汽車生產中模塊化料架的設計與開發
2022-03-02 10:05:34邵文華瞿賢妹王宇佳
汽車與新動力 2022年1期
關鍵詞:模塊化
邵文華 瞿賢妹 王宇佳
(1.上汽大眾汽車有限公司,上海 201805;2.遼寧科技大學機械工程與自動化學院,遼寧鞍山 114051)
0 前言
沖壓零件傳統料架的主體結構為鋼管焊接結構,其優點是剛度大,在物流運作過程中不易變形,且使用壽命較長。但是,由于焊接結構不易變動,該結構僅適合于特定外形尺寸的零件。當新車型投產或者車型發生變更,零部件外形尺寸發生變化時,需要改制料架或者制作新料架,從而增加了包裝投入成本[1]。
當車型產量波動或者某款車型提前量產結束(EOP)時,企業會出現閑置的存放零件的器具,這將增加企業的倉儲成本。鑒于此,本文擬開發一種新型的模塊化料架,該器具可以根據不同車型的需求實現動態調整切換,既為企業節約了料架開發時間,也減少了企業包裝投入和倉儲成本[2]。
1 模塊化料架方案
模塊化料架是把框架組件和定位件組件進行標準化管理,形成標準系列數據庫,通過框架和定位件的拼裝,滿足多種零件的存放需求[3]。
圖1示出了模塊化料架的示意圖。模塊化料架的外框要求可拆卸、可替換,左側板、右側板、后背板及底板通過螺栓鏈接自由組合拼裝,通過更換標準組件的尺寸來適應不同零件的存放需求。
此外,模塊化料架的定位件可根據具體的需求進行固定,其位置和尺寸可隨零件的變化進行任意調整或改變。
2 模塊化料架設計及開發
以奧迪(Audi)A7L項目中前蓋內板料架為試點,按照模塊化的理念,將料架劃分為底框、后背板及側板等多個模塊。其中,底框按照上汽大眾汽車有限公司相關標準進行制作,側板及后背板則根據零件的大小和形狀進行定制。料架主體結構由底框、后背板及側圍板通過螺栓連接組成。由于標準組件可以被拆解替換,因此,該料架可滿足車型變化時的料架需求及物流運作時的維修需求。
在進行模塊化料架設計時,需要重點考慮以下3個方面:①組件之間連接結構必須牢固可靠,料架主體需要滿足承重要求。②為了滿足組件組裝和替換的匹配性,這些組件在制作過程中必須通過焊接平臺來確保其水平度。使用激光切割機確保工裝制作的精度,并確保所制作的工裝與組件制作具備一致性。③考慮到組件需要多次使用,為避免組件油漆脫落出現腐蝕氧化現象,需要對底框、后背板及側圍板進行整體鍍鋅。
2.1 料架底框
