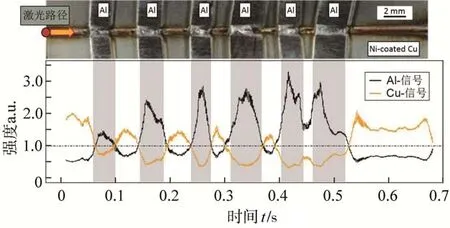
圖3 應(yīng)用于檢測394/396 nm處Al特征峰的雙濾光器Fig.3 Dual filter for the detection of the characteristicAl peak at 394/396 nm
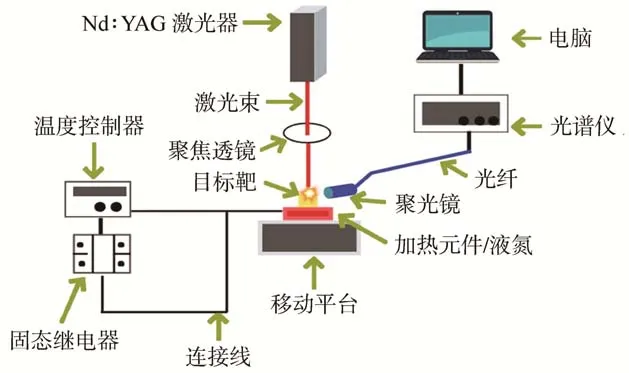
圖4 OES試驗裝置示意Fig.4 Diagram of the OES test set-up
1.3 激光誘導(dǎo)熒光法
激光誘導(dǎo)熒光法(Laser-induced Fluorescence,LIF)是化學(xué)物理學(xué)家越來越常用的一種強(qiáng)有力的技術(shù),用于探測氣相原子或分子物種,甚至是微量的,并確定其內(nèi)部狀態(tài)分布[28]。LIF技術(shù)具有非擾動、實時原位測量、組分選擇性強(qiáng)、靈敏度好、時空分辨率高等優(yōu)點,是一種更加有效的、原位的、實時的、監(jiān)測蒸氣元素?fù)p失的非接觸式光學(xué)技術(shù)。Si‐monds團(tuán)隊是LIF應(yīng)用在激光焊接領(lǐng)域內(nèi)的活躍研究者[29-32]。Simonds B J[29]報道了 LIF對低濃度合金元素?fù)p失的檢測靈敏度比OES高約4萬倍。LIF試驗設(shè)備的流程如圖5所示[30],細(xì)實線表示定時信號,虛線表示數(shù)據(jù)或命令信號,粗黑線表示隱藏的光束管。高功率激光加工金屬過程中合金元素之間的蒸氣壓差會造成非均衡的合金元素?fù)p失,在激光焊接中造成機(jī)械性能和微觀組織的變化,對加工材料的質(zhì)量產(chǎn)生負(fù)面影響。
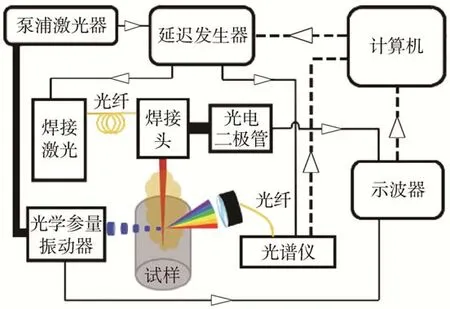
圖5 LIF試驗設(shè)備流程Fig.5 LIF test equipment flow
