長期停運機組熱力設備防腐措施
2022-03-03 11:54:44丁勇,楊鑫,蔡旺
電力安全技術 2022年1期
關鍵詞:效果
丁 勇,楊 鑫,蔡 旺
(華能灌云熱電有限責任公司,江蘇 連云港 222006)
0 前言
某熱電廠擁有3 臺220 t/h 超高溫高壓燃煤鍋爐及2 臺25 MW 背壓式汽輪發電機組,主要用于滿足當地產業區集中供熱需求。疫情防控期間尚未復工復產,因此該熱電廠處于停運狀態。熱力設備停運檢修或備用期間,其系統內水汽若不排干凈就會殘留水分,導致系統內濕度較大。濕氣附著在鍋爐內表面會形成一層薄膜,薄膜遇到空氣后會發生氧腐蝕反應,出現銹蝕現象。金屬表面如存在泥污或雜質,會使這種反應大大加劇。因此,停運期間如缺乏有效的防護措施,整個水汽系統金屬內表面就會遭受腐蝕,直接影響傳熱效率和系統安全性。
1 保養方法分析
機組熱力設備防銹蝕方法選擇的基本原則是綜合考慮給水處理方式、停(備)用時間的長短和性質、現場條件、可操作性及經濟性。采用的保護方法應確保對機組正常運行時熱力系統所形成的保護膜不構成破壞,同時不影響機組啟動和正常運行時的汽水品質。此外,還應考慮的因素包括:滿足機組按電網要求隨時啟動運行的需要;設有廢液處理設施的,廢液排放應符合GB 8978—1996《污水排放綜合標準》的規定;凍結因素;大氣條件,如海濱電廠的鹽霧環境等;不會對檢修工作和檢修人員的安全帶來不利影響等。
為防止設備停用期間可能受到的腐蝕損壞,一般考慮采用以下幾種思路。
(1) 空氣隔離。防止空氣進入停用的管道內。
(2) 保持表面干燥。鍋爐表面保持充分干燥。
(3) 藥劑防腐。向管道內加入鈍化劑、除氧劑或緩蝕劑,以減緩金屬腐蝕。
該熱電廠地處海邊,空氣濕度在90 %以上,水分鹽度較高,處于長期停運狀態時考慮用氨水堿化烘干法和充氮密封法對熱力設備進行防腐保養。
1.1 氨水堿化烘干法
1.1.1 方法原理
機組為無銅機組,采用氨水堿化烘干法防止鐵的腐蝕。根據Fe-H2O 體系電位,隨著溶液電位的升高,高價離子以高價氧化物形式存在顯得更加穩定。當pH 值逐漸上升時,能夠穩定存在的物質類型也從金屬的簡單陽離子轉變為非離子態化合物;當pH 值接近10 時,溶液電位在-600~-300 mV,鐵離子(含Fe2+,Fe3+,下同)在堿性溶液中形成一種致密的磁性氧化物Fe3O4附著在管壁上形成鐵的保護膜,這種保護膜能夠對汽水管道的管壁形成良好的保護。但當鍋爐內金屬表面附有水垢或者水渣時,在其表面就會發生嚴重的腐蝕,使保護膜受到破壞。保護膜受到破壞的一個主要原因就是爐水的pH 值不合格,當pH 值小于8 或者大于13 時,腐蝕會加快,故爐水pH 值一般為9~11。
停機前,提高pH 值至達到要求;停機后,在鍋爐壓力為0.6~1.6 MPa 時,打開鍋爐受熱面所有疏放水門和空氣門,熱爐放水,利用余熱烘干鍋爐所有受熱面。
1.1.2 方案實施
