304&Q235異種鋼TIG焊接接頭組織及力學性能研究
2022-02-18 09:00:22徐育烺李敬勇石銘霄劉嘉琦
電焊機 2022年1期
徐育烺,錢 鵬,李敬勇,石銘霄,劉嘉琦
江蘇科技大學材料科學與工程學院,江蘇 鎮江 212003
0 前言
304奧氏體不銹鋼具有良好的塑性、韌性、耐高溫、耐腐蝕等綜合力學性能,廣泛應用于船舶、航空、化工、醫藥等工業領域[1-3]。Q235價格相對低廉,含碳量較低且具有良好的焊接性能,是實際生產中常用的結構鋼種,但相較于不銹鋼耐腐蝕性能較差[4]。因此,為了充分發揮材料各自的優勢,異種鋼材料的組合應用應運而生,而焊接則是實現異種鋼材料組合應用的重要手段。然而,304奧氏體不銹鋼和Q235碳鋼在焊接過程中存在著熔點差異、熱導率差異、比熱容差異、線膨脹系數差異、電磁性差異等諸多影響焊接接頭質量的問題[5-7]。為充分發揮上述兩種材料各自的優勢,在達到工程使用要求的同時降低成本,增加經濟效益,國內外學者對上述類似異種金屬焊接在焊接方法及工藝等方面進行了深入的研究[8-10]。
黃健康等人[8]發現不銹鋼/碳鋼異種材料TIG焊接時,熔池表面是從不銹鋼側流向碳鋼側,利用示蹤粒子觀察發現采用304和316L兩種不銹鋼與Q235碳鋼焊接時,熔池表面平均流動速度分別為25.3 mm/s和21.6 mm/s。陳今良等人[9]了研究發現,Q235A/304異種鋼TIG焊接中,隨著焊接電流、保護氣體流量的增大,熔合區內碳遷移程度發生變化,焊接試樣的接頭斷裂形式由韌性斷裂轉變為脆性斷裂。Denesh等人[10]采用氬弧焊(GTAW)焊接鐵素體鋼(SA508Gr.3Cl.1)和奧氏體鋼(SS304LN),發現焊縫中細小夾渣的存在顯著降低了焊縫的拉伸性能和沖擊韌性,但是射線照相技術無法檢測焊縫金屬中存在的細小夾雜物,因此,應通過其他無損檢測(如超聲波)檢查焊接試樣的質量。
不同于常規的填絲焊接,本文針對Q235碳鋼和304不銹鋼進行異種鋼TIG自熔焊接,通過采取控制變量的方法,優化焊接工藝參數,并分析其接頭微觀組織及力學性能,以獲取滿足工程實際應用要求的優質焊接接頭,為Q235碳鋼和304不銹鋼異種鋼焊接的實際應用建立了數據支撐并提供了理論參考。
1 試驗材料及方法
1.1 焊接材料及設備
