從加工案例看培養和造就高質量數控工藝師的重要性
2022-02-24 07:30:26周維泉
金屬加工(冷加工) 2022年2期
周維泉
北京南口斯凱孚鐵路軸承有限公司 北京 102202
1 序言
機床和機加工與現代人類的生活密不可分。傳統機床加工效率低、效益差,對操作者的技能要求高,加工出的產品質量差,尤其是批量加工產品的質量一致性難以保證。
數控機床是計算機(芯片)植入機床控制系統的產物,其應用使全面解決上述問題成為可能。筆者曾去日本研修數控應用技術,看到那里車間機床大部分是數控機床,而當時我國只有在大型骨干企業才有少量數控機床,而且這些機床包括數控系統絕大部分是進口的。現在我國企業使用數控機床已很普遍,即使是中小企業也競相使用數控機床。更可喜的是,國產數控系統和數控機床水平都有長足進步。
筆者2020年在無錫考察時,看到幾乎每家鄉鎮企業都有國產數控機床。40多年的數控應用實踐讓筆者體會到,想高質高效地加工出產品,除要有數控機床外,還要有包括編程在內的數控工藝。數控機床是條件,數控工藝是支撐。要加工出好的產品,這兩條缺一不可。對數控技術和數控應用,要同時抓兩個方面,即一方面抓數控系統的開發和數控機床的研制,另一方面抓高水平數控工藝人員的培養[1]。筆者去過國內許多大型骨干企業,發現都存在同一個問題:數控機床(含進口和國產)的數量在增加、檔次在提高,而數控工藝人員的數量和水平遠不能滿足要求,致使大批存量數控機床的潛能未能完全釋放。因此筆者認為,我國應培養和造就一大批高質量的數控工藝師。下面用加工過的一個案例,來說明數控工藝在數控應用中的重要性。
2 端面梯形密封槽的數控創新加工
國內外油氣管連接處大多用同一類端面槽配以八角剖面的軟鋼質密封環來密封。這類端槽剖面呈梯形,槽寬、槽深和槽在端面上的直徑因具體零件而異。但槽兩側面的夾角都是46°。密封精度主要取決于槽寬精度、兩側面夾角精度和槽在端面上的直徑精度,以及兩側面的表面粗糙度。
在只有傳統車床時是如何加工的筆者沒有見過,但可以想象,單件質量全憑工人的磨刀技能和操作技能來保證,這類零件一般是批量生產。批量加工時質量的一致性極難保證。筆者曾在日本看到這類端面槽用數控車床加工,用的是鑲嵌切槽刀片的端面切槽刀。后來正好接到一批美國委托加工工件A上有這種端面槽(見圖1),工件材質為40CrMo,用來加工端面的切槽刀,如圖2所示。

