多段拼接床身的加工精度控制
2022-02-24 07:31:36張顯文
金屬加工(冷加工) 2022年2期
張顯文
紐威數控裝備(蘇州)股份有限公司 江蘇蘇州 215153
1 序言
床身是數控機床最基礎的零件,多數床身上安裝滑動導軌,工作臺安裝在導軌滑塊上進行移動,其導軌安裝面的精度對機床整機的精度及性能起著決定性的作用。隨著行業發展,對大型、長行程機床的需求越來越多,受到加工工藝性、機床行程、運輸、吊運、裝配的制約以及設計的模塊化限制,此類長行程機床的床身均由多段床身拼接而成。長行程機床對床身導軌安裝面的精度要求更高,受制于加工機床的精度及行程,拼接床身導軌安裝面的直線度精度是加工的難點。
傳統分段加工方法采用精度傳遞的方式,將中間兩段床身拼接成一組后磨削至精度要求,拆除一段,然后添加另一段床身拼接,再以磨好的床身為基準磨削拼接上一段床身。以此類推,采用積木式拼接將精度一段一段傳遞下去。由于床身在磨削時易變形,精度不穩定且難以控制,磨削效率低,加工時間長,所以通常在裝配時要配合鏟刮才能讓導軌安裝面達到全長直線度的要求。
公司原來將床身組件組合拼接好后用20m龍門整體加工來保證導軌安裝面的直線度精度,但在機床無法保證精度或組件床身超出機床加工行程的情況下,無法采用組件組合精加工來保證精度。
本文對公司生產的PM2580、PM30100型床身組件的加工精度控制進行介紹。
2 零件介紹
床身組件精度要求及其分段床身布局見表1,分析其加工難點如下。

表1 床身組件精度要求及其分段床身布局
1)床身為3段分件拼接,全長分別為16800mm(見圖1)和21300mm。
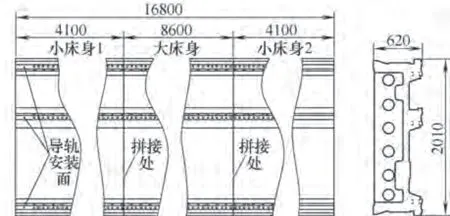
圖1 床身組件PM2580HA0111-00示意
2)床身為3條導軌安裝面,導軌安裝面正側向直線度要求:0.06mm/全長、0.07mm/全長、0.01mm/1000mm。
3)現有機床無法直接加工至要求精度,需要分段加工保證拼接后3條導軌安裝面的直線度要求。
3 精加工方案
分段床身的粗加工放到精度不高的機床分段加工,導軌安裝面及拼接面留余量0.5mm,其余關聯尺寸在自由公差下保持一致性。精加工時考慮機床本身的精度誤差,將分段床身按照組件順序進行擺放,使大小床身拼接面面面相對(見圖2、圖3),即小床身1拼接面A朝向機床X+方向,大床身拼接面B朝向機床X-方向,大床身拼接面C朝向機床X+方向,小床身2拼接面D朝向機床X-方向,以此抵消機床X、Z垂直精度誤差在結合面上產生的影響[1]。先精加工中間大床身,保證導軌安裝面的直線度精度及側向間距,再進行拼接面精加工。然后分別精加工外側兩個小床身,保證導軌安裝面直線度精度,同時保證與已加工的中間大床身在導軌安裝面側向間距尺寸(見圖4、圖5)的一致性<0.02mm,最后精加工拼接面。當精加工任意小床身時導軌安裝面側向間距尺寸大于已加工的大小床身導軌安裝面側向間距尺寸超過0.02mm,則需重新加工已加工的大、小床身導軌安裝面側向,直至側向間距尺寸的一致性<0.02mm[2]。