使用型號為WSM-400R的一體式熱絲TIG焊機進行304不銹鋼和Q235碳鋼TIG自熔焊接。試樣尺寸為100 mm×100 mm×3 mm(長×寬×高),焊接接頭形式為對接,不開坡口,無填充材料,要求單面焊雙面成型。304不銹鋼和Q235碳鋼兩種母材元素化學成分及常溫力學性能如表1所示。為減少焊接缺陷,焊前對待焊板材進行機械打磨,保證兩側距離焊縫中心30 mm范圍內完全光亮,并用酒精清洗,去除表面附著油污等雜質。

表1 304&Q235的化學成分(質量分數,%)及力學性能Table 1 Chemical compositions of 304&Q235(wt.%)and mechanical properties
1.2 焊接工藝參數
針對焊接電流和焊接速度采用控制變量的方法進行試驗,通過前期試焊試驗,參數設置如表2所示。焊接電流變化依次為300A、310A、320A、330A、340 A,焊接速度為 10 mm/s、13 mm/s、16 mm/s。TIG焊接過程中,使用純度為99.99%的氬氣進行正面保護,氣體流量為15 L/min。鎢極直徑2 mm,尖端角度45°。
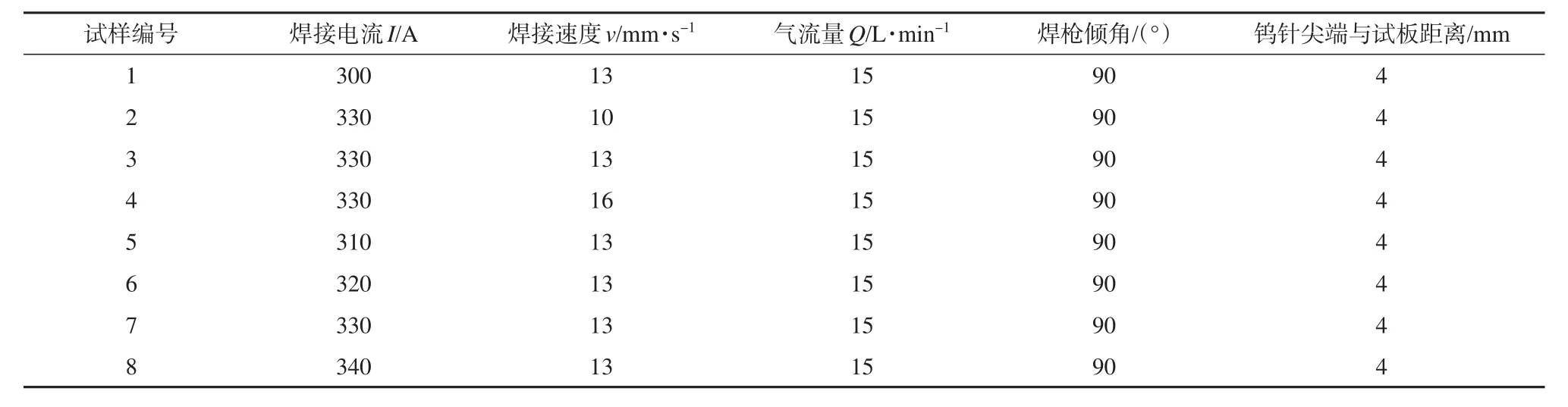
表2 焊接工藝參數Table 2 Welding process parameters
由于Q235碳鋼和304不銹鋼這兩種板材的耐蝕性差異較大,同一腐蝕劑下無法侵蝕出理想效果,因此在本研究中對焊接接頭兩側進行分區腐蝕,采用4% HNO3+酒精溶液腐蝕Q235碳鋼界面側,混合體積比例為1∶24;采用王水(HCl+HNO3)腐蝕304不銹鋼界面側,混合體積比例為3∶1。金相試樣制備完成后在Olympus SZ61體式顯微鏡下觀察焊接接頭宏觀形貌;采用Olympus BX51M光學顯微鏡觀察焊接接頭內焊縫中心及熔合線附近微觀組織演變過程;采用Hitachi-S3400N電子掃描顯微鏡(SEM)進一步觀察焊接接頭內微觀組織精細結構并定量分析焊縫中心元素組成;采用XRD-6000型X射線衍射分析儀對焊縫區域進行物相分析。采用SANS萬能拉伸試驗機及HXD-1000型顯微硬度計分別測定焊接試樣拉伸性能及焊接接頭顯微硬度。
2 試驗結果及分析
2.1 焊接接頭宏觀特征
由于304不銹鋼的導熱能力遠低于Q235碳鋼,約為Q235碳鋼的1/3,因此,熱源同時作用在304不銹鋼和Q235碳素鋼時,Q235碳鋼散熱更快,且Q235碳鋼一側燒損現象更為明顯。焊接過程中如果熱輸入不足,則容易出現未焊透和未熔合現象,如圖1a所示;反之熱輸入過大,焊接試板會因為過熱而發生燒穿現象,如圖1b所示。
