沖壓零件試制過程知識獲取方法研究
2022-03-12 11:32:42趙昌葆
制造業自動化 2022年2期
關鍵詞:工藝
趙昌葆,鄭 暉
(沈陽航空航天大學 航空宇航學院,沈陽 110136)
0 引言
沖壓零件具有結構效率高、制造成本低和容易實現自動化生產等顯著特點,大量存在于航空、航天、船舶、兵器、交通及輕工等領域的裝備及產品中。由于沖壓零件制造涉及材料性能、成形條件、模具構型和設備狀況等多方面的因素,板料變形規律復雜,目前沖壓工藝制訂及沖壓模具設計對經驗的依賴比較嚴重,大部分沖壓零件須通過試制過程確定制造方法:試制過程中如果無法獲得合格的制件,則分析原因并進行調整,包括工藝方法、模具構型、坯料狀態和設備參數等,直到獲得符合要求的制件[1]。可見,沖壓零件試制是確定沖壓零件制造方法的關鍵,試制過程是沖壓零件制造知識最直接的來源。
制造行業已經普遍認識到制造知識重用的重要性,國內外在沖壓零件制造知識方面進行了大量的研究,并開發了各種基于知識的設計系統[2~4]。沖壓零件制造知識主要包括工藝規劃知識和模具設計知識,用于工藝方案規劃、工序內容設計、模具結構確定及零件構型設計等[5,6]。同時,對沖壓零件制造和檢驗方面的知識也進行了研究[7]。
沖壓零件是由沖壓設備通過沖壓模具直接在坯料上加載實現材料流動和制件成形的,坯料狀態、工藝方法、模具構型和設備運行是制件成形的四個核心要素,它們通過“成形過程”緊密耦合在一起。例如,筒形件拉深中為了改變材料進入凹模的阻力,可以改變坯料和模具之間的潤滑方式,調整模具的壓邊裝置,改變坯料的形狀和尺寸,上述措施要求設備運行參數(例如拉深力和拉深速度)作相應調整。因此,要完整地表達沖壓零件制造知識,必須全面反映與“成形過程”相關的坯料狀態、工藝方法、模具構型和設備運行等因素。此外,沖壓零件制造知識,不僅應包括最終的制造方案,還應包括試制過程中歷經的中間方案,中間方案主要反映制件缺陷、產生原因和調整方法,通常需要零件設計、工藝規劃、模具設計制造和車間操作等方面的技術人員進行溝通協調和反復試錯,試制過程體現了制造方案的不斷改進和優化,是技術人員的集體經驗和智慧結晶。中間方案所反映的成形規律,一方面可以作為同類沖壓零件制造方案的借鑒,以避免同類缺陷的產生;另一方面,可以為制造方案的調整提供依據,縮短試制過程。
1 試制過程知識庫的內容
試制過程知識不僅包括試制成功的最終模具結果,而且包含了試制成功之前的失敗經歷,不僅反映了制件特征、缺陷形式、缺陷原因和調整方法等方面的信息,而且蘊含了各種因素之間內在的關聯關系。
1.1 制件的描述及編碼
不同的沖壓零件,其成形工藝不同,沖裁、彎曲、拉深和脹形工藝中材料流動情況不同,模具與材料的作用方式不同,制件各部位的受力和變形也不同,因而凸模、凹模形式及模具結構差異極大[8]。根據沖壓零件特征進行分類,有利于揭示不同類型制件的成形過程規律,歸納工藝方法及模具設計制造的關鍵,便于快速檢索和準確重用。按照直接影響成形過程的特征對制件進行分類編碼,每一個編碼對應成形該類制件的一類制造方案,建立試制過程知識庫,意義直觀、分類明確,便于為工藝人員和模具設計制造人員的判斷和決策提供支持。以拉深件為例,其分類方法如圖1所示。
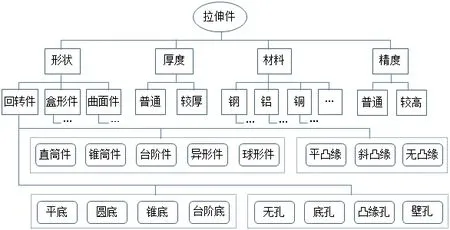
圖1 拉深件分類
該分類方法中,拉深件的形狀、厚度、材料及精度四個方面的特征決定了成形工藝和模具構型,特征之間是“與”關系(即對于一個制件的描述,必須包含這四個方面的特征),作為拉深件分類的第一層次特征,采用鏈式編碼。根據第一層次特征可以區分不同的制件,其中“形狀”是確定拉深工藝和凸、凹模最重要的特征,分類最為復雜,首先可以分為回轉體制件、盒形制件和帶有復雜曲面的制件三個大類,該層次各類之間是“或”關系(即制件的形狀只能屬于其中一類),采用樹式編碼。