圖2 床身精加工時的放置樣式

圖3 床身拼接面
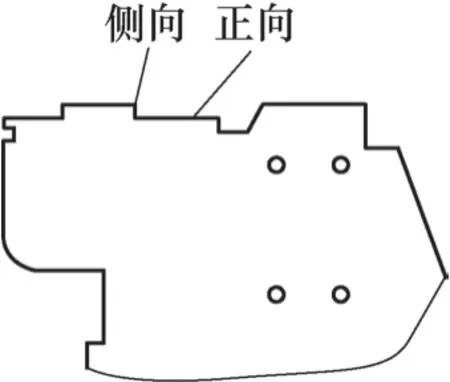
圖4 床身導軌正側向
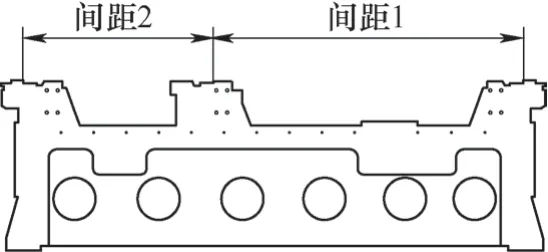
圖5 床身導軌安裝面側向間距
上述方案首次加工后對大、小床身進行拼接,如圖6所示,先將中間大床身調成水平、地腳螺釘頂實,再吊起小床身,使小床身拼接面接觸大床身拼接面,在拼接面正向鍵槽內放置調整鍵,小床身緩慢降落,檢測導軌安裝面正側向臺階<0.1mm時,將小床身地腳螺釘頂實,調整小床身地腳螺釘,使小床身水平且拼接面縫隙均勻后,行車松開移走。通過調整鍵調整導軌安裝面側向,通過調整地腳螺釘調整導軌安裝面正向。推表檢測大小床身導軌安裝面正側向臺階,保證每條導軌安裝面正側向平面落差<0.01mm,用扭力扳手將扭矩設置為450 N·m,鎖緊拼接處聯接螺釘,用塞尺檢查拼接面各處,保證0.02mm厚度塞尺不入[2]。
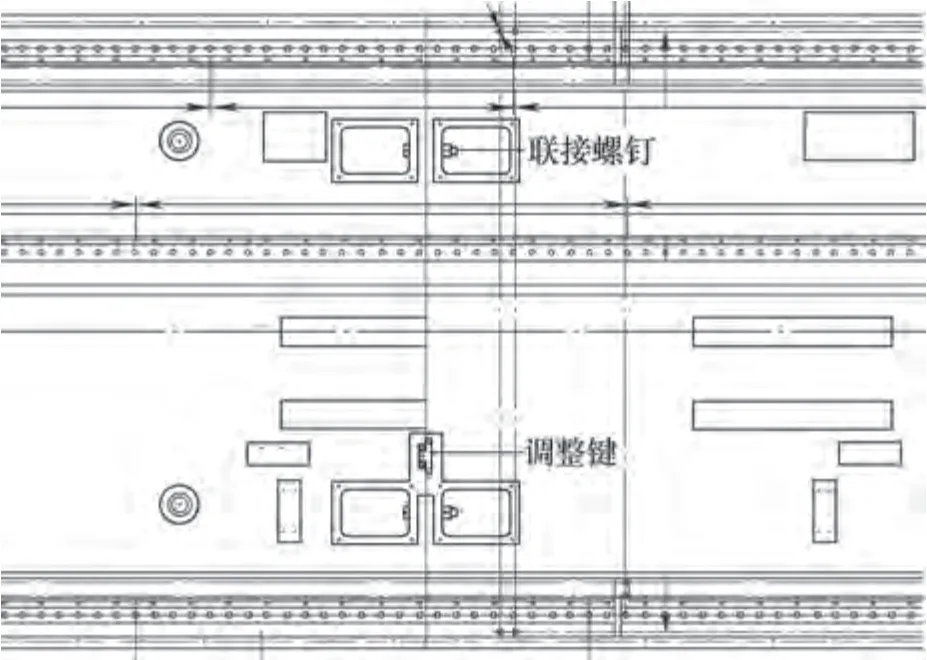
圖6 床身拼接處的聯接
用光學準直儀檢測床身組件導軌安裝面精度,采用前期加工方案時床身組件兩端出現“擺尾、倒C”狀態(見圖7)。收集誤差數據,分析原因。床身長度8600mm,寬度2010mm,機床X、Y垂直精度和加工拼接面的誤差會在長度方向產生放大效果。為糾正因此產生的“擺尾、倒C”偏差,修改加工方案(見圖8),在加工兩邊小床身時,先保證導軌安裝面精度及間距尺寸,再將床身側向校成傾斜后再加工拼接面。組件拼接后檢測數據,收集誤差數據,修正兩邊小床身傾斜加工量,使得拼接后組件床身精度合格。
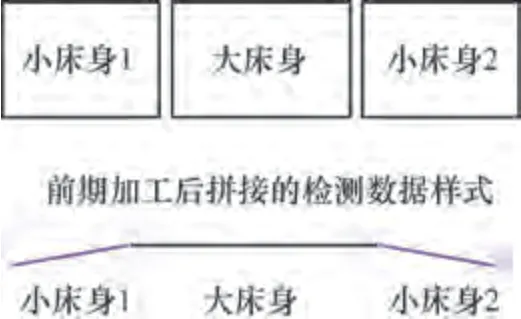
圖7 前期加工方案
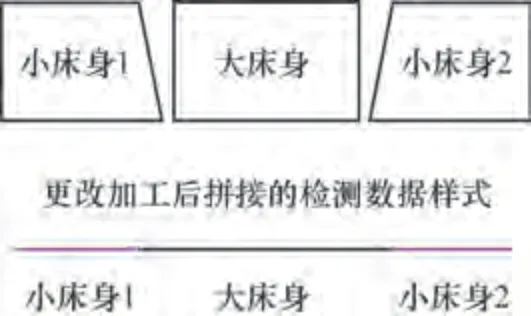
圖8 更改后加工方案
加工方案部分說明如下。
1)精加工設備:10m龍門加工中心。
2)設備精度:正側向直線度0.03mm/8600mm、X⊥Y=0.024mm/800mm、X⊥Z=0.02mm/800mm、Y⊥Z=0.002mm/800mm。
3)工件擺放:按照組件順序放置,使拼接面相對放置。
4)分段床身加工精度要求(直線度)見表2:以有效運動行程0.016mm/1000mm,每增加0.008mm/1000mm計算[2]。總結出的分段床身拼接面加工時導軌安裝面側向傾斜要求見表3。