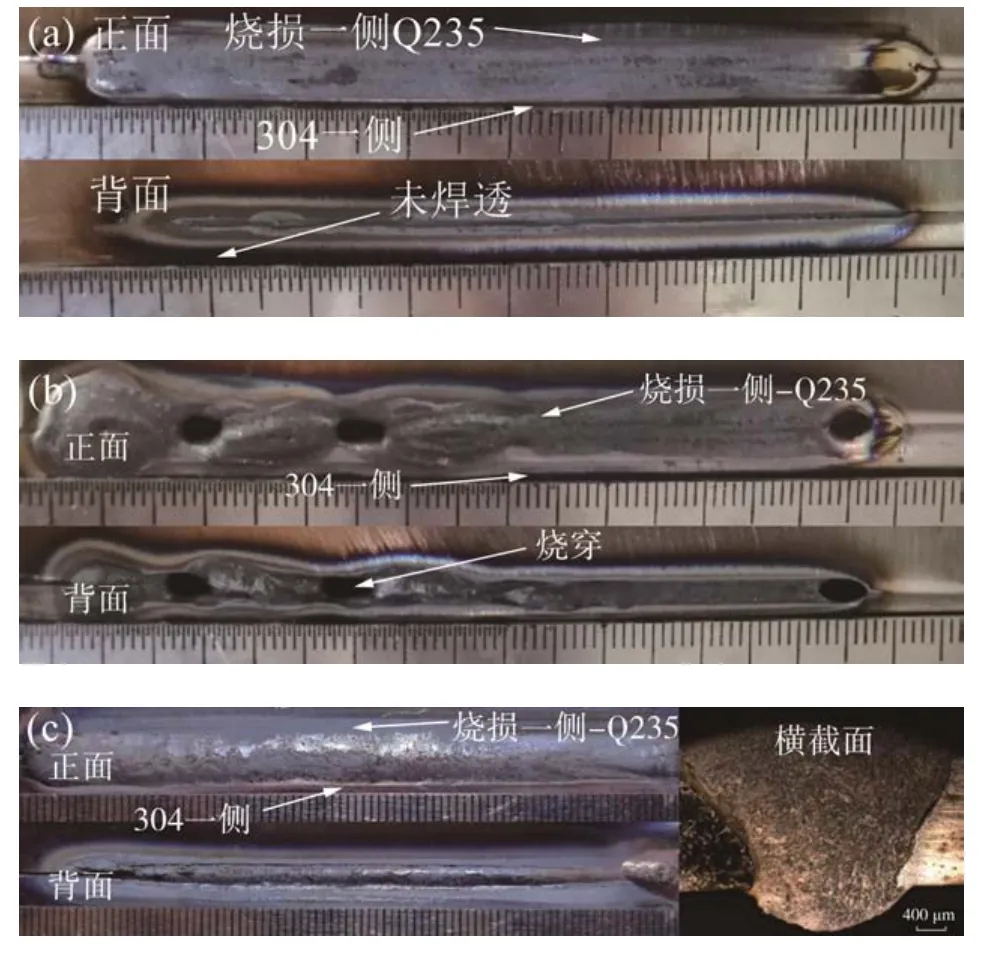
圖1 焊接接頭宏觀形貌Fig.1 Macro-morphology of welded joint
通過控制變量試驗優化焊接工藝參數范圍發現,當設定其他參數不變,調整焊接電流I=330 A,焊接速度v=13 mm/s時,焊接接頭成形美觀,焊縫表面平滑,焊趾處過渡圓滑,無表面氣孔、裂紋等宏觀焊接缺陷,如圖1c所示。不同焊接工藝參數下所得304不銹鋼與Q235鋼TIG焊接接頭表面宏觀形貌和橫截面形貌相似,焊縫正面和背面成形良好。焊縫橫截面超景深圖片中焊縫均呈現為上部較寬、下部相對較窄的“碗狀”結構。后續分析試驗均以此參數作為研究基礎。
2.2 焊接接頭顯微組織分析
2.2.1 母材及焊縫中心顯微組織分析
圖2a為冷軋制而成的304不銹鋼母材金相組織示意圖,其組織是具有孿晶結構的奧氏體,沿著軋制方向排列著少量殘留的高溫鐵素體(δ鐵素體),合理的鐵素體含量可以增加奧氏體鋼的穩定性。圖2b中的灰色塊狀多面體組織為鐵素體,黑色多面體組織為珠光體,珠光體較為均勻地混合分布在鐵素體晶界及晶內。根據直讀光譜中元素含量測試結果,并結合舍弗勒相圖中Creq、Nieq計算公式,得到焊縫區域Creq=10.21,Nieq=5.92,由Creq、Nieq計算結果可預測本試驗焊接接頭內微觀組織為馬氏體。經計算焊縫中碳含量約為0.055%,屬于低碳鋼范疇,而低碳鋼馬氏體通常呈現板條狀。
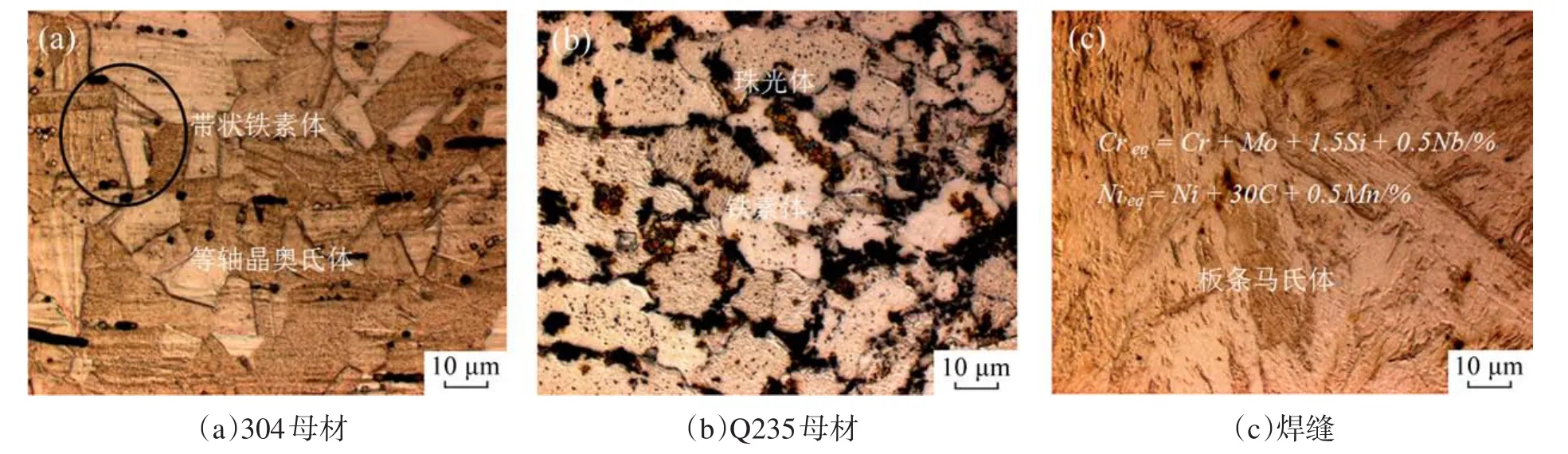
圖2 母材及焊縫金相組織Fig.2 Metallurgical structure of base metal and weld zone
焊縫金相組織如圖2c所示,可以清晰地觀察到不同位向板條狀馬氏體。原因是焊接熱循環過程具有一定的特殊性,焊接完成之后降溫速度較快,熔池金屬在較快的冷卻速度下發生非平衡凝固過程,焊縫金屬在非平衡凝固過程中急劇降溫至馬氏體轉變溫度(MS)以下,通過Creq、Nieq計算公式得出本研究中[Cr/Ni]eq=1.72,結合Fe-Cr-Ni三元截面相圖[11],熔池金屬高溫狀態屬于γ+δ+L三相共存狀態,隨著急劇降溫冷卻過程中鋼在奧氏體狀態下擴散型分解受到抑制而發生了無擴散相變過程,最終室溫下形成了馬氏體組織。焊縫中心微觀組織圖驗證了舍弗勒相圖中Creq、Nieq計算結果對于焊縫微觀組織為板條馬氏體的推論。