拉深件中數量最多的回轉體制件,又可以根據壁部形狀、凸緣類型、底部形狀和開孔情況四個方面進一步細分,盒形件和復雜拉深件也可以進一步細分,該層次是“與”關系,采用鏈式編碼。“厚度”是指毛坯材料的厚度范圍,分為普通板料和較厚板料兩種情況,該層次是“或”關系,采用樹式編碼。“精度”是指制件最終的精度等級,通常由主要尺寸的公差來體現,分為普通和較高兩種情況,該層次是“或”關系,采用樹式編碼。“材料”是指成形制件所用的材料類型,通常用牌號來表征,可分為鋼、鋁和銅等金屬,各種金屬材料又可以細分,例如銅可以分為黃銅、紫銅和康銅等,各自又包含不同的型號。材料分類在各個層次上均為“或”關系,不同材料及其類屬關系形成了一個多層次樹狀結構,因此采用樹式編碼。
一類制件的編碼必須包含“形狀”、“厚度”、“材料”和“精度”四個方面的特征信息,其編碼為由鏈式碼和樹式碼結合而成的混合碼,一個編碼由多個碼段組成,各個碼段根據信息容量分別用數字(1位或幾位)或字母來表示。例如,一個帶底孔無凸緣的筒形件,材料為H62黃銅,厚度為1mm,直徑和高度為9級精度,該制件的編碼為“A2010C011”,特征與碼段對應關系如圖2所示。該編碼共9段,前4段表示形狀信息,第5段表示厚度信息,第6至8段表示材料信息(銅-C,黃銅-0,H62黃銅-1),第9段表示精度信息。編碼相同的沖壓零件作為一類,其試制過程知識作為一類知識,便于管理和使用。

圖2 筒形件編碼
1.2 制件的制造缺陷
制件的制造缺陷是制件在成形過程中產生的不符合質量要求的問題,例如,拉深成形中經常發生的凸緣起皺、壁部破裂等,制件產生制造缺陷的原因主要是材料流動過程不合理,可以通過調整工藝方法、模具構型、坯料狀態和設備參數來改善成形過程。制造缺陷是分析成形失效原因和確定調整方法的直接依據,因此需要準確描述,包括缺陷類型、缺陷部位和嚴重程度三個方面。
缺陷類型是指導致制件形態或性能不符合要求的缺陷形式,例如拉深件中的起皺、破裂、變薄、毛刺、凸耳、橘皮、劃傷和超差等,是拉深成形必須避免的現象。制件類型不同,成形工藝和模具構型也不同,因此產生的缺陷類型和部位不相同,對于同一類制件的同一種缺陷也可能出現在不同的部位,例如凸緣筒形件的壁部、凸緣及圓角部位。即使是同一部位產生的同類缺陷,嚴重程度也有差別,例如起皺的皺紋高度、破裂的裂口大小以及變薄的量值范圍等。同一類制件的缺陷類型、部位和程度不同,成形失效的產生原因可能相同,也可能不同,需要結合生產實踐和試制情況具體分析,以便找出成形失效的原因,保證制件的質量和穩定性。
為了全面描述成形失效情況,避免文字描述的含糊性,除了文字和編碼外,還應該將帶有缺陷的制件實物,以圖片的形式保存數字化文件,作為試制過程知識的數據內容。制件缺陷圖反映了缺陷的形態、尺寸、位置、顏色等多方面信息,對于技術人員判斷缺陷類型和分析成形失效原因有很大的價值。另外,缺陷出現的頻率也是制件成形的重要信息,需要記錄下來。
1.3 缺陷原因及調整方法
同類制件由于具體的形狀尺寸、材料性能、坯料厚度等存在差異,成形加工須采用專門設計制造的模具,雖然模具類型和成形過程相似,但也可能出現不同的缺陷形式。此時,應結合成形理論和生產經驗,排查制造缺陷產生的原因。例如拉深件筒壁下端出現嚴重拉裂,凸模、凹模和壓邊力比較合理,潤滑良好,可能與材料性能有關,則首先考慮材料塑性不足的原因,并作相應的工藝和模具調整。例如通過調整拉深次數及拉深系數改變各拉深工序的變形量,或增加熱處理工藝恢復材料塑性等。
沖壓零件試制中,模具調整在制造方案調整中占有重要地位,調整工作量最大。模具調整包括成形零件和其它功能零件的調整,成形零件即凸模、凹模等與坯料發生直接作用的零件;功能零件即模具結構中除了支撐和導向零件外的其他輔助零件,如拉深模中的壓邊圈、定位板和卸料釘等。模具零件的調整包括修模和換件,前者是指通過對原有零件的磨削、焊接、噴涂、粘接等加工或處理,改變零件尺寸或形狀,后者是指將模具結構中的一個或幾個零件用新零件替換掉,兩種方法分別適用于不同的情況。一副模具可能需要不止一次的試模和調整,整個試模和調整過程一方面再現了成形失效原因分析的思路,另一方面反映了模具初始制造與預期調整的策略,對后續的設計、制造和試模過程具有重要的參考價值。
