某型特種車輛承載側梁焊接技術李曉輝
2022-02-28 10:39:50李曉輝王飛李曉輝易冉王彥元趙元鵬欒蓉
內燃機與配件 2022年5期
李曉輝 王飛 李曉輝 易冉 王彥元 趙元鵬 欒蓉





摘要: 本文介紹了某型特種車承載側梁的結構形式、工藝難點分析,通過對側梁不同角度雙坡口焊接技術進行研究與實踐,探索出一套完整的側梁焊接技術。該焊接技術有效地控制了側梁的焊接變形,保證了側梁的焊接質量,滿足了產品設計技術要求。
Abstract: This paper introduces the structure and process difficulty analysis of a certain type of special vehicle load-bearing side beam. Through the research and practice of welding technology of double grooves with different angles of the side beam, a complete set of welding technology of the side beam is explored. The welding technology effectively controls the welding deformation of the side beam, ensures the welding quality of the side beam, and meets the technical requirements of product design.
關鍵詞: 某型特種車;承載側梁;不同角度雙坡口;焊接技術
Key words: a certain type of special vehicle;load-bearing side beam;double grooves with different angles;welding technology
中圖分類號:P755.1 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1674-957X(2022)05-0031-03
1 ?概述
某型特種車是一種在標準軌距線路上運行,裝運大型變壓器等闊大貨物的特種車輛。該車具有載重大、自重輕、性能可靠、兼容性強等特點。整車全長61010mm,載重360t,自重200t,承載框架側梁組成是該車型結構最復雜,生產難度最大的零部件。它由上蓋板、下蓋板和腹板工藝件等組成的變截面箱型結構,選用了HG70E高強鋼,這種鋼的焊接質量是影響該車承載性能結構強度的關鍵環節,因此對焊接質量要求非常高。前期生產中出現了焊接缺陷,針對這一狀況,對其焊接工藝進行優化。