為進一步確認焊縫中心組織,利用掃描電鏡對其焊縫區域組織進行面掃描分析,合金元素含量測試結果如圖3a所示。利用舍弗勒相圖中Creq、Nieq計算公式得出Creq=6.44,Nieq=5.16,結合計算結果以及實際焊后焊縫急劇冷卻發生非平衡凝固過程,得出焊縫中心組織室溫下為馬氏體。因此,從舍弗勒相圖計算結果推論、金相組織分析和掃描電鏡分析三個角度均可以論證Q235碳鋼和304不銹鋼TIG自熔焊焊縫室溫微觀組織為馬氏體。
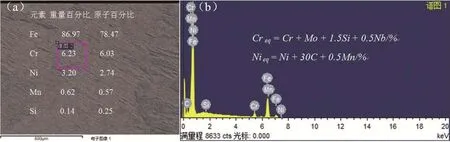
圖3 焊縫能譜分析Fig.3 Energy spectrum analysis of weld zone
2.2.2 熔合線附近微觀組織
圖4a為異種鋼焊接接頭的橫截面形貌,左側熔合線微觀組織區域包括焊縫與Q235碳鋼側,右側熔合線微觀組織區域包括焊縫與304不銹鋼側。
圖4b為Q235一側熔合線附近區域微觀組織形貌。靠近熔合線附近左側過熱區由于熱輸入大,溫度長時間停留在Ac3(完全奧氏體化溫度)以上,高溫狀態下碳化物在奧氏體晶內沿一定方向析出并呈針狀生長,最終形成網格狀、羽毛狀的粗大魏氏組織。Q235側熱影響區金相組織由鐵素體和珠光體組成,并且越靠近熔合線處,珠光體數量越少。熔池邊緣靠近母材處,相比于焊縫中心,熔池金屬液態停留時間短,且受到機械攪拌作用偏弱,因此,越靠近母材的焊縫區域母材成分所占的比例越大,且微觀組織形態越接近過熱區,使得焊縫邊緣位置與焊縫中心化學成分有較大的差別,最終呈現出焊縫不同區域顯微組織存在明顯的差異性。
在焊縫與304不銹鋼交界處形成了與焊縫、熱影響區組織均不相同的熔合區,如圖4c所示,熔合區沿著奧氏體晶界分布著細小且不連續分布的蠕蟲狀鐵素體,其寬度約為25 μm,熱影響區附近組織基體為奧氏體等軸晶上分布著帶狀鐵素體,晶粒大小相對于母材晶粒未發生顯著變化,且相較于母材熱影響區內帶狀鐵素體數量顯著增加。
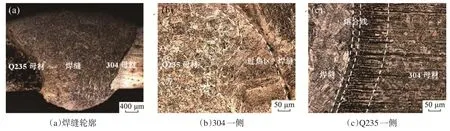
圖4 焊接接頭焊縫與母材交界處金相組織Fig.4 Metallurgical structure of the junction between weld zone and base metal
2.3 焊接接頭碳遷移過程