快速且靈敏的過程監(jiān)控方法可發(fā)揮激光焊接的效益優(yōu)勢,通常情況下,鋁/銅激光搭接焊接時激光入射到鋁板上,控制下層Cu的熔化時間是限制IMC 形成的關(guān)鍵因素。Simonds B J[29]使用波長為1 070 nm、光束直徑為600 μm的連續(xù)波光纖激光器,將高功率激光束聚焦在鋁/銅箔疊層表面進(jìn)行點焊,研究了LIF技術(shù)對鋁/銅激光搭接焊接過程進(jìn)行原位監(jiān)測的可能性。接頭質(zhì)量評估是基于最初貼在一起的焊材在焊后是否保持完整(良)、脫落(差),或者沒有形成機(jī)械接頭。激光功率與脈沖持續(xù)時間的過程如圖6所示,黑色虛線框表示該文獻(xiàn)使用的LIF試驗參數(shù)[31]。然而,這僅是個定性評估,期待未來的研究工作能夠致力于對一組更精確的激光加工參數(shù)進(jìn)行定量測量。結(jié)果發(fā)現(xiàn),LIF具有足夠的靈敏度,在形成可靠的機(jī)械焊接頭之前就能夠檢測到鋁/銅異種金屬激光焊接羽輝中的Cu原子。相比于只能在激光直接入射到銅表面時才能檢測到Cu原子的OES技術(shù),LIF在應(yīng)用中具有明顯的優(yōu)勢。LIF可憑借其優(yōu)異靈敏度成為鋁/銅激光焊接工藝的實時原位過程監(jiān)測工具,以及研究激光焊接基礎(chǔ)動力學(xué)的工具[32]。激光誘導(dǎo)熒光試驗結(jié)果的譜圖如圖7所示[31],Cu熒光波長為327.4 nm,蒸氣羽輝中Al元素因非共振激發(fā)而產(chǎn)生了背景輻射。虛線對應(yīng)的是在沒有惰性保護(hù)氣體(N2)情況下的譜線,可看出在430~460 nm區(qū)間形成強(qiáng)烈的一氧化鋁(AlO)信號。
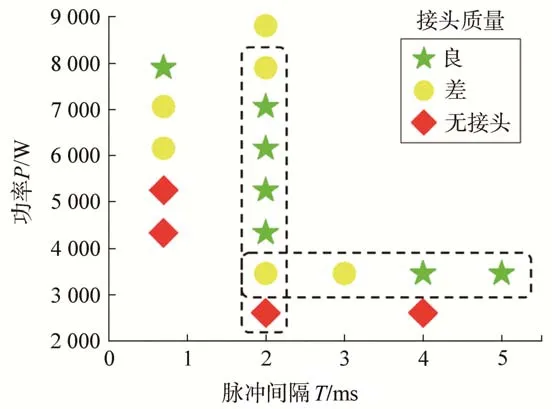
圖6 激光焊接參數(shù)空間指示及焊接接頭質(zhì)量的定性評價Fig.6 Spatial indication of laser welding parameters and qualitative evaluation of weld head quality
