小型沖壓模具成形工藝及模具設(shè)計(jì)
2022-02-23 01:13:38閆志彩
模具制造 2022年1期
趙 燕,閆志彩
(1.山東省輕工工程學(xué)校,山東青島266112;2.青島工貿(mào)職業(yè)學(xué)校,山東青島266041)
1 引言
圖1所示為膽口法蘭盤,由小型沖壓模具沖壓成形,制件外形尺寸小,其模具體積也小。生產(chǎn)實(shí)踐中可省去外導(dǎo)柱,直接用內(nèi)導(dǎo)柱進(jìn)行卸料板和上、下模的定位和導(dǎo)向。對(duì)于內(nèi)、外形一致的模板可一次線切割成形,節(jié)約了生產(chǎn)成本,提高了生產(chǎn)效率。

圖1 膽口法蘭盤
2 制件工藝分析
膽口法蘭盤材料為不銹鋼OCr18Ni9,最大尺寸為φ82mm,料厚t=1.5mm,不適宜級(jí)進(jìn)模生產(chǎn),制件要求無(wú)飛邊、毛刺,外觀不得有起皺、裂紋、翹曲、變形,密封平面平整,無(wú)劃傷,圖1中①②③④為主檢尺寸,未注公差按GB1804-m級(jí)執(zhí)行。
3 工藝方案
根據(jù)膽口法蘭盤零件的結(jié)構(gòu)形狀特點(diǎn)及技術(shù)要求,可由5道工序完成。
(1)密封平面處的壓形。圖1中密封平面處深度2.5mm,并帶有兩個(gè)小凸耳,此處材料在成形時(shí)發(fā)生流動(dòng)和塑性變形,可用100×100mm的材料沖壓成形。
(2)落料、沖孔。計(jì)算零件的外形展開尺寸和預(yù)沖孔尺寸,落出零件外形尺寸φ87mm,預(yù)沖中間翻邊孔的尺寸為φ37.8mm,沖凸耳處2-φ2mm的通孔。
(3)翻邊、翻孔。翻尺寸為φ51mm的中間孔和外形為φ82mm的外形邊。
(4)沖孔、預(yù)沖翻邊孔。沖2-φ6mm的通孔,預(yù)沖4-φ3mm,即M6mm的螺紋孔。
(5)沖翻邊孔。沖4-M6mm的翻邊孔,零件成形。
4 模具結(jié)構(gòu)形式
4.1 成形模及主要零件結(jié)構(gòu)
膽口法蘭盤的第一道工序?yàn)槊芊馄矫嫣幍膲盒危>呓Y(jié)構(gòu)圖如圖2所示。由于膽口法蘭盤尺寸較小,成形凸模和凹模采用30×180×180mm的Cr12MoV,經(jīng)過(guò)機(jī)械加工、熱處理后線切割成形,如圖3所示。成形凸模和凹模間隙值為一個(gè)料厚,適合用黃銅絲慢速加工,加工表面的平直度和表面粗糙度較好。由于銅絲直徑在0.1~0.3mm范圍,凸模和凹模成形間隙為一個(gè)料厚,所以圖3中的成形凸模和凹模采用兩次線切割加工到要求的尺寸。同理,圖2中的卸料板8和頂件塊18也采用一塊45鋼板線切割加工成形,并保證成形凸模17和卸料板、成形凹模5和頂件塊18之間的成形高度差是2.5mm。
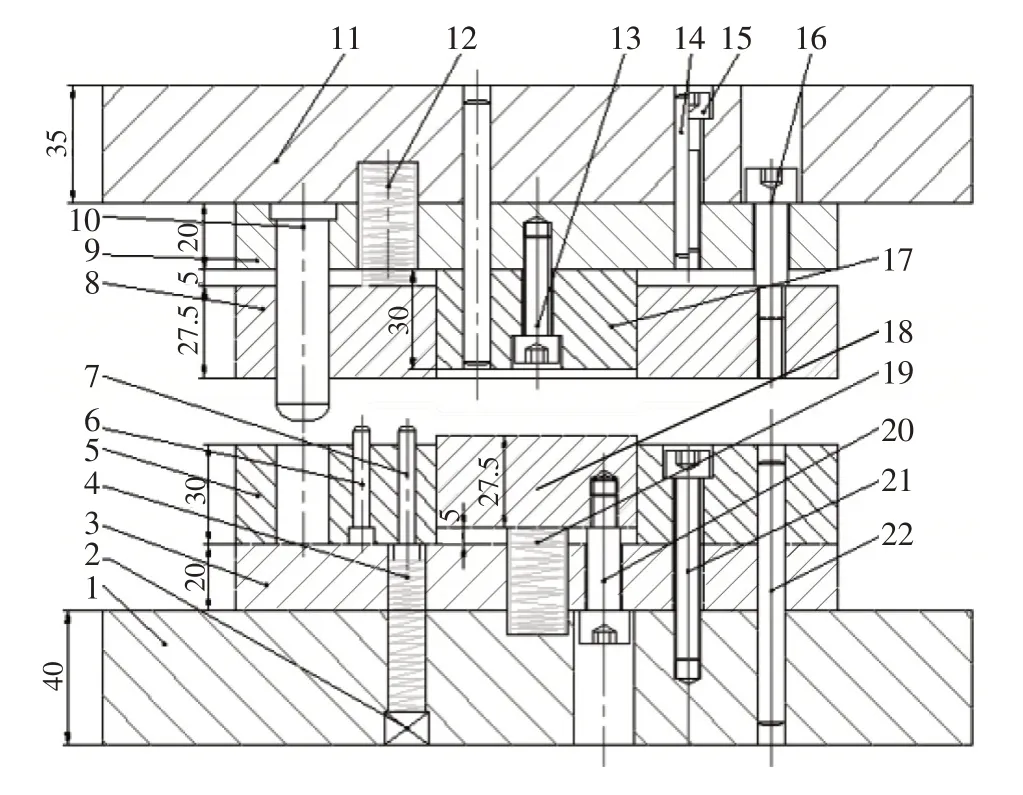
圖2 成形模