為了更清晰地觀察Q235一側碳遷移過程,對其進行SEM觀察,結果如圖5a所示,碳元素由235碳鋼熔合區一側向焊縫中遷移,在Q235碳鋼一側形成脫碳層,在焊縫金屬中形成黑色條帶狀區域為增碳層,即碳遷移過渡層。從圖4c中可以看出,脫碳過程也是珠光體不斷分解為鐵素體的過程。這是因為在焊接過程中,焊接接頭存在碳原子擴散遷移,在焊縫一側出現了增碳層。碳遷移現象原因如下:首先,碳原子屬于間隙型原子,間隙原子的擴散系數比置換型原子要大105~106倍;其次,由于對304不銹鋼的稀釋作用,焊縫中存在大量Cr元素,而碳化物形成元素Cr會降低碳的活度系數,因此,碳在焊縫中活度系數較小,Q235碳鋼側的碳原子將會向焊縫一側擴散;最后,碳在α-Fe中的活度系數大于碳在γ-Fe中的活度系數,因此在冷卻過程中,Q235碳鋼珠光體中的碳原子就會向奧氏體中擴散[12-13]。為更加清晰地分析焊縫與304交界處微觀組織,同樣使用SEM觀察,結果如圖5b所示,熔合線附近清晰可見的是奧氏體基體上分布的鐵素體組織。鐵素體的存在可有效清除單相奧氏體組織的方向性從而達到細化奧氏體晶粒的目的,可顯著減少晶間偏析,進而提高焊接接頭抗裂性能及耐晶間腐蝕性能。
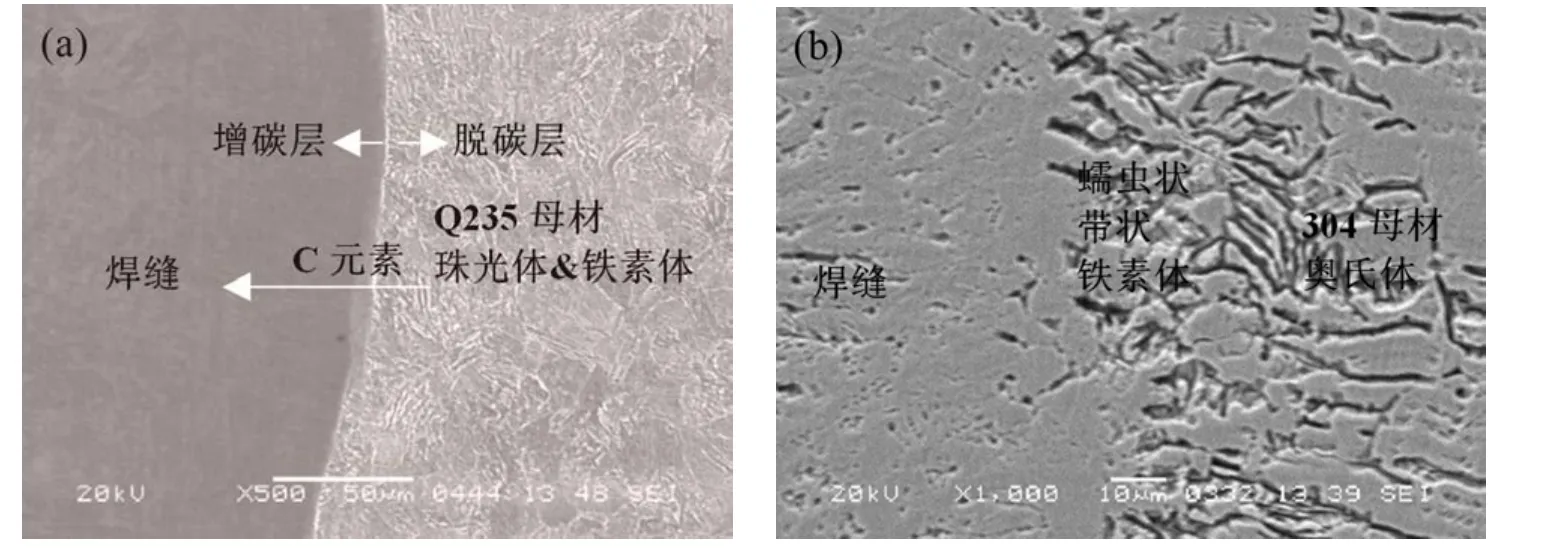
圖5 焊接接頭兩側界面處SEM形貌Fig.5 SEM morphology of welded joint interface
2.4 焊縫物相分析
焊接接頭界面Fe、Cr、Ni、C合金元素通過SEM線掃描測試后含量分布如圖6所示。圖6a掃描方向為Q235碳鋼至焊縫中心,可以看出,隨著箭頭方向逐漸移至焊縫中心,Cr、Ni合金元素顯著增加,其中Cr元素含量在靠近熔合線處突變;Ni元素變化程度次之,原因是304不銹鋼中的Cr、Ni元素被稀釋至焊縫中。Fe元素略有下降,原因是Cr、Ni元素含量的提高。C元素降低則是因為焊接過程中存在碳遷移過程。圖6b中掃描方向為焊縫中心至304不銹鋼一側,沿著箭頭方向Cr、Ni合金元素含量逐漸升高,Fe元素略有下降,反映了異種鋼焊接過程中304不銹鋼中Cr、Ni合金元素含量被Q235碳鋼稀釋。上述測試范圍內,遠離熔合區合金元素分布均勻,未發生合金元素偏聚的現象。
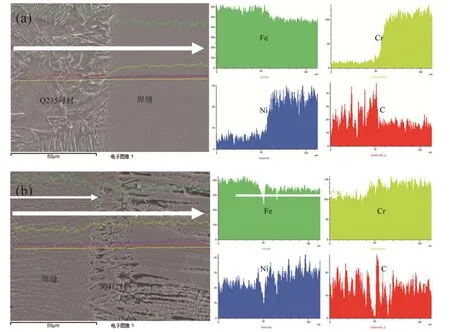
圖6 兩側熔合線附近線掃描Fig.6 Line scan near fusion line on both sides