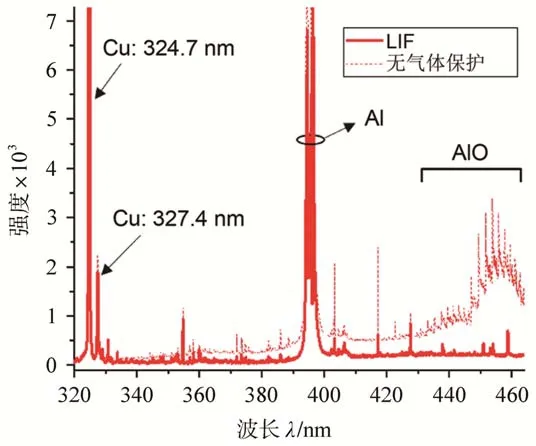
圖7 激發(fā)波長為324.7nm的LIF光譜Fig.7 LIF spectrum with an excitation wavelength of 324.7 nm
2 電子顯微表征技術(shù)
2.1 掃描電子顯微鏡
掃描電子顯微鏡(Scanning Electron Microscope,SEM)是一種用于高分辨率微區(qū)形貌分析的精密儀器,利用聚焦的、很窄的高能電子束來掃描樣品以完成微觀形貌表征,具有景深大、分辨率高、成像直觀、立體感強(qiáng)等特點。SEM用來觀察鋁/銅異種金屬激光焊縫微米級/納米級微觀結(jié)構(gòu)特征[33-39],可顯著彌補(bǔ)光學(xué)金相顯微鏡在放大倍數(shù)上的局限性。例如,Yan S H[33]利用掃描電鏡觀察了經(jīng)Keller試劑浸蝕的鋁/銅激光搭接接頭界面區(qū)域微觀結(jié)構(gòu),可清晰看到Al-Cu共晶組織與IMC相晶粒形貌。
通常,SEM設(shè)備搭載能譜儀(Energy Dispersive Spectroscope,EDS)功能模塊,高精度成像配合微區(qū)成分檢測,綜合分析微觀結(jié)構(gòu)的本質(zhì)特征。黃冬[37]通過SEM和EDS觀察并分析了T2紫銅和LY16鋁合金激光焊接頭的組織形貌,發(fā)現(xiàn)雙熔池的耦合作用使焊縫界面層細(xì)分為3層(見圖8):Ⅰ層主要化合物為平行層狀的Al4Cu9相,Ⅱ?qū)訛闂l塊狀的Al2Cu化合物,是Al/Cu界面的主要組成部分,Ⅲ層為緊密排列的珊瑚狀(Al+Al2Cu)共晶組織。
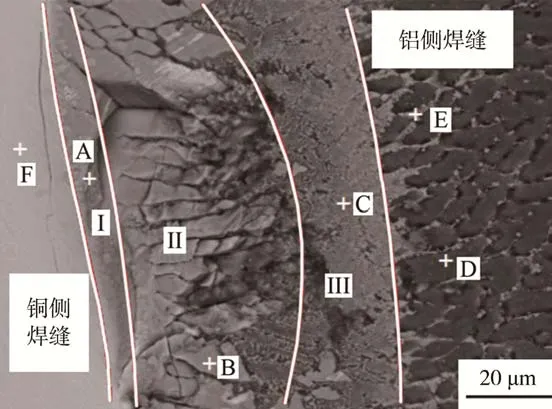
圖8 鋁/銅激光焊縫界面層的SEM圖像Fig.8 SEM image of interface layer ofAl/Cu laser weld