圖3 成形凸模和凹模
對(duì)于小型沖壓模具,可省去外導(dǎo)柱導(dǎo)套,上、下模直接用內(nèi)導(dǎo)柱導(dǎo)向,保證上、下模精確位置的同時(shí),還可以保證卸料板正確的位置和運(yùn)動(dòng)導(dǎo)向性。圖2中的10采用φ16×70mm的4個(gè)內(nèi)導(dǎo)柱,導(dǎo)柱孔可在成形凹模中直接線切割φ16.01~16.02mm孔而成,保證上下模合模的位置精度。
內(nèi)導(dǎo)柱孔的精度要求較高,線切割加工時(shí)在起始處易留下電極絲加工的痕跡,此痕跡影響導(dǎo)柱和導(dǎo)柱孔的配合,為消除此痕跡,在線切割時(shí)可加工一工藝孔以消除線切割加工時(shí)留下的痕跡,如圖4所示,避免了人工修磨。
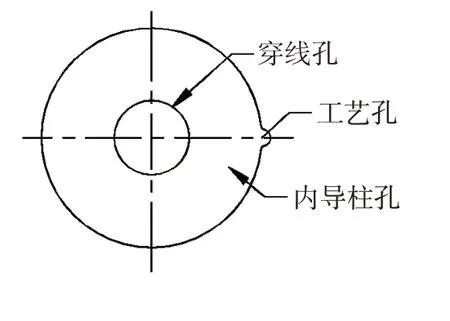
圖4 內(nèi)導(dǎo)柱孔
4.2 落料沖孔模及主要零件結(jié)構(gòu)
第二道工序?yàn)槁淞稀_孔工序,其模具結(jié)構(gòu)圖如圖5所示,其中沖孔凹模5(見圖6)和落料凸模4(見圖7)采用鑲拼式結(jié)構(gòu),高度差2.5mm,并在沖壓前起外形定位作用。卸料板22和推件塊7采用一塊25×180×180mm的45鋼線切割而成,如圖8所示。陰影部分反面首次數(shù)控銑深3mm,經(jīng)線切割修磨后推件塊突出部分高度差2.5mm,保證模具合模時(shí)壓形和定位需要。