圖7a為焊縫碳化物(M23C6)及σ相生成的演變過程,右圖7b為焊縫剖面X射線衍射測試結果。在焊接過程中,不銹鋼焊接接頭內容易出現σ相和M23C6等有害二次析出相,因為鉻鎳奧氏體不銹鋼在427~800℃溫度范圍內加熱時,在晶界處容易出現碳化鉻沉淀,發生敏化現象。在敏化過程中鉻原子在晶界處與碳原子容易形成碳化鉻如M23C6,該析出相會使奧氏體晶界附近產生貧鉻現象,引起焊接接頭的晶間腐蝕,導致焊接接頭該區域的耐蝕性能降低。σ相是四角形晶體結構的Fe-Cr化合物,會沿著孿晶界或者晶界析出,以塊狀或者片狀的魏氏體組織存在。所以焊接過程中要合理控制焊接熱輸入,防止M23C6和σ相的析出。結合X射線衍射儀測試結果,通過與標準PDF卡片比對,確定焊縫由α-Fe、γ-Fe兩相組成,未發現M23C6和σ相等有害析出相生成。這表明焊接工藝比較合理,焊接接頭質量優異,滿足實際工程使用要求。
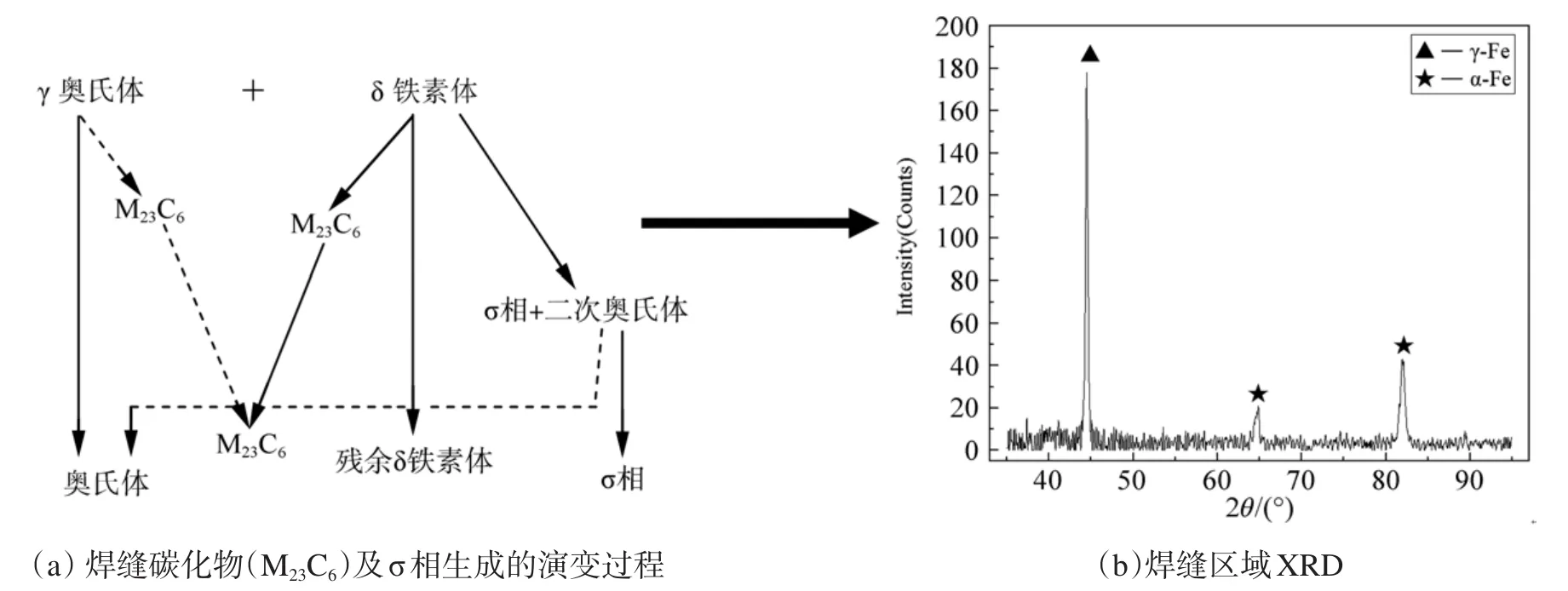
圖7 焊縫物相分析Fig.7 Phase analysis of weld zone
2.5 顯微硬度測試結果分析
最佳焊接工藝參數下焊縫橫截面顯微硬度測試點位置示意及焊接接頭顯微硬度分布規律圖如圖8所示。三條測試平行線位置分別位于距上表面0.5 mm、下表面0.5 mm及試板厚度中心,測試點間隔0.09 mm。圖8中左側區域為304奧氏體不銹鋼的顯微硬度值,右側為Q235碳鋼母材的顯微硬度值。對比發現不同層的304奧氏體不銹鋼母材的顯微硬度均大于Q235碳鋼母材的顯微硬度,其平均顯微硬度分別為250 HV和150 HV,且不同層之間硬度差別非常小,反映了焊接接頭厚度方向上的組織均勻性。
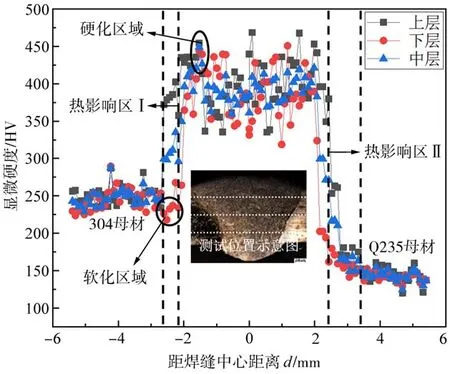
圖8 焊縫橫截面顯微硬度分布Fig.8 Microhardness distribution of weld cross section
從圖8可以看出,每一層的顯微硬度值均呈現一個凸起的形狀,凸起部分即為焊縫金屬的顯微硬度值。焊縫區的顯微硬度明顯高于兩側的母材硬度,這是由于焊縫組織為高硬度的馬氏體組織,焊縫區域內顯微硬度差值不大,其平均顯微硬度值約為400 HV,說明焊縫區域成分均勻且組織相似。焊縫兩側熱影響區的顯微硬度均介于各自母材和焊縫之間。