除了按照上汽大眾汽車有限公司標準制作料架底框外,還需要對料架底框增加以下額外的組件:①為方便側板和背板的安裝,需要在底框的4個角處焊接鋼板。該鋼板上的4個安裝孔必須采用激光打孔來確保其精度(圖2)。②需要在料底框安裝帶孔的扁鐵。③需要在料架底框進行打孔,孔距約為75~100 mm。
2.2 料架側板
為了增加料架側板的穩定性和強度,需要加裝X形支架。側板網格要求按照車型的需求進行制作,以方便定位件的安裝和調整。側板與底框通過螺栓進行連接,考慮到螺栓安裝和拆卸的便利性,需要預留一定的操作空間(圖3)。
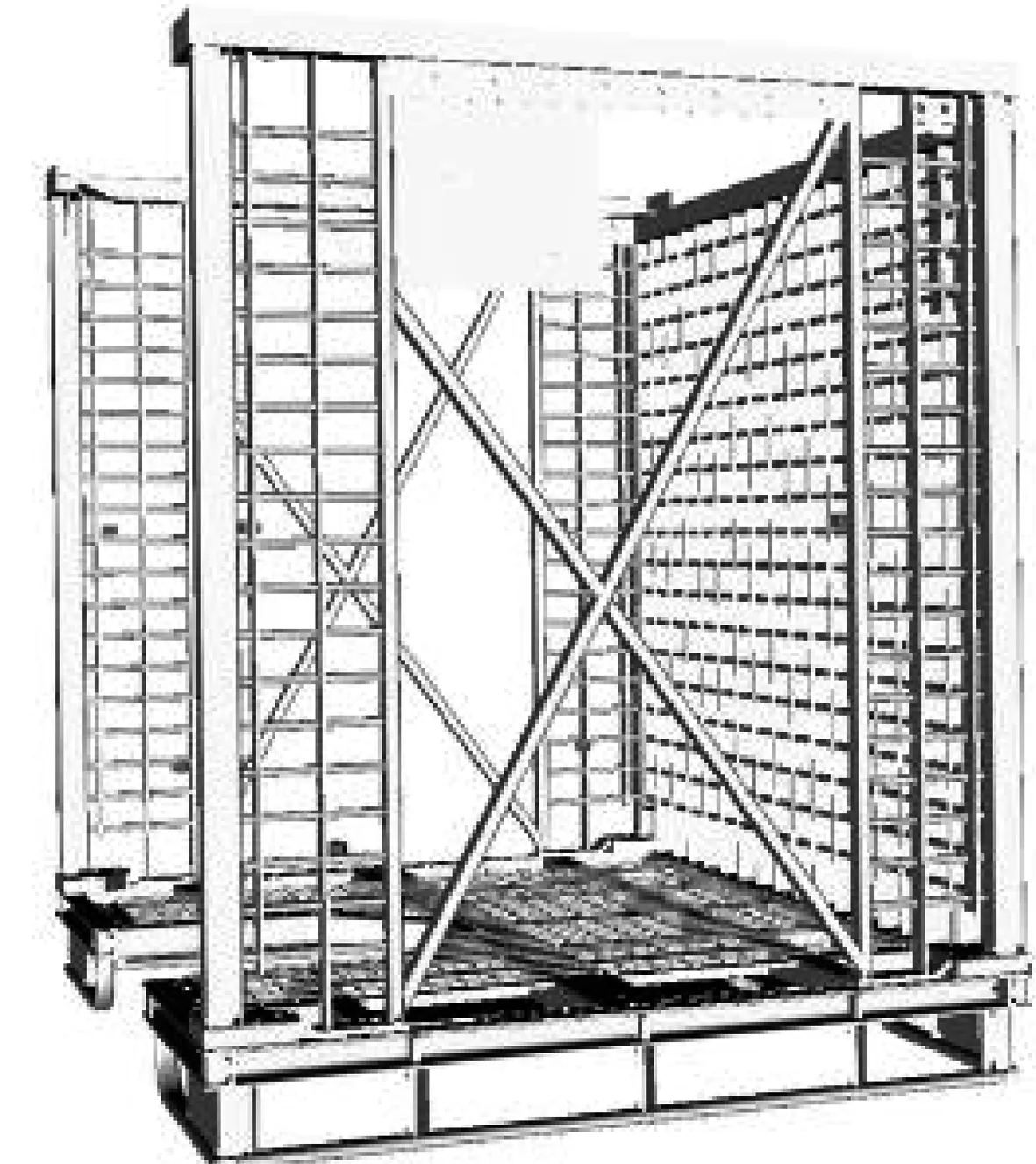
圖3 料架側板結構
2.3 料架背板
料架背板由扁鋼和圓鋼組成網格狀,便于定位件安裝和調整。背板下部的左右兩側需要預留空間,方便技術人員進行螺栓安裝及拆卸。
2.4 各組件連接
模塊化料架的結構為螺栓連接結構,螺栓連接的強度必須滿足滿箱承重900 kg的要求。因此,需要使用至少型號規格為M8或M12的鍍鋅螺栓,螺母必須為自鎖螺母。
3 模塊化料架開發實例
3.1 料架整體結構
以料架的前蓋內板沖壓料架為例,對料架整體結構進行分析。前蓋內板模塊化料架可分解為料架主體、懸臂組件、側擋組件及定位擋塊等部件。其中,料架主體可進一步分解為底框、側框和后側框(圖4)。

圖4 前蓋內板沖壓料架部件示意圖
底框、左右側板及后背板通過螺栓連接構成了料架的主體部分。在主體框架基礎上,通過增加懸臂組件(該組件可根據不同零件的需求制作成不同的懸臂桿)、側擋組件及后定位支點等部件,可開發出1個完整的料架。通過對懸臂組件、側擋組件及后定位支點的調節,使料架能夠兼容不同車型的零件。其中,該料架的2個懸臂的高度、間距和角度均可調節,側擋組件高度也可調節,技術人員可根據零件特征對料架的定位支點的位置進行適當位置的選取。
3.2 料架定位件的安裝與調節
料架的內板零件主要通過懸臂組件、側擋組件及定位擋塊來實現零件在料架中的緊固。根據不同車型的零件,對這些組件的安裝高度和角度進行調節。在進行料架定位件的安裝與調節操作時,通過將掛板掛入不同高度的圓鋼,實現懸臂高度的調整;通過掛板后方的螺栓及螺母的調節與鎖緊操作(螺栓在必要時需要換向),實現2個懸臂間距的調節;通過懸臂連接板上的弧形槽口配合螺釘固定,實現懸臂角度的調節。
通過將掛板掛入不同高度的圓鋼來調節側擋的高度,并根據放入零件的特征來調節定位支點的位置。此外,還可通過螺栓的轉動控制定位塊的伸出量來調節后螺母,鎖緊調節桿。