SEM還可以用于鋁/銅激光焊縫的斷口形貌觀察,為失效機(jī)理的推斷提供科學(xué)的試驗證據(jù)。Zuo D[38]研究了1060鋁合金和T2銅激光焊縫剪切強(qiáng)度試驗后斷裂面的形貌狀態(tài)和化學(xué)成分,結(jié)果表明Cu含量為20.08%~54.65%(質(zhì)量分?jǐn)?shù))的富Al區(qū)易發(fā)生斷裂,斷裂機(jī)理傾向于韌性斷裂,斷裂面相對粗糙,未見韌窩結(jié)構(gòu)。
2.2 透射電子顯微鏡
透射電子顯微鏡(Transmission Electron Micros‐copy,TEM)可觀察到光學(xué)顯微鏡下無法看清的亞結(jié)構(gòu)或超微結(jié)構(gòu),原理是把經(jīng)加速和聚集的電子束投射到厚度約為50 nm的超薄切片樣品上,電子與樣品中的原子碰撞而改變方向,從而產(chǎn)生立體角散射以形成明暗不同的影像。Chen C Y[35]利用TEM研究了冷滾焊條件下鋁/銅界面擴(kuò)散區(qū)的結(jié)構(gòu)特征與化學(xué)成分,結(jié)果顯示鋁/銅界面附近成分變化較為明顯,升高溫度有助于Cu原子向Al側(cè)的擴(kuò)散,接頭表面的局部劇烈塑性變形能造成Cu原子穿越界面進(jìn)行遷移進(jìn)而強(qiáng)化冶金結(jié)合性。該文獻(xiàn)還利用TEM明場圖像和電子衍射譜測定了IMC相的晶帶軸、結(jié)構(gòu)類型和晶格常數(shù),如圖9所示。
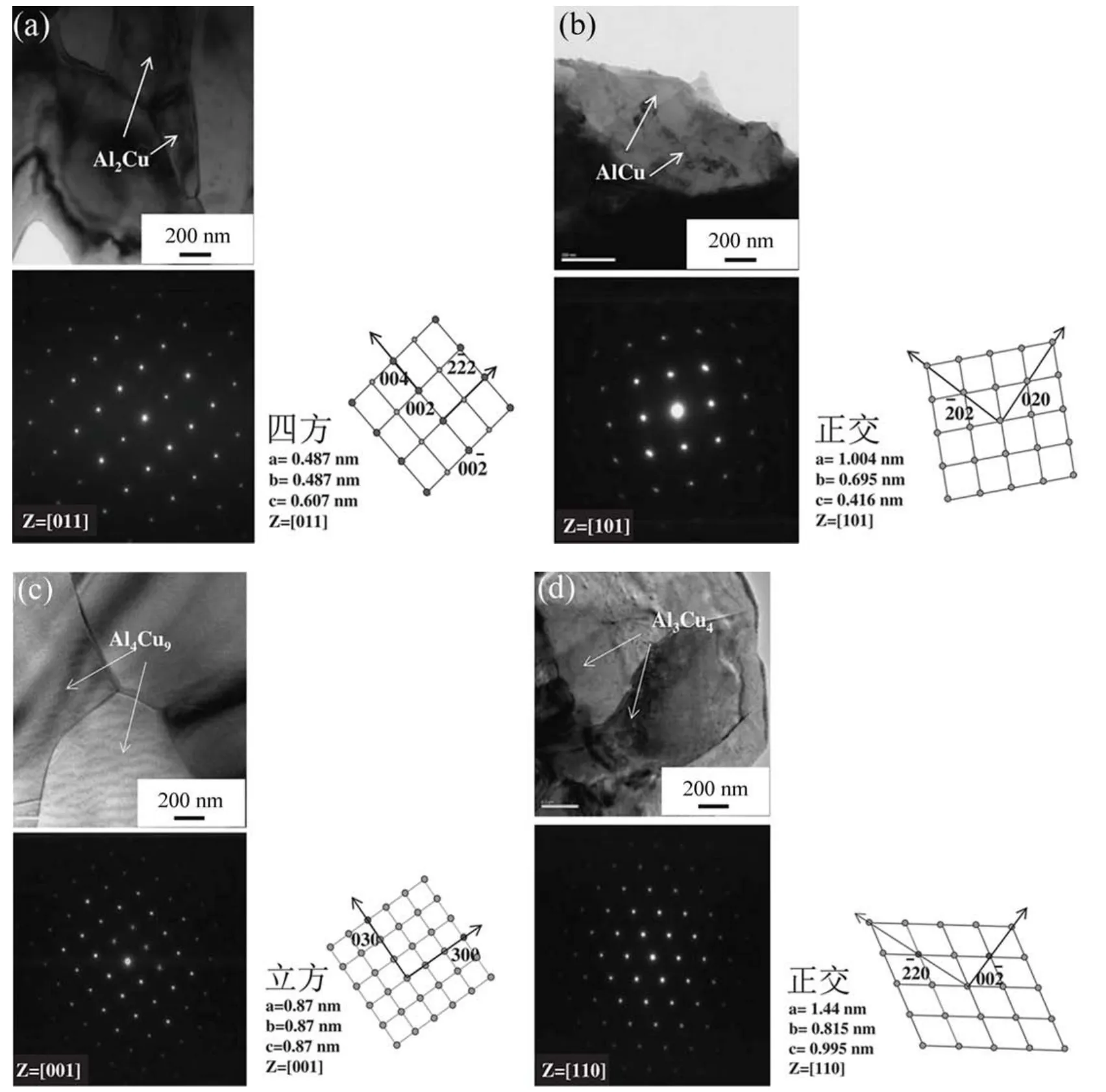
圖9 鋁/銅界面區(qū)IMC相的明場圖像和電子衍射譜Fig.9 Bright field images and electron diffraction spectrums of IMC phases atAl/Cu interface