圖1 端面有梯形密封槽零件A

圖2 端面切槽刀
設計好工藝后,車出的這批端面槽零件每件都達到圖樣要求并順利交貨。這批零件上端面槽質量的一致性非常好(沒有用磨刀和手工操作技能高超的操作工)。可見,用數控車床加工這種端面槽要比用傳統車床加工優越很多。如果還要讓此加工上一個新臺階,就需要通過工藝改進來實現。
分析此端槽刀由于刀片夾持牢靠度不高,所以進給量不能太大,切削速度也不能太高。這種刀體價格高,且其頭部容易損壞。后來不斷有類似的批量零件發過來加工。為提高加工效率和降低刀具成本,筆者做了工藝改進,改用裝35°夾角等邊菱形刀片的普通標準外圓車刀來加工。由于這種刀片夾持牢靠,刀具整體剛性好,所以可以用較大進給量和較高切削速度。刀體便宜,也不易損壞。由于原封不動使用這種標準車刀在加工過程中有少許干涉,所以用前先要把刀頭一側磨掉一些(見圖3),經修磨后可車削直徑>80mm的這類端面槽而不發生干涉。
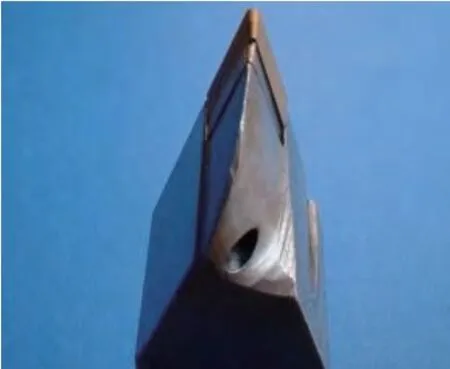
圖3 經修磨后的標準刀體
在粗車圖1所示零件A時, 給精車底面留0.15mm、兩側各留0.3mm余量,分4個來回即8層車。O1是為粗車此件編制的適用于發那科系統的專用宏程序。圖4是編此程序的用圖。
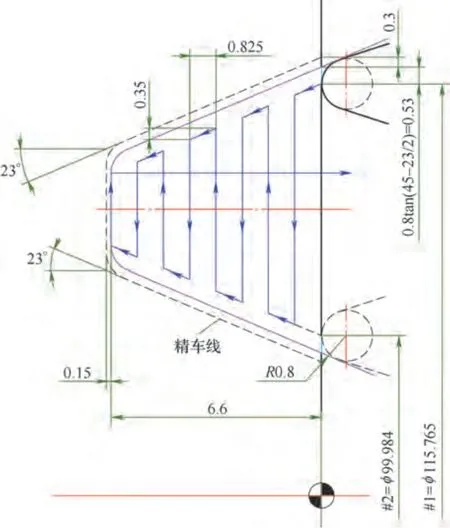
圖4 O1程序編程用圖
O1
N01 G54 G40 S360 M03;
N02 T0101;
N03 #1=115.765; (#1代表外口假想刀尖點X指令值)
N04 #2=99.984; (#2代表內口假想刀尖點X指令值)
N05 #3=0; (#3代表當層Z值,此賦初始值)
N06 G00 X#1 Z10; (快速到準備點1)
N07 Z1;(快速到準備點2)
N08 G01 Z#3 F0.15; (工進到切削準備點)
N09 #1=#1-0.7; (當層外口X指令值)
N10 #2=#2+0.7;(當層內口X指令值)
N11 #3=#3-0.825; (當層Z指令值)
N12 X#1 Z#3 F0.075; (沿外邊切削前進一層)
N13 X#2 F0.15; (向中心切削這層)
N14 IF [#3 EQ -6.6] GOTO 21; (如果剛切的己到底層,就轉退刀,否則…)
N15 #1=#1-0.7; (下層外口X指令值)
N16 #2=#2+0.7;(下層內口X指令值)
N17 #3=#3-0.825;(下層Z指令值)
N18 X#2 Z#3 F0.075; (沿內邊切削前進一層)
N19 X#1 F0.15;(離中心切削下層)
N20 IF [#3 GT -6.6] GOTO 09; (如果剛切的尚不到底層,就…)
N21 G00 Z10;(沿Z向退刀)
N22 X145 Z150 M05;
N23 M30;
程序內N03段中給#1賦值的計算
117.424-2×0.3-2×0.8tan(45-23/2)=115.765
程序內N04段中給#2賦值的計算
98.324+2×0.3+2×0.8tan(45-23/2)=99.984
程序內N09段中0.7值的計算
[(6.75-0.15)/8]tan(23)×2=0.7
程序內N11段中0.825值的計算
(6.75-0.15)/8=0.825
后來此類零件的品種多了,又編了一個適用于發那科系統的通用宏程序O2。
這是個“傻瓜”程序,只要是這類端槽, 都可套用此程序來粗車。無須讀懂它,只要按工件實際尺寸和工藝要求給開頭的8個變量賦值即可。圖5是這個通用宏程序的編程用圖。
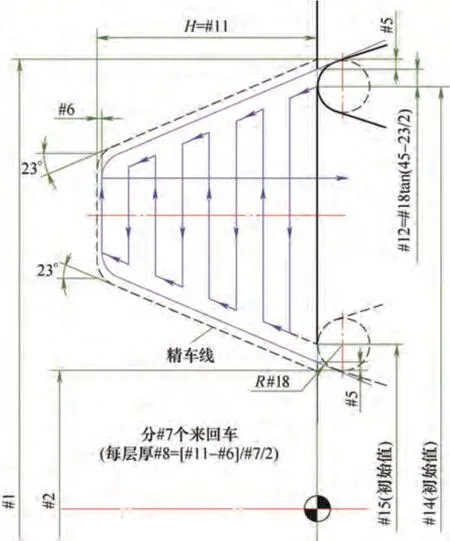
圖5 通用宏程序編程用圖
O2
N01 #1=a; (#1代表槽外口的直徑)
N02 #2=b; (#2代表槽內口的直徑)
M03 #11=h; (#11代表槽的深度)
N04 #5=j; (#5代表槽兩側面的精車留量)
N05 #6=k; (#6代表槽底面的精車留量)
N06 #7=d; (#7代表粗車的往復次數)
N07 #9=f; (#9代表粗車在往復時的進紿量)
N08 #18=r; (#18代表刀尖半徑)
N10 G54 S360 M03; (主軸轉速可變)
N11 T0101; (刀位號和刀補號可變)
N12 G00 X200 Z100; (到準備點,準備點位置可變)
N20 #8=[#11-#6]/#7/2; (#8代表層厚)
N21 #10=0; (此#10代表當層Z值,此賦初始值)
N22 #12=#18*TAN[45-23/2]; (#12代表內、外口假想刀尖點偏移)
N23 #14=#1-2*#5-2*#12;(此#14代表外口X指令值,此賦0層初始值)
N24 #15=#2+2*#5+2*#12; (此#15代表內口X指令值,此賦0層初始值)
N25 G00 X#14 Z10; (快速到準備點1)
N26 Z1; (快速到準備點2)
N27 G01 Z0 F#9; (到達切削準備點)
N28 #14=#14-2*#8*TAN[23]; (此#14代表當層外口X指令值)
N29 #15=#15+2*#8*TAN[23]; (此#15代表當層內口X指令值)
N30 #10=#10-#8; (左側的#10代表當層Z指令值)
N31 X#14 Z#10 F[#9/2]; (沿外邊切削前進一層)
N32 X#15 F#9; (向中心切削這層)
N33 #14=#14-2*#8*TAN[23]; (此#14代表下層外口X指令值)
N34 #15=#15+2*#8*TAN[23]; (此#15代表下層內口X指令值)
N35 #10=#10-#8; (左側的#10代表下層Z指令值)
N36 X#15 Z#10 F[#9/2]; (沿內邊切削前進一層)
N37 X#14 F#9; (離中心切削下層)
N38 IF [#10 GT [-#11+#6]] GOTO 28; (如果未切到底層,就回上去繼續車)
N39 G00 Z10; (沿Z向快速退出)
N40 G00 X200 Z100 M05; (退到回退點,回退點位置可變)
N41 M30;
可以把N20~N38段摘出來作為子程序O4,這樣這個通用宏程序就變成主程序O3調用子程序O4。
O3(主程序號)
(N01~N12段同O2號程序中的N01~N12段)
M98 P4; (調用O4號子程序)
N40 G00 X200 Z100 M05; (退到回退點, 回退點位置可變)
N41 M30;
O4 (子程序號)
(N20~N38段同O2號程序中的N20~N38段)
M99; (子程序結束,返回主程序)
上述通用宏程序,可以很容易地翻譯成適用于其他數控系統的通用宏程序。對于發那科系統,這個通用宏程序還有另外一種格式,即用G65指令調用子程序的格式。
O5(主程序號)
N10 G54 S360 M03; (主軸轉速可變)
N11 T0101; (刀位號和刀補號可變)
N12 G00 X200 Z100; (到準備點,準備點位置可變)
G65 P4 Aa Bb Ii Jj Hh Kk Dd Ff Rr; (調用O4子程序并給其內的變量賦初始值)
N40 G00 X200 Z100 M05; (退到回退點, 回退點位置可變)
N41 M30;
主程序G65段中:
a代表槽外口的直徑,給O4子程序中的#1賦初始值。
b代表槽內口的直徑,給O4子程序中的#2賦初始值。
h代表槽的深度,給O4子程序中的#11賦初始值;
j代表槽兩側面的精車留量,給O4子程序中的#5賦初始值。
k代表槽底面的精車留量,給O4子程序中的#6賦初始值。
d代表粗車的往復次數,給O4子程序中的#7賦初始值。
f代表粗車往復時的進紿量,給O4子程序中的#9賦初始值。
r代表刀尖半徑,給O4子程序中的#18賦初始值。子程序O4同前述子程序O4。
上面三組通用宏程序的使用效果是一樣的,只是最后一種格式不便于翻譯成適用于其他數控系統的程序。如果用通用宏程序粗車圖1所示件A,套用三組中哪一組都行,只要把117.424值賦給a、98.324值賦給b、6.75值賦給h、0.3值賦給j、0.15值賦給k、4值賦給d、0.8值賦給r即可。
精車程序很簡單, 只是要注意在精車程序中車兩側面應使用兩個不同的刀補號。圖6為比零件A大的零件B上機床準備加工。由于是批量加工,所以粗、精車各用一把(同樣的)車刀。圖7是正在用上述通用程序加工零件B上的端面密封槽。圖8是零件B上車好的端面密封槽。