2 ?產品結構及工藝難點分析
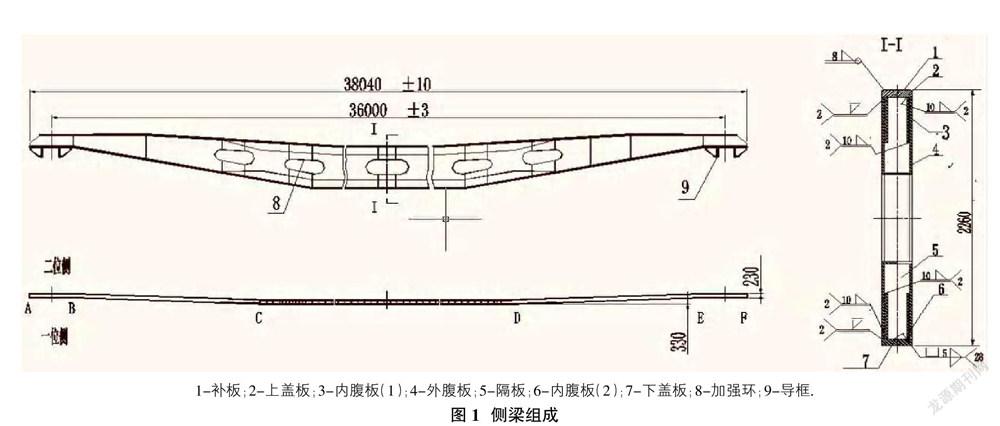
側梁由上下蓋板和腹板等組成,如圖1所示。側梁呈箱型梁結構,由于其長度較長,焊接后的形位公差要求較高,特別是腹板與上下蓋板的焊接,焊縫長度長,熔深較深,焊絲填充量很大,熱輸入量較大,焊接過程中,容易出現焊接缺陷,因此增加了側梁的焊接難度。
3 ?材料性能分析
3.1 側梁母材性能分析
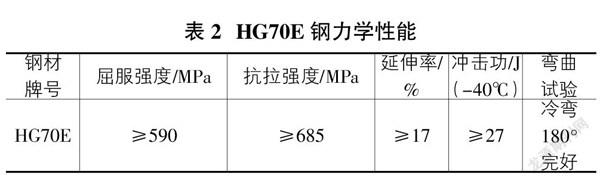
HG70E是一種低合金高強鋼,具有較高的強度和硬度、較好的焊接性、良好的冷彎性能和低溫沖擊性能;具有一定淬硬傾向,焊前需預熱,以提高其臨界斷裂應力,降低其冷裂紋敏感性。它的化學成分和力學性能如表1、表2。
3.2 焊材性能分析
HG70E與HG70E鋼焊接采用直徑?覫1.2mm的ER69-G的焊絲(焊絲的化學成分和熔敷金屬力學性能符合GB/T 8110-2020的要求)。焊材的化學成分和力學性能如表3、表4。
4 ?焊接工藝要求
4.1 焊接設備
焊機選用氣體保護焊機KRⅡ-500,選用直流反接的連接方式。焊機狀態應良好,能在所要求的電流范圍內提供穩定的電弧,而且安全可靠。
4.2 焊接工藝要求
①焊前清理:待焊處及其周圍50mm范圍內母材的氧化皮、水、鐵銹、油污等異物須清理干凈,直至露出金屬光澤。
②預熱:HG70E鋼板的焊縫,包括點焊,必須先預熱,預熱范圍應包括焊縫兩側各100mm以上,盡量在焊縫的另一側鋼板面預熱。預熱時應有專人測溫,溫度范圍為80℃~120℃。
③定位焊:因承載框架側梁的上下蓋板與腹板的拘束應力較大,定位焊分兩層:第一層長80-100mm,第二層在第一層的中間,長度約40-60mm,留出兩個端頭,以方便后面焊接,間距為500mm左右。
④多層多道焊:打底焊前將所有定位焊兩端打磨成斜坡狀,以保證焊縫接頭充分熔透;在焊接斜坡段焊縫時,應采用上坡焊。焊接時采用窄焊道操作方法,焊絲擺動幅度盡可能小;在焊接之前將焊道里所有可見的缺陷及異物須清理干凈,并保持每層焊縫厚度3~5mm,層間溫度控制在100℃~150℃范圍內。
⑤焊縫外觀:所有焊縫均應熔合良好,不允許出現咬邊,弧坑裂紋等缺陷。
5 ?焊接操作技術
①打底層采用左、右焊法均可,焊角為5-6mm。在焊接過程中,焊槍與蓋板的夾角為20°-30°(如圖2所示),與焊接方向的前傾角在70°-110°為宜,可利用電弧吹力作用延緩熔池液態金屬的推進,延長電弧在熔池內停留時間,獲取更大的電弧熱量時,加大焊縫熔深,保證焊縫根部焊透且熔合性好,同時能得到外觀飽滿而平滑的焊縫。
②填充層采用左焊法,第一層采用一道焊接,填充層從第二層開始,采用多層多道焊接,第二層使用兩道焊接,第三層使用三道焊接,以此類推,最后的填充層焊完后,焊道預留深度為1-3mm,以方便蓋面層焊接操作實施。