然而,目前公開文獻(xiàn)尚未見利用TEM技術(shù)來表征鋁/銅激光焊接組織的報道,可以期待未來TEM作為高精度表征手段的有機(jī)補(bǔ)充,用于探索鋁/銅激光焊接組織結(jié)構(gòu)演變的研究與分析,以進(jìn)一步研究鋁/銅激光焊接的物理冶金過程的本質(zhì)特征,從機(jī)理層面上揭開IMC相、氣孔、熱裂紋等焊接缺陷的形成規(guī)律及生長動力學(xué)。
3 X射線分析技術(shù)
3.1 X射線能譜法
X射線能譜法(Energy Dispersive X-ray Spectroscopy,EDS)是一種高靈敏度超微量表面分析技術(shù),可根據(jù)能量譜圖上特征X射線的強(qiáng)度和峰位置進(jìn)行材料微區(qū)成分元素的定性和定量分析的方法。EDS可用來表征鋁/銅異種金屬激光焊縫微觀結(jié)構(gòu)或局部區(qū)域的化學(xué)成分(定點分析、線掃、面掃等)[31-34,36-38],根據(jù)元素種類與含量推測焊縫特征區(qū)的金屬間化合物物相組成。
(1)定點成分。表1為圖8中標(biāo)記點處的定點成分分析結(jié)果[37],根據(jù)Al-Cu合金系的固相及組成成分可以推測:Ⅰ層的點A為Al4Cu9相,Ⅱ?qū)拥狞cB為Al2Cu相,Ⅲ層的點C為(Al+Al2Cu)共晶組織,點D和點E位于鋁側(cè)熔池,點D為黑色枝狀的α(Al)固溶體,點E為散布于α(Al)固溶體晶粒之間的(Al+Al2Cu)共晶組織,銅側(cè)熔池的點F為均勻分布的Cu固溶體。

表1 圖8中標(biāo)記點處的EDS分析結(jié)果(原子百分比,%)Table 1 EDS analysis results at the marked points in Figure 8(At.%)
(2)線掃分析。焊縫過渡層的EDS線掃結(jié)果如圖10所示[38]。根據(jù)結(jié)果分析:Zone 1區(qū)比較狹窄,由均勻分布的柱狀A(yù)l4Cu9相組成,Zone 2區(qū)內(nèi)白色塊狀為體心四方結(jié)構(gòu)的CuAl2相,灰色網(wǎng)狀為共晶組織(Al+CuAl2),Zone 3區(qū)分布著層間距小于1 μm的共晶組織(Al+CuAl2),鋁基體附近的Zone 4區(qū)則是由焊縫凝固前沿生長和枝晶臂前沿合金元素偏析引起的樹枝晶組織。