焊接過程中,由于碳原子的擴散遷移,Q235鋼靠近熔合線形成一層脫碳層使得焊接接頭發生明顯的軟化,形成一個軟化區域,其顯微硬度平均值略低于母材。而在靠近Q235一側焊縫內形成了高硬度的增碳層,使得該區域內顯微硬度平均值高于焊縫其他區域。焊接接頭內顯微硬度分布規律為:焊縫>304側熱影響區>304母材>Q235熱影響區>Q235母材。對比焊接接頭內304不銹鋼側熱影響區Ⅰ和Q235碳鋼側熱影響區Ⅱ發現,后者明顯寬于前者,且寬度約為前者的2倍,原因是Q235碳鋼的熱傳導系數約為304不銹鋼的3倍,因此焊接過程中Q235碳鋼一側熱擴散效率更高,熱影響區更寬。
2.6 拉伸性能測試結果分析
依據GB/T-2651標準制備焊接接頭拉伸試樣,并在電子萬能試驗機上進行拉伸試驗。各組焊接工藝參數下拉伸試樣性能測試結果如圖9所示,焊接試樣1參數為焊接電流300A、焊接速度13 mm/s,此時焊接熱輸入不足,焊接接頭未完全熔透,該工藝參數下焊接接頭斷裂于焊縫位置,抗拉強度僅為218 MPa,斷后延伸率僅為5%。由圖9可知,采用合適的焊接工藝參數,可以使焊接接頭的抗拉強度超過異種金屬中強度較低的母材,除了試樣1因熱輸入不足而存在未熔合缺陷以外的剩余試樣均斷裂于Q235碳鋼母材側,從斷裂位置方面分析,焊接接頭中焊縫的組織和性能均合格,焊縫不是整個焊接接頭薄弱區域,滿足工程實踐中對于焊接接頭抗拉強度的要求。焊接試樣斷裂于Q235碳鋼母材原因主要如下:首先焊縫中的馬氏體組織提高了焊縫的強度;其次,焊縫中Cr、Ni等合金元素含量高于Q235母材,在高溫重熔時置換金屬晶格中的Fe原子,擾亂了原來的晶格排列順序,能夠起到置換或者間隙強化的作用,在拉伸過程中能夠釘扎位錯,起到阻礙位錯運動的作用,從而使焊縫區域具有更高的抗拉強度。在一定范圍的工藝窗口內,斷裂于Q235碳鋼母材試樣的焊接接頭均有較大的延伸率,且差值不大,約為11.0%,相比于斷裂于焊縫的焊接接頭試樣,這些理想參數范圍內的焊接試樣斷面存在一定的斷面收縮,而斷在焊縫中心位置的試樣幾乎沒有斷面收縮。此外,控制焊接電流不變時,焊接速度過慢,熱輸入過大會嚴重降低焊接接頭的斷后延伸率,如試樣2;同理,控制焊接速度不變,焊接電流過小,熱輸入不足也會嚴重降低焊接接頭的斷后延伸率,如試樣6。
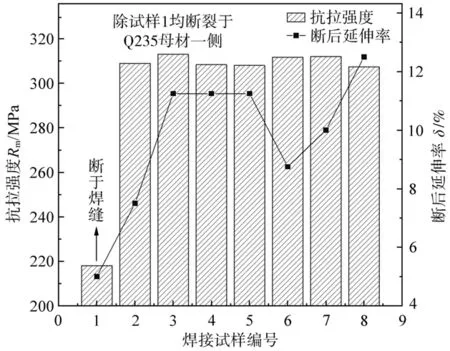
圖9 焊接接頭拉伸性能Fig.9 Tensile properties of welded joints