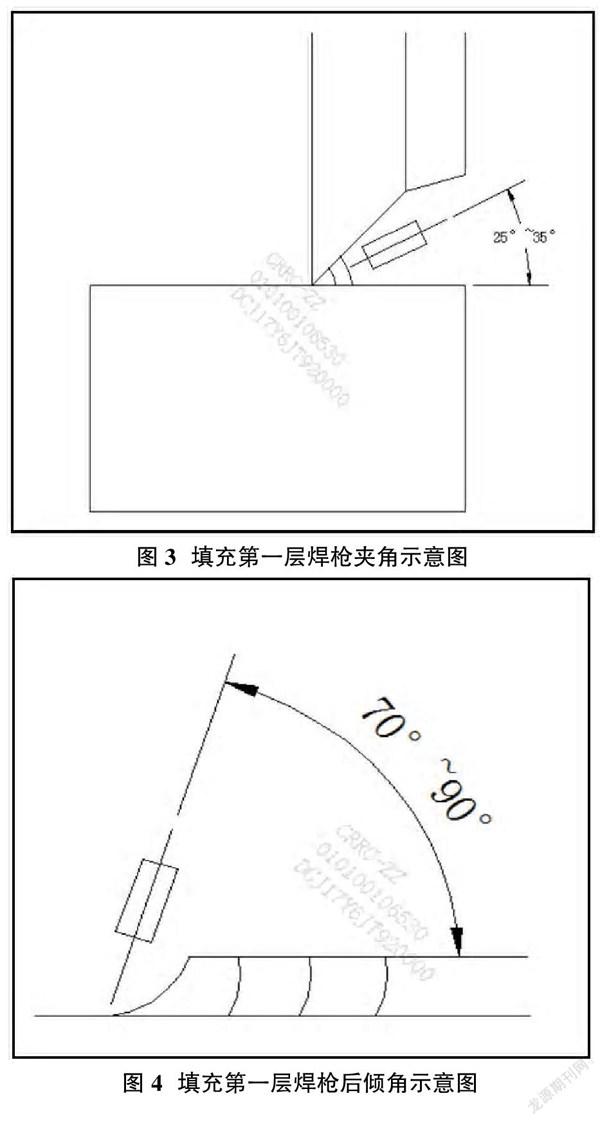
1)填充第一層焊接時,焊角尺寸為7-8mm,焊槍與蓋板的夾角為25°-35°(如圖3),與焊縫方向呈70-90°的后傾角(如圖4),采用圓圈形運條、月牙形運條、鋸齒形運條、三角形運條方法均可,當焊絲運條至焊道上側與補強板坡口夾角處稍作停留0.5-1秒,再快速向下斜拉至熔池下側與蓋板連接位置距熔池前端1/4處,以保證焊縫兩側與母材充分熔合。
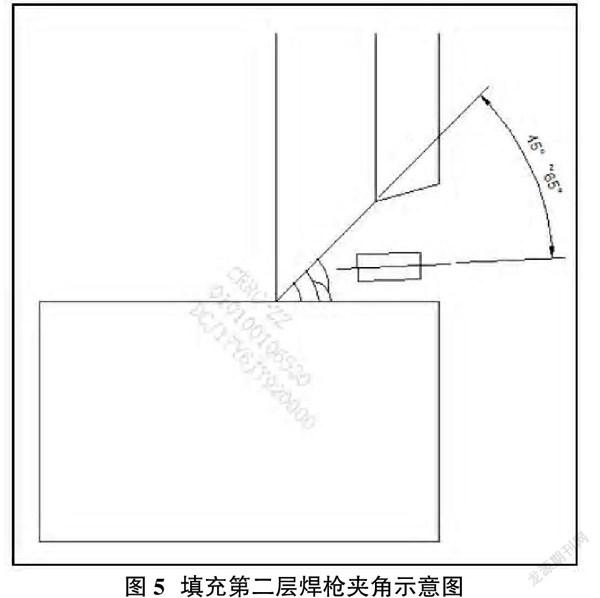
2)填充層第二層第一道焊接時,焊角為4-5mm,焊槍與蓋板的夾角為20°-30°,與焊縫方向的后傾角在60°-85°為宜,采用直線往返形運條方式。第二道焊接時,焊槍與補強板坡口面夾角為45°-65°(如圖5所示)為宜,與焊縫方向的后傾角在60°-70°可采用小月牙形運條和小斜圓圈運條焊接,當焊絲運條至焊道下側須回壓第一道焊縫寬度的1/2-2/3處,焊縫厚度為4-5mm,與第一道焊縫保持一致,使焊縫表面與蓋板保持垂直,有利于后續焊縫層的排列,始終保證焊縫表面與坡口面之間的角度尺寸,直至第一塊腹板坡口焊完。
3)填充層從第三層開始,往后每層的第一道和最后一道焊接操作方法與第二層一致,中間焊縫焊接時采用左焊法,焊槍與焊縫表面的下夾角為80°-90°為宜(如圖6所示),與焊縫方向的后傾角在60°-70°可采用直線往返形運條和小斜圓圈運條方法焊接,當焊絲運條至焊道下側須壓住第一道焊縫寬度的1/2-2/3處,焊縫厚度為4-5mm,第三層的操作方法可適用至填充層的最后一層。
③蓋面層第一道焊接時,采用左焊法,焊槍與蓋板夾角為30°-50°(如圖7所示),與焊縫方向的后傾角在60°-90°為宜,采用直線往返形運條方式,熔合蓋板棱邊1-2mm為宜。中間焊縫與第三層的中間焊縫焊接方式一致。最后一道焊接時,焊槍在焊縫寬度下夾角為70-90°(如圖8所示),與焊縫方向的后傾角為65-85°,焊絲以第一道焊縫上側熔合線與焊縫熔合線中心為中心運條,采用直線往返運條,熔合第一道焊縫的1/2至2/3及腹板坡口棱邊0.5-1mm為宜,控制焊縫不咬邊,不做橫向擺動。收弧時,焊縫一定要填滿弧坑,以避免產生弧坑裂紋,從而保證焊接質量,并使焊接外觀成型良好。
6 ?結論
通過對某型特種車輛箱型側梁焊接技術的研究與探索,該焊接技術使焊工操作動作更加標準化、規范化,能讓不同等級的電焊工在類似厚板雙坡口不同角度接頭形式的產品生產中快速掌握,有效避免焊縫產生未熔合的質量問題。
參考文獻:
[1]張文鉞.焊接冶金學[M].北京:機械工業出版社,1996.
[2]王宗杰.熔焊方法及設備[M].北京:機械工業出版社,2006.
[3]李亞江.焊接冶金學-材料焊接性[M].北京:機械工業出版社,2006.