圖10 焊縫過渡層形貌和EDS線掃結(jié)果Fig.10 Weld transition layer morphology and EDS line scan results
(3)面掃分析。焊縫的焊接區(qū)界面結(jié)構(gòu)以及Al、Cu元素的面掃分布圖如圖11所示[34],可以看到兩個不同的熔化區(qū)域,即中心富Cu區(qū)和其周圍富Al區(qū)。富Cu區(qū)從Cu板熔合區(qū)底部向頂部Al板擴(kuò)展,但兩種元素的互溶是有限的。
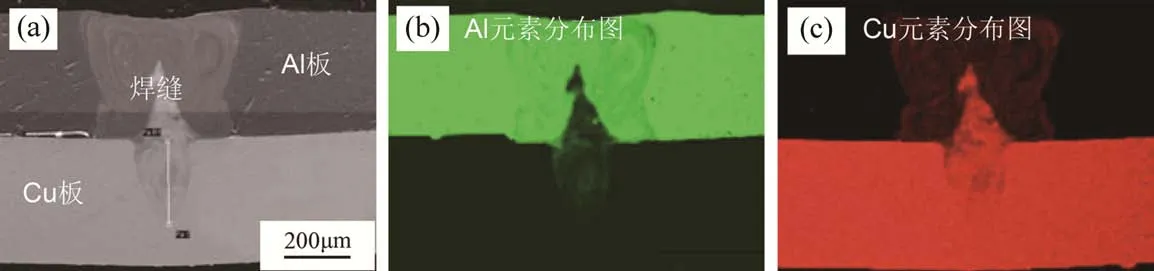
圖11 鋁/銅激光焊縫元素分布Fig.11 Elemental distribution of aluminium/copper laser welds
3.2 X射線衍射法
X射線衍射法(X-ray diffraction,XRD)是利用X射線在晶體物質(zhì)中的衍射效應(yīng)進(jìn)行物質(zhì)結(jié)構(gòu)分析的技術(shù),可表征物質(zhì)內(nèi)部原子在空間的分布狀況。點陣常數(shù)是晶體物質(zhì)的基本結(jié)構(gòu)參數(shù),測定點陣常數(shù)在研究固態(tài)相變、確定固溶體類型、測定固溶體溶解度曲線、測定熱膨脹系數(shù)等方面都得到了應(yīng)用。表2[39-40]總結(jié)了鋁/銅焊縫可能形成的金屬間化合物相的成分范圍、點陣結(jié)構(gòu)、晶格常數(shù)、空間群等晶體學(xué)特征量。XRD可用來測定鋁/銅激光焊縫微觀組織結(jié)構(gòu)的物相[19,33,35,38-39]。Yan S H[19]使用XRD設(shè)備分別對鋁/銅激光焊縫的熔合區(qū)和熔池下界面區(qū)進(jìn)行物相確認(rèn)(見圖12),發(fā)現(xiàn)引入Ni元素有利于形成AlNi相,在一定程度上抑制了Al原子與Cu原子的反應(yīng);隨著激光功率的增加,熔池在凝固前形成更多的 Al2Cu 相。