圖6 零件B上機床準備加工

圖7 加工零件B上端面密封槽

圖8 零件B上端面密封槽已車好
按此改進后新工藝加工這類端面槽,在保證質量達到圖樣要求的前提下,加工時間縮減為原工藝的一半,刀具費用降低到原工藝的40%。
數控系統及配置的數控機床是硬件,加工程序包括宏程序是軟件。要讓數控技術轉換成生產力,必須軟、硬結合。從此例可以看到,其中由深厚功底的工藝師編出的宏程序有獨特的作用。
3 結束語
通過上述案例可以看到,數控工藝在數控應用中發揮重要作用。只有高水平的數控工藝人員才能做出高水平的工藝,包括編出高水平的程序。各數控應用企業深知這個道理,實踐和培訓是造就高水平數控工藝師不可或缺的兩個途徑。數控應用人員大致可分兩類:工藝和操作,可以交叉和跨界。在有的中小企業中,數控工藝和機床操作由一人擔當。但在大企業如汽車制造廠中,工藝人員和操作人員還是明確分開的。現在我國對數控技能(操作)人員的培養和培訓很重視,這是十分必要的。
某集團總公司從2003年到2019年連續17年舉辦數控高技能人才培訓班(每年1~2期)。筆者每期去講課時發現,各期都有工藝人員來參加。而總公司文件要求參訓人員的條件是有實踐經驗的技能人員。可見,該集團總公司下屬的企業在培訓數控技術(工藝)人員方面有較高的需求。筆者在與不少大型骨干企業技術負責人交談時,對方差不多都談到因缺少能獨擋一面的數控工藝人員而影響數控機床使用效果的問題。因此筆者希望,除了舉辦數控高技能人才培訓班外,還應舉辦針對數控工藝人員的高技術人才培訓班,以協助企業盡快造就一批高水平的數控工藝師。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生(2015年3期)2015-11-19 02:53:32