停爐時,提前4 h 停加磷酸鹽或NaOH,加大除鹽水泵出口、給水泵入口氨的加入量,以盡快使給水的pH 值提高至9.6~10.5,如果停機時間長,則要求更高的pH 值,控制在10.0~10.5。
當汽包壓力降至0.6~0.8 MPa,對流過熱器后煙溫小于400 ℃,汽包壁溫度小于180 ℃,且汽包上下壁溫差小于40 ℃,爐內無紅焦時,按順序開啟過熱器和省煤器疏水閥,開啟4 個下降管放水閥及爐底分集箱放水一、二次閥進行放水,嚴格控制汽包上下壁溫差不超限。當汽包壓力降至0.15 ~0.2 MPa 時,開啟鍋爐放氣門,鍋爐放水過程中應關閉各人孔門和檢查門,關閉引風機、送風機及一次風機各風門擋板,使鍋爐緩慢冷卻,利用鍋爐余熱將余汽烘干直至鍋內空氣濕度達到60 %以下。
1.2 充氮密封法
1.2.1 方法原理
充氮密封法是水汽系統可靠的熱力設備防腐保護方法,適用于長期停爐備用保養。充氮保養是通過充入N2將O2從受熱面中清除出去,使空氣與金屬表面隔絕,從而達到防止機組汽水系統及相關設備、管道受腐蝕的目的,確保設備安全停備。
1.2.2 方案實施
鍋爐熄火后,關閉鍋爐各處疏放門、空氣門和取樣門;熱爐放水,余熱烘干;從充氮門充入N2,保證系統壓力不低于0.03 MPa,O2的體積含量不高于2 %。在N2壓力保持0.03 ~0.05 MPa 的條件下,微開水冷壁放水閥和省煤器入口放水閥,利用氮壓放盡爐水和省煤器內余水,放空后關閉上述閥門。每周在飽和蒸汽取樣管上取樣,如果O2的體積含量高于2 %,則進一步充氮、置換。
充氮密封法對于延長鍋爐、汽機、熱網管道等機組設備的使用壽命具有重要作用。但是,頻繁購進、更換N2瓶,人力和物力消耗較大,而且爐膛的嚴密性不足可能導致充氮損失更大。經調研論證,采取購進制氮機進行充氮保養的方法有效解決了這一問題,極大降低了保養成本,并提高了充氮保養措施的安全性和可靠性。
2 保養效果評價
2.1 評價標準
2019—2020 年,該廠先后3 次采用氨水堿化烘干法和充氮密封法對3 臺鍋爐做了防腐保養。防腐效果的評價主要參考機組啟動時的水汽質量,保護效果良好的機組在啟動過程中,沖洗時間短,水汽質量符合集團公司關于燃煤機組的化學監督標準。該廠結合其鍋爐過熱蒸汽壓力和汽包壓力等級,要求鍋爐啟動時給水和爐水中的鐵離子含量應分別不超過100 μg/L, 200 μg/L,汽輪機沖轉前蒸汽質量標準主要參考指標見表1。

表1 汽輪機沖轉前蒸汽質量標準
2.2 階段評價
2.2.1 冷態沖洗階段
鍋爐點火前必須進行低壓給水系統沖洗,以及鍋爐上水與高壓給水系統冷態沖洗,各項水質指標合格后方可點火。冷態沖洗階段水汽質量主要參考的是除氧器和鍋爐內部沖洗后的鐵離子含量,3 次保養效果對比情況見表2。
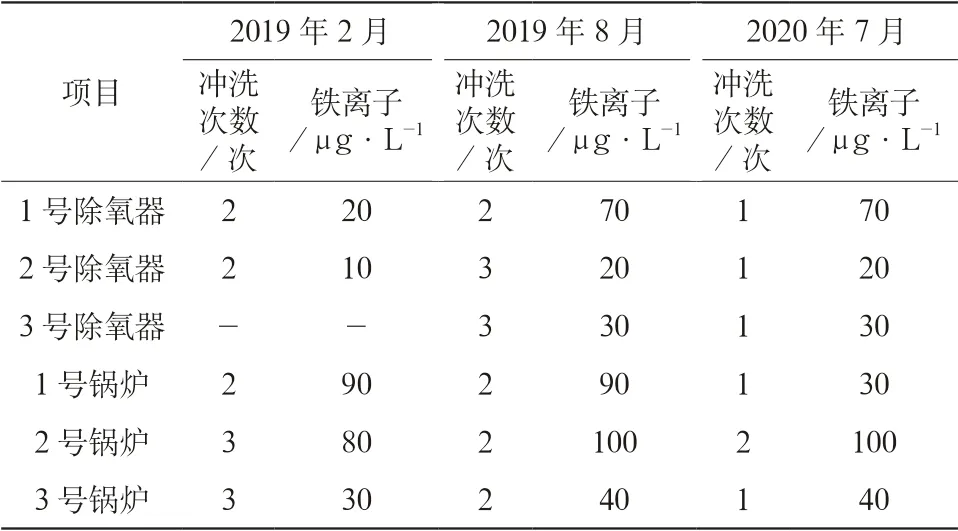
表2 冷態沖洗階段除氧器及鍋爐沖洗效果