Schmalen P[39]研究了同步輻射X射線顯微衍射(tts-μXRD)在鋁/銅異種金屬激光焊縫表征中的應(yīng)用,開發(fā)了一種識別鋁/銅激光焊縫物相的方法。試驗采用0.5 mm厚度的1050鋁板和Cu-OF銅板激光搭接焊縫后,挑選具有大量金屬間化合物和裂紋的焊縫樣品,制備成50~100 μm厚的薄片截面試樣,鑲嵌于0.5~1.0 mm厚的玻璃基板上。樣品到探測器的距離約為275 mm,以避免峰值重疊,且能獲得足夠的角度分辨率。鋁/銅激光焊縫XRD檢測位置如圖13a所示,焊縫上分為14條檢測線,每條線上以3μm為步長可獲得共90個顯微XRD圖譜,每種顏色分別代表了母材或室溫穩(wěn)定的金屬間化合物相。由于γ-Al4Cu9相和δ-Al4Cu9相化學(xué)成分相似,晶格參數(shù)幾乎相同,因此很難區(qū)分。圖13b為顯微XRD測量得到的所有金屬間化合物相的累積圖,結(jié)果表明絕大多數(shù)裂紋在AlCu相和Al3Cu4相之間擴(kuò)展,見圖13c。這與文獻(xiàn)[35]的研究成果是吻合的。
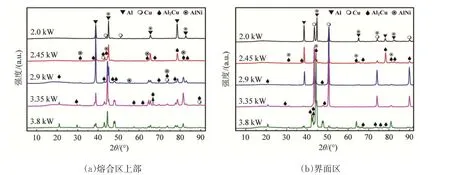
圖12 含Ni箔的Al/Cu焊縫的XRD譜Fig.12 XRD spectrum ofAl/Cu welds containing Ni foil
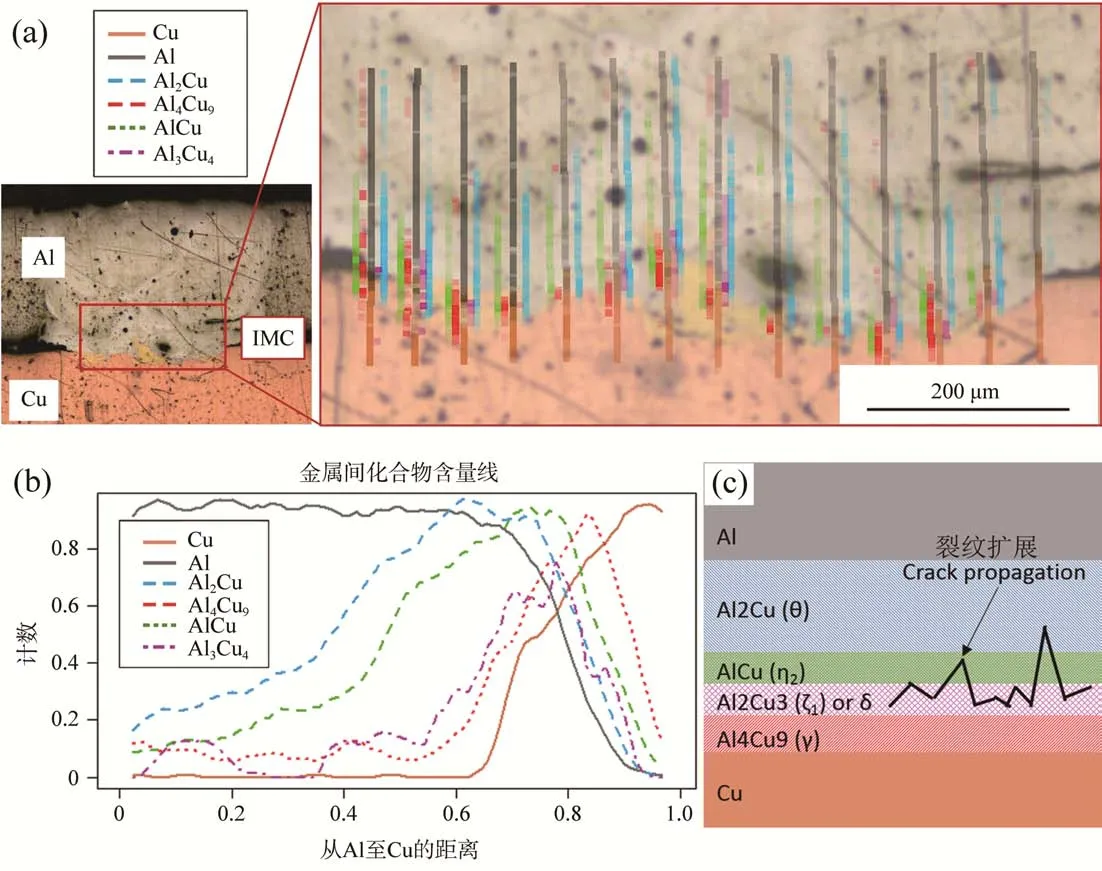
圖13 鋁/銅激光焊縫XRD檢測位置與結(jié)果Fig.13 Location and results of XRD inspection of aluminium/copper laser welds
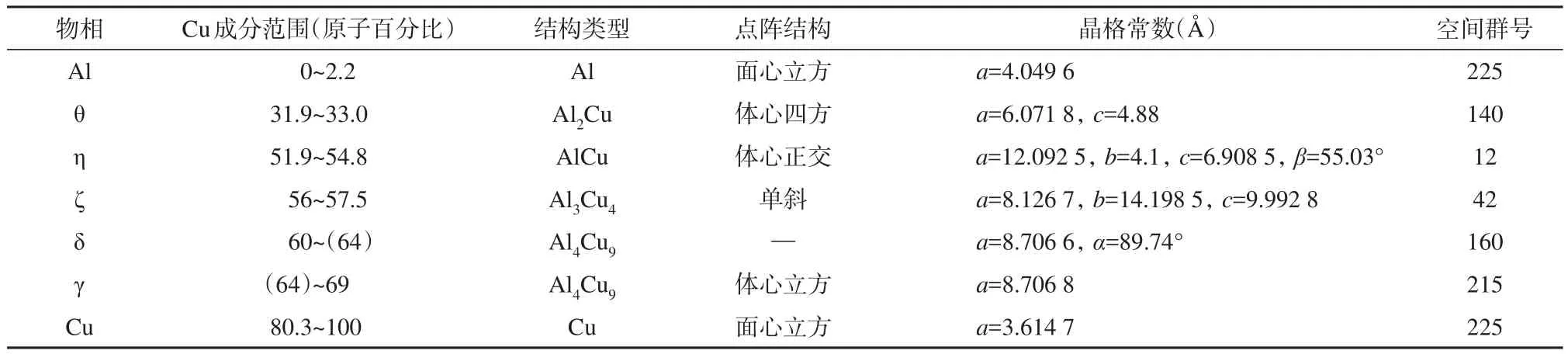
表2 Al-Cu二元合金系金屬間化合物晶體學(xué)參數(shù)Table 2 Crystallographic parameters ofAl-Cu binary alloy system intermetallic compounds
