臂座壓鑄模抽芯結(jié)構(gòu)的改進(jìn)
2022-02-23 01:14:14談?dòng)乐?/span>楊光輝
模具制造 2022年1期
關(guān)鍵詞:結(jié)構(gòu)
談?dòng)乐遥瑮罟廨x
(航空工業(yè)貴陽(yáng)萬(wàn)江航空機(jī)電有限公司,貴州貴陽(yáng)550018)
1 引言
壓鑄模作為壓鑄生產(chǎn)的三要素之一,其結(jié)構(gòu)質(zhì)量直接影響著鑄件質(zhì)量、壓鑄生產(chǎn)效率和后期模具維護(hù)成本與維護(hù)周期。壓鑄模主要有定模和動(dòng)模兩個(gè)部分,其中動(dòng)模上主要包含頂出復(fù)位機(jī)構(gòu)和抽芯機(jī)構(gòu),用于實(shí)現(xiàn)鑄件頂出與成形元件復(fù)位。臂座是公司汽車雨刮器的重要連接件,其為鋁合金壓鑄件,頭部側(cè)面有兩個(gè)銷孔,其出模方向與壓鑄機(jī)開模方向不一致,需要抽芯結(jié)構(gòu)才能實(shí)現(xiàn)臂座正常出模。在實(shí)際生產(chǎn)過(guò)程中,前期公司臂座壓鑄模抽芯機(jī)構(gòu),采用方形鑲件滑塊結(jié)構(gòu),其主要問(wèn)題點(diǎn)為滑塊斷裂頻繁,加工周期長(zhǎng),制造成本高,從而導(dǎo)致模具維修成本過(guò)高,后面經(jīng)過(guò)驗(yàn)證,采用異形直伸滑塊結(jié)構(gòu),提高滑塊使用壽命,縮短了加工周期,也降低了制造成本,目前我廠臂座異形直伸抽芯機(jī)構(gòu)已被普遍采用。
2 臂座壓鑄工藝分析
2.1 鑄件工藝分析
臂座是為鋁合金壓鑄件,原材料為ADC12,其造型如圖1所示,頭部側(cè)面有兩個(gè)銷孔,銷孔尺寸公差為0.04mm,因?yàn)閴鸿T件至少需要0.5°的脫模斜度,所以壓鑄生產(chǎn)不能達(dá)到其精度要求,必須依靠機(jī)加補(bǔ)充鉸孔才能保證,為了減少臂座機(jī)加工作量,壓鑄時(shí)需將側(cè)面銷孔底孔鑄出,留0.3mm加工余量。

圖1 臂座零件圖
2.2 抽芯機(jī)構(gòu)
抽芯機(jī)構(gòu)是抽動(dòng)與開模方向運(yùn)動(dòng)不一致的型芯機(jī)構(gòu)。當(dāng)模具處于開模狀態(tài)時(shí),如圖2所示,抽芯型芯被彈簧或者自重復(fù)位至限位塊處,抽芯行程需要大于倒扣距離約3mm,保留一定的安全裕度,防止鑄件頂出時(shí)撞壞抽芯機(jī)構(gòu),抽芯機(jī)構(gòu)復(fù)位讓開鑄件后,鑄件可正常頂出。當(dāng)模具合模時(shí),如圖3所示,定模上斜導(dǎo)柱,逐漸帶動(dòng)抽芯機(jī)構(gòu)向鑄件方向滑動(dòng),當(dāng)移動(dòng)至指定位置,鎖緊塊將抽芯機(jī)構(gòu)鎖住,然后鋁液填充型腔,形成側(cè)面孔。

圖2 開模狀態(tài)圖

圖3 合模狀態(tài)圖
3 原抽芯機(jī)構(gòu)分析
3.1 原抽芯結(jié)構(gòu)分析
原抽芯機(jī)構(gòu)主要由滑塊座、滑塊和滑塊鑲針組成,如圖4所示,抽芯機(jī)構(gòu)的移動(dòng)方向與臂座側(cè)面孔方向(扭角方向)相同。由于臂座側(cè)面為φ6.8mm和φ2.8mm的孔,且抽芯前端與后模仁碰穿,導(dǎo)致抽芯前端容易變形或斷裂,所以前端φ6.8mm和φ2.8mm孔成型部分做成鑲針結(jié)構(gòu),以掛臺(tái)形式鑲在滑塊中。為實(shí)現(xiàn)機(jī)械,將成型部分與滑塊座做成分體形式,前端成型臂座側(cè)面形狀部分做成方形鑲件結(jié)構(gòu),即為滑塊,用螺釘固定方式與滑塊座連接。
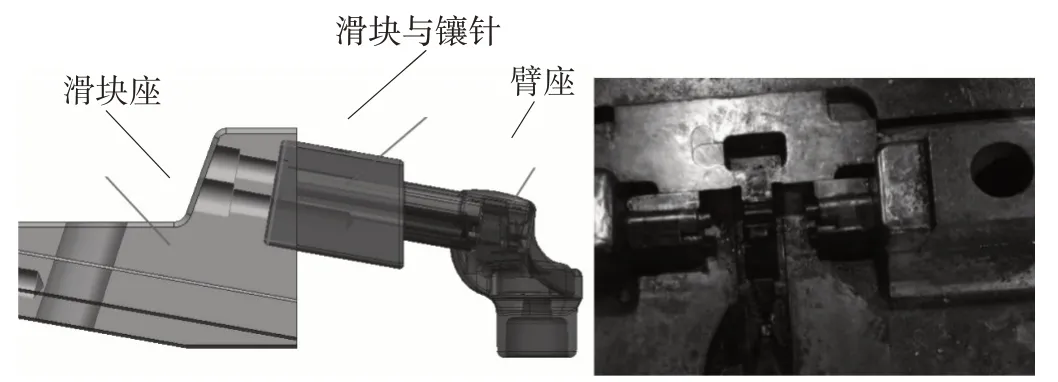
圖4 原抽芯機(jī)構(gòu)
3.2 問(wèn)題分析
(1)滑塊斷裂問(wèn)題。
滑塊在實(shí)際生產(chǎn)過(guò)程中,在合模過(guò)程中,如圖5示,滑塊段差連接處容易斷裂,平均1萬(wàn)模次需要更換一次。