2.7 斷口形貌分析
最優TIG焊接工藝參數下焊接接頭斷口在掃描電子顯微鏡下的微觀形貌如圖10所示,由于該接頭斷裂位置在碳鋼母材一側,符合低碳鋼自身的斷裂機理及斷口形狀特征。在高倍放大條件下,斷口被大量的韌窩覆蓋,分布密集且數量較多,這是典型的韌性斷裂特征。主要原因是在拉伸應力的作用下,滑移面大量的位錯堆積,因而產生許多微小孔洞;其次由于材料內部析出物、夾雜物在亞晶界或晶界處形成位錯堆積而產生微小孔洞,隨后這些小孔不斷形成與長大,在外界載荷的持續作用下,不斷聚集、連接并生成新的孔洞。隨著外界應力的逐步增大,材料局部位置發生“內縮頸”。當縮頸尺寸達到一定大小之后被撕裂,最終導致整個焊接接頭的斷裂,在斷口表面呈現出大小、形狀或深淺不一的韌窩狀結構。
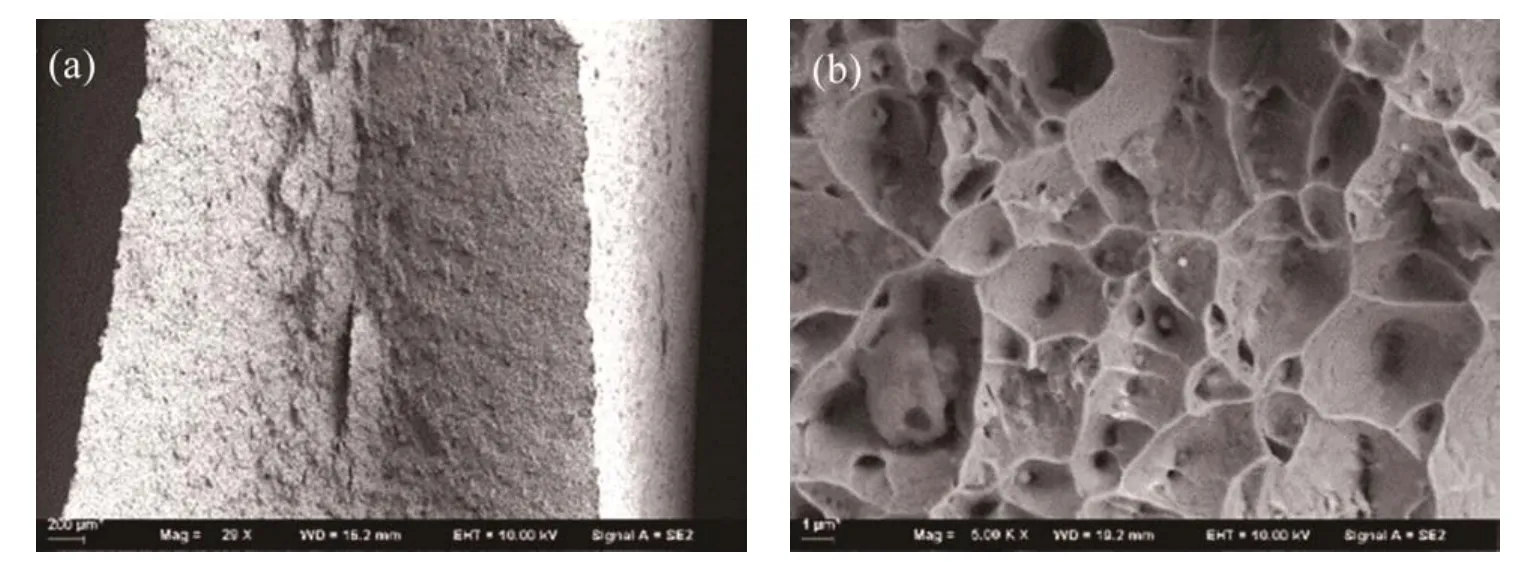
圖10 焊接試樣斷口分析Fig.10 Fracture analysis of welding sample
3 結論
(1)Q235碳素鋼/304不銹鋼異種鋼TIG焊接過程中,采用控制變量方法,通過調整焊接參數,可以得到成形美觀,滿足工程實踐要求的焊接接頭,在本次試驗范圍中的最佳參數為:焊接電流330 A,焊接速度13 mm/s。
(2)Q235碳素鋼/304不銹鋼異種鋼TIG焊接接頭中焊縫組織為板條馬氏體,Q235一側出現脫碳層,焊縫一側出現增碳層;304一側熔合區組織為奧氏體基體上分布細小且不連續的蠕蟲狀鐵素體組織。
(3)若無明顯焊接缺陷,焊接接頭的抗拉強度大于Q235碳鋼母材的抗拉強度,拉伸斷裂位置為Q235母材一側,呈現韌性斷裂特征。焊接接頭各區域顯微硬度分布規律為:焊縫>304側熱影響區>304母材>Q235熱影響區>Q235母材。
異種鋼焊接過程中,由于不同鋼材之間的熱導率和熱膨脹系數存在明顯的差異性,局部集中的熱源會導致焊件呈現非均勻的溫度場特征,這一特點必然會導致焊接接頭存在殘余應力及變形,進而影響接頭乃至整個焊接構件的靜載強度、精度、尺寸穩定性以及應力腐蝕開裂等性能,最終降低焊接結構的承載能力和服役壽命。后續將針對這一問題展開對異種鋼焊接接頭殘余應力及變形的探索,在實際應力測試試驗的基礎上利用數值模擬手段形成一個較為系統的研究體系。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16