表2 分段床身加工精度要求 (mm)
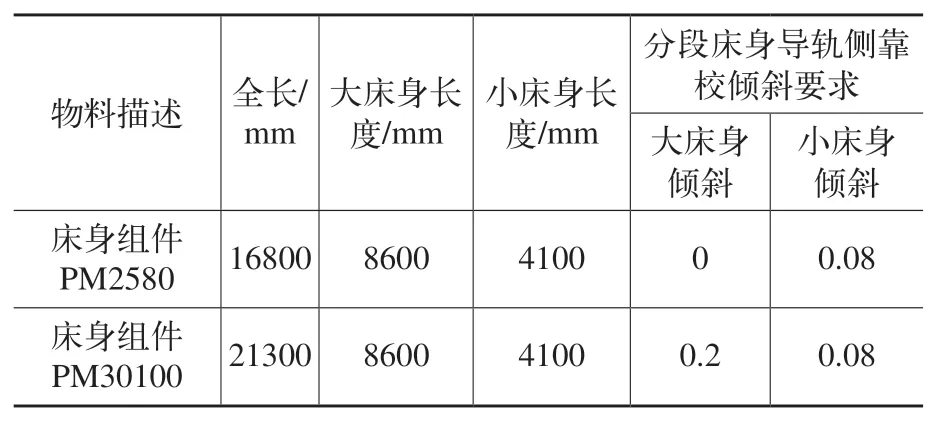
表3 分段床身拼接面加工時導軌安裝面側向傾斜要求
4 分段加工與組件組合加工精度對比
分件床身按照要求的直線度精度及方法加工后再拼接檢測的直線度滿足圖樣精度要求,與原來組件整體加工方法檢測的直線度圖形無明顯差異[3]。
圖9~圖11為床身組件PM2580HA0111-00分段加工與組件組合加工檢測的直線度,均符合0.06mm/全長要求(紅色曲線為側向直線度、藍色曲線為正向直線度)。床身分段加工拼接后實物檢測如圖12所示。
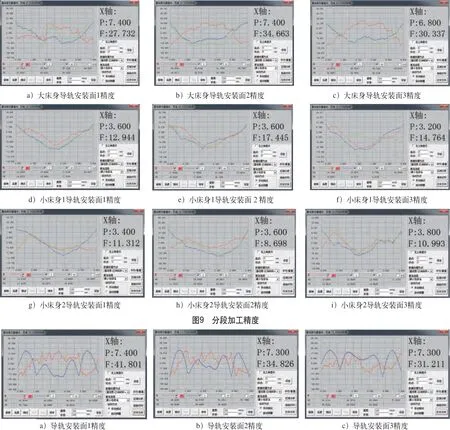
圖10 分段加工拼接后組件精度
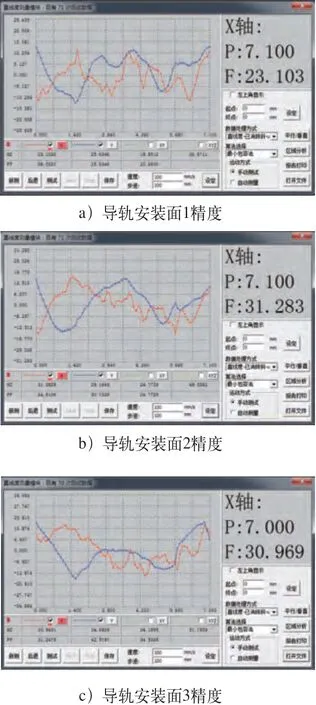
圖11 組件組合加工精度

圖12 床身分段加工拼接后實物檢測
5 結束語
長行程機床的床身組件加工受加工機床行程及精度的限制,無法組合直接加工到精度。上述加工方案是一種新的有效嘗試,避免了加工機床行程限制,只要加工機床本身的精度合格,就可以加工長行程的床身組件。
通過收集分析數據,對不同長度的床身組件修正結合面加工的傾斜數據,可以達到拼接后全長精度要求。通過實踐,長度21300mm、30402mm等系列床身組件分段加工拼接后精度也符合要求。此加工方案擺脫了床身組件受加工機床行程的限制,為加工更長的床身組件提供了可行性的方案。相對于分段磨削,銑削不僅使加工精度更穩定,而且有效提高了加工精度及加工效率。