圖5 原滑塊結(jié)構(gòu)
分析原因?yàn)檫B接處臺(tái)階為尖角,存在應(yīng)力集中,由于滑塊在模具中滑動(dòng),實(shí)際和型芯存在微小間隙,在合模時(shí),在臺(tái)階處容易產(chǎn)生開模方向的剪切力,從而導(dǎo)致滑塊從臺(tái)階連接處斷裂。當(dāng)時(shí)將連接處圓角由R0.5mm加大至R5mm,減小應(yīng)力集中,滑塊使用壽命提高約一倍,但還是不能滿足維修周期。
(2)滑塊加工周期長(zhǎng)。
原滑塊加工工序如表1所示,總共11道工序,熱處理前為粗加工,按正常平均加工周期需要2天,熱處理后精加工,平均周期2天,熱處理需要2天,平均周期為6個(gè)工作日。

表1 原滑塊加工工序
滑塊需要熱處理,熱處理前后為粗加工和精工,加工余量大,工序多,時(shí)間長(zhǎng),另外,如圖6所示,加塊連接處加工無(wú)法清根,需要電火花加工,還需要滑作電火花電極,自然增加了成本。

圖6 半精加工
4 抽芯結(jié)構(gòu)改進(jìn)
4.1 改進(jìn)后抽芯結(jié)構(gòu)
根據(jù)原抽芯機(jī)構(gòu)存在的主要3點(diǎn)問(wèn)題,對(duì)抽芯結(jié)構(gòu)進(jìn)行優(yōu)化改進(jìn)。抽芯機(jī)構(gòu)主要也由滑塊座、滑塊和滑塊鑲針組成,如圖7所示,改進(jìn)后滑塊做成異形直伸結(jié)構(gòu),外形與臂座側(cè)面形狀相同,由于滑塊底面位置比較小,不能采用螺釘固定方式,改為銷子連接。

圖7 改進(jìn)后抽芯機(jī)構(gòu)
4.2 改進(jìn)后結(jié)構(gòu)優(yōu)點(diǎn)
(1)提高使用壽命。
改進(jìn)后滑塊如圖8所示,為直伸結(jié)構(gòu)沒(méi)有臺(tái)階,型面上沒(méi)有應(yīng)力集中顯著處,滑塊外形與型芯分型面相同,為大面整體配合不存在段差,無(wú)明顯合模方向剪切力,防止滑塊斷裂頻繁,從而提高了滑塊使用壽命約5倍。

圖8 改進(jìn)后滑塊
(2)縮短加工周期。
當(dāng)滑塊斷裂時(shí),可以直接用常備淬火料加工,先精加工頭部型面,再線割內(nèi)孔和外形,最后與滑塊座配線割銷孔即可。加工工序如表2所示,不需要電火花加工 平均加工周期可以縮短至15個(gè)工作日。(3)降低制造成本

表2 滑塊加工工序
由表1所示,改進(jìn)前滑塊機(jī)加工工時(shí)為9.92h,電火花電極加工工時(shí)為2.5h和電極紫銅原材料約1kg。如表2所示,改進(jìn)后只需機(jī)加工工時(shí)8.33h,每個(gè)滑塊可減少加工工時(shí)約4h和1kg紫銅原材料費(fèi)用,每副模具有4個(gè)滑塊,一副模具可節(jié)約16h。
5 總結(jié)
公司前期臂座壓鑄模抽芯機(jī)構(gòu)的滑塊為方形結(jié)構(gòu),由于臺(tái)階部位應(yīng)力集中,斜面不能清根,需要電火花加工,加工中心分粗精加工,加工余量大,滑塊斷裂頻繁,從而導(dǎo)致模具維修成本,模具損壞后恢復(fù)周期長(zhǎng)。通過(guò)改進(jìn)滑塊結(jié)構(gòu),改為異形直伸,經(jīng)過(guò)實(shí)際生產(chǎn)驗(yàn)證,滑塊使用壽命提高約5倍,制造周期縮短了75%,制造成本降低了40%。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
七彩語(yǔ)文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語(yǔ)文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50