3.3 組件數據庫
對模塊化料架的各個組件進行標準化處理,形成標準系列數據庫。當有料架需求時,首先評估現有的模塊化料架是否兼容,如果現有料架與新車型零件能夠兼容,就直接使用;如果不能兼容,則需要在標準系列數據庫中選擇標準組件進行相應替換,從而形成可適應新零件的新料架。
以料架的前蓋內板料架為例進行分析。前蓋內板模塊化料架由底框、后框、側板及其他部件(懸臂、檔桿及定位塊)組成。這些組件具有不同的尺寸與型號,其尺寸與型號規格、使用數量等參數均可在數據庫中查詢。表1示出了柔性料架基本零部件的參數。

表1 柔性料架基本零部件參數表
4 結語
模塊化料架作為汽車行業新型工位器具的設計形式,其最大的優點是可以縮短料架的制作時間,提高料架循環利用率,降低工位器具的投入成本。經測算,上汽大眾汽車有限公司在后續新車型沖壓單件料架中應用了模塊化料架后,料架的數量比傳統料架減少了210個,倉儲面積節約了650 m2。
自2020年7月起,上汽大眾汽車有限公司就開始了針對模塊化料架的研發工作,整個研發過程經歷了方案設計、樣架制作及評估、車間試用及跟蹤等階段,其開發和制作技術逐步成熟。目前,上汽大眾汽車有限公司通過在預批量階段投入一定的料架數量,在1個
車型生產完成后,在下一個新車型開始前,技術人員結合零件數模或者零件實物,實現了通過拆卸組裝,快速將料架應用于新車型零件。未來,上汽大眾汽車有限公司擬通過3個車型預批量階段模塊化料架的試用,對料架出現的問題進行分析并加以解決。同時,上汽大眾汽車有限公司還將定期對模塊化料架的試用情況進行回顧與總結,為后續模塊化料架的推廣積累經驗。
猜你喜歡
海洋信息技術與應用(2022年1期)2022-06-05 07:38:22
裝備制造技術(2021年2期)2021-07-21 05:38:44
現代裝飾(2020年5期)2020-05-30 13:01:56
汽車與新動力(2019年5期)2019-11-07 05:20:16
系統管理學報(2018年3期)2018-08-13 01:05:42
中國核電(2017年2期)2017-08-11 08:00:56
流程工業(2017年4期)2017-06-21 06:29:52
流程工業(2017年4期)2017-06-21 06:29:50
石油化工建設(2015年2期)2015-12-01 04:16:44
中國教育技術裝備(2015年10期)2015-03-01 02:41:05