2019 年2 月,3 除氧器為隔離狀態,未參與保養效果評價。第3 次保養時,沖洗次數明顯減少,基本沖洗一次后水質即可達標,大大節約了用水和能耗,鍋爐的充氮保養效果明顯。
2.2.2 熱態沖洗階段
鍋爐點火后,投連排,加強定排,進行熱態沖洗,并根據氨水堿化烘干法的要求,控制給水的pH 值至9.6~10.5,重點對比3 次保養過程中各臺鍋爐給水、爐水沖洗時間及鐵離子含量。該階段除氧器及鍋爐沖洗效果見表3。

表3 熱態沖洗階段除氧器及鍋爐沖洗效果
3 次保養過程中,鍋爐點火后均需進行較長時間的排污,排污初期,給水較渾濁,爐水也明顯渾濁,大量排污0.5 h 左右給水變澄清,2 ~3 h 后爐水顏色變淺,4~5 h 后沖洗結束。
(1) 2019 年2 月保養停爐前,3 臺爐爐水鐵離子含量均未達到合格標準。
(2) 2019 年8 月保養停爐前,2,3 號爐爐水鐵離子含量均控制在200 μg/L 以內,達到控制標準;1 號爐爐水鐵離子含量達到230 μg/L,略超控制標準。
(3) 2020 年7 月保養停爐前,3 臺爐水鐵離子含量均已合格。2,3 號爐停爐停機,1 號爐帶汽機沖轉,點火10 h 后,1 號爐蒸汽品質仍然合格,其飽和蒸汽與過熱蒸汽主要指標見表4。
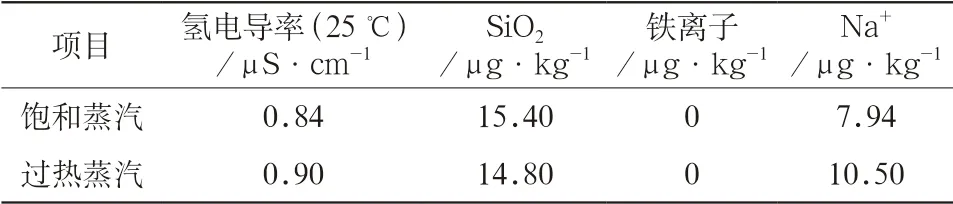
表4 1 號爐飽和蒸汽與過熱蒸汽品質
結合表1 和4 數據可知,1 號爐飽和蒸汽與過熱蒸汽的氫電導率、SiO2、鐵離子、Na+等指標均在合格范圍內。
2.3 效果評價
結合3 次點火保養中3 臺鍋爐的沖洗情況及水質數據可知,3 臺鍋爐在停爐期間不可避免地存在腐蝕現象,鍋爐點火后需長時間大量排污才能使水質好轉;第2 次保養效果較第一次有較大提升,第三次保養雖然時間間隔較長,但保養效果也值得肯定。由此可見,停爐期間采用氨水堿化烘干法結合充氮法保養,進一步減緩了設備的銹蝕進程。
在節能層面,氨水堿化烘干法總體保養成本較低,結合充氮保養,在保證設備充氮合格的前提下可減少機組點火啟動保養次數,從而可節約大量燃料成本,降低人力投入。
在環保層面,氨水堿化烘干法保養結束后,保養廢水需排至指定的廢水池中,加鹽酸調節pH 值至6.0~9.0 后排入外接管網,由廢水處理公司進行后續處置;充氮法保養無腐蝕性,保養過程中無污染物排放,安全環保。
3 結束語
結合該廠的保養實踐可知,有效結合氨水堿化烘干法和充氮法開展停運機組的保養是完全可行的,能極大避免設備在長期停運期間發生腐蝕、結垢或損壞,從而為機組隨時安全啟動提供保障。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學生學習指導(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學生學習指導(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11