4 結(jié)論與展望
先進(jìn)材料與先進(jìn)工藝的發(fā)展離不開先進(jìn)的材料表征技術(shù)手段,同理,先進(jìn)的材料表征技術(shù)在鋁/銅異種金屬材料激光焊接工藝的研究與發(fā)展中也占據(jù)重要地位,更多的先進(jìn)表征技術(shù)也應(yīng)借鑒應(yīng)用到鋁/銅激光焊接工藝來以實現(xiàn)更大的貢獻(xiàn)。例如,Chen C Y[41]利用波長色散光譜法(Wavelength-Dispersive Spectrometer,WDS)研究了不同燒結(jié)條件下Al/Cu雙金屬板金屬間化合物發(fā)展,Chen C[42]采用激光誘導(dǎo)擊穿光譜法(Laser induced breakdown spectroscopy,LIBS)測定了異種鋁合金激光焊縫中元素含量及分布,利用Matlab軟件繪制元素分布圖,借助Cu在焊縫截面的分布探討了振蕩頻率和振蕩幅度對焊縫形貌和熔池特性的影響。Huang W K[43]利用Flow-3D?軟件模擬了鋁/銅激光匙孔焊接過程中熔池內(nèi)激光熱流場、溫度場、液體流速場、元素濃度場。
鋁/銅異種金屬的激光焊接方法已廣泛應(yīng)用于工業(yè)生產(chǎn),也是電子電器連接領(lǐng)域的前沿課題。高功率激光焊接匙孔與羽輝特性、熱裂紋的物理冶金學(xué)本質(zhì)、焊接缺陷的質(zhì)量控制、實時在線的3D無損檢測方法、工程應(yīng)用的關(guān)鍵技術(shù)等仍需深入研究,應(yīng)將更多的先進(jìn)表征技術(shù)引入到理論研究與工程應(yīng)用中,發(fā)揮重要作用。鋁/銅異種金屬再分布的研究可為焊接接頭中IMC相的形成提供理論依據(jù),對不同行業(yè)焊接工藝的設(shè)計和優(yōu)化具有重要的參考價值。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07