圖5 落料沖孔模具結(jié)構(gòu)簡(jiǎn)圖

圖6 沖孔凹模6

圖7 落料凸模4

圖8 卸料板、推件塊(未線切割前)
此模具結(jié)構(gòu)中的推件裝置采用彈簧、推板、推桿、推件塊組合的形式,兼具彈性和剛性推件的優(yōu)點(diǎn),起壓料和推件的作用。上模部分和下模部分采用內(nèi)導(dǎo)柱定位、導(dǎo)向,保證合模后工作部分的準(zhǔn)確定位。落料凹模6采用Cr12MoV,經(jīng)機(jī)械加工、熱處理(55~62HRC)、線切割、磨削而成,直接線切割φ16.02mm導(dǎo)柱孔和下模的導(dǎo)柱配合導(dǎo)向。
為了增強(qiáng)沖孔凸模的強(qiáng)度和剛度,凸耳處2-φ2mm的孔采用φ5mm的凸模下端磨削成φ2mm的尺寸,與沖孔凹模5中φ2.15mm的孔作用沖出小孔,孔廢料經(jīng)由沖孔凹模、下模座漏下。
4.3 翻邊翻孔模及主要零件結(jié)構(gòu)
第三道工序?yàn)榉叀⒎虚g孔工序,其模具結(jié)構(gòu)圖如圖9所示。其中凸凹模14和翻邊凹模5采用30×180×180mm的Cr12MoV經(jīng)過(guò)機(jī)械加工、NC加工反面2.5mm、熱處理后分別線切割φ79mm和φ82mm完成,如圖10所示,一板兩件,大大節(jié)省了模具材料成本。φ51mm的中間孔也需要進(jìn)行線切割,所以此板經(jīng)過(guò)3次線切割而成,線切割后的翻孔、翻邊凸模14如圖11所示。

圖9 翻孔、翻邊模具

圖11 翻孔、翻邊凸模14
卸料板6和推件塊15采用20×180×180mm的45鋼,經(jīng)過(guò)機(jī)械加工、NC數(shù)控銑避位結(jié)構(gòu)、線切割兩次成形,也是一板兩件,節(jié)省了成本。
頂件塊16采用25×100×100mm的45鋼經(jīng)過(guò)機(jī)械加工、數(shù)控加工2.5mm凸起的外形、線切割φ81.9mm外形和φ48.1mm內(nèi)孔而成,既起定位作用,又起到頂件作用。如圖12所示。

圖12 頂件塊16
內(nèi)導(dǎo)柱13采用4個(gè)φ16×65mm。導(dǎo)柱孔也是在翻邊凹模中直接線切割φ16.02mm孔而成,既給卸料板6起位置定位和運(yùn)動(dòng)導(dǎo)向作用,又可保證上下模合模的位置精度。
4.4 沖孔翻孔模
第四道工序?yàn)闆_孔、預(yù)沖孔工序;第五道工序?yàn)榉】坠ば颍>呓Y(jié)構(gòu)比較簡(jiǎn)單,在沖壓過(guò)程中注意保證制件的準(zhǔn)確定位即可。上、下模亦采用4個(gè)內(nèi)導(dǎo)柱進(jìn)行精確的定位和導(dǎo)向。
5 結(jié)語(yǔ)
對(duì)于一般的小型的沖壓模具,可直接采用內(nèi)導(dǎo)柱進(jìn)行上模和下模的定位和導(dǎo)向,若導(dǎo)柱孔所在的模板硬度較高可直接線切割加工成形,如果導(dǎo)柱孔所在的板硬度比較低,可在板中線切割導(dǎo)套孔,鑲?cè)雰?nèi)導(dǎo)套然后進(jìn)行定位和導(dǎo)向。在中、大型模具中除了應(yīng)用內(nèi)導(dǎo)柱進(jìn)行上、下模板定位、導(dǎo)向外,同時(shí)還應(yīng)用外導(dǎo)柱進(jìn)行上、下模的定位和導(dǎo)向。
線切割廣泛應(yīng)用于沖壓模具制造行業(yè),對(duì)于形狀一致、間隙均勻合理的工作零件或者卸料零件可用一塊板線切割成形加工,節(jié)約了企業(yè)模具制造成本。