零件制造缺陷的產生原因及調整方法是制造企業的重要生產經驗,需要作詳細的記錄和存檔,包括存在制造缺陷的成形工藝、模具結構和模具零件,調整后的成形工藝、模具結構和模具零件,以及相關零件的調整方法和參數等,它們是試制過程知識庫的關鍵內容。
試制過程知識庫各種信息之間的語義關系,如圖3所示。
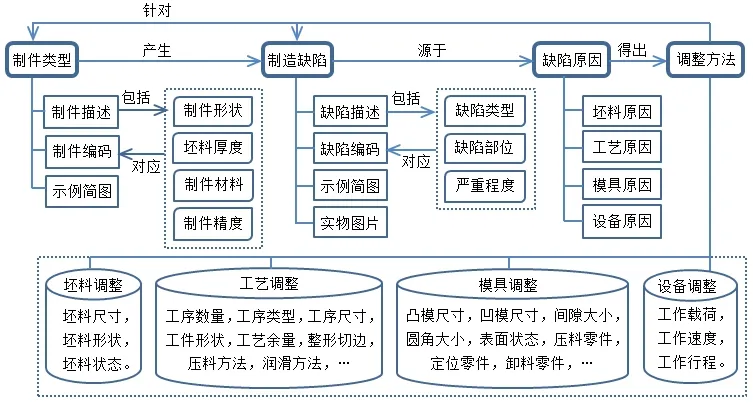
圖3 試制過程知識庫的數據語義關系
2 試制過程知識挖掘
試制過程知識庫通過歸納各類制件的調整過程形成了經驗型知識,可用于支持不同類型制件的工藝規劃和模具開發的過程決策。利用試制過程知識庫挖掘制件特征、制造缺陷與缺陷原因之間的關聯關系,可以獲得關于制造缺陷的更深層次知識,用于指導成形工藝及模具設計。
為了便于知識挖掘,采用與制件分類編碼相似的方法,對制件缺陷進行分類編碼。以拉深件為例,缺陷類型用大寫字母描述,缺陷部位采用兩位數字描述,嚴重程度采用一位數字描述。例如,筒形件壁部下端(缺陷部位碼為05)普通(缺陷程度碼為1)拉裂(缺陷類型碼為A)的編碼為“A051”。基于試制過程知識庫,通過數據挖掘可以得到制件特征與制造缺陷之間的關聯關系,例如拉深件中的“深筒”特征與壁部下端“拉裂”缺陷的關聯,“寬凸緣”特征與邊緣“皺折”缺陷的關聯。制件特征和制造缺陷之間的關聯關系為成形失效原因分析提供了線索,便于歸納得到經驗性的成形準則。
為了便于闡述制件特征和制造缺陷之間關聯的挖掘過程,假設制件(Part)編碼為P1-P2-P3-…-Pm(其中P1、P2、P3…分別表示制件編碼的不同碼位),缺陷(Defect)編碼為D1-D2-D3(其D1、D2、D3分別表示缺陷編碼的三個碼位),某一類制件編碼簡記為PC(Part Code),某一類缺陷編碼簡記為DC(Defect Code),一組制件類型的集合簡記為PG(Part Group),某一碼位的一個碼值簡記為V(Value)。則挖掘過程可以描述為:
STEP1:檢索“D1-D2-D3”三個碼位上碼值都相同的數據項,即找出缺陷類型、缺陷部位及嚴重程度完全相同的各個制件類型。例如三個碼位上碼值相同,缺陷編碼分別為X1-Y1-Z1、X1-Y2-Z3、X3-Y1-Z2等(其中以X、Y和Z開頭的符號,分別表示三個不同碼位的碼值),各個缺陷編碼都對應了多個制件類型,說明不同的制件類型可能出現相同的缺陷形式。
STEP2:檢索得到的“D1-D2-D3”三個碼位上碼值都相同的數據項組成不同的集合,按集合中元素數量降序排列,分別記為PG1、PG2、PG3、…,將PG1、PG2、PG3、…對應的缺陷碼值分別記為DC1、DC2、DC3、…。例如缺陷碼值為X1-Y1-Z1的數據項數量為30,缺陷碼值為X3-Y1-Z2的數據項數量為18,缺陷碼值為X1-Y2-Z3的數據項數量為24,則X1-Y1-Z1排在X1-Y2-Z3之前,X1-Y2-Z3排在X3-Y1-Z2之前,因此與X1-Y1-Z1對應的制件類型集合及缺陷碼值分別記為PG1和DC1,與X1-Y2-Z3對應的制件類型集合及缺陷碼值分別記為PG2和DC2,與X3-Y1-Z2對應的制件類型集合及缺陷碼值分別記為PG3和DC3。表示出現DC1碼值對應的缺陷的制件類型最多,出現DC2碼值對應的缺陷的制件類型次之,即DC1碼值對應的缺陷產生的頻率更高。
STEP3:取出制件類型集合PG1中的所有制件編碼PC1、PC2、PC3、…,按照碼位順序P1、P2、P3、…逐位檢索制件碼值相同的數據項,數量超過某個閾值α,則標記該數據項。例如,取出缺陷碼值為DC1的30個制件編碼,檢索P1碼位上碼值為A1的制件編碼,假設閾值α為70%,則P1碼位上碼值為A1的數據項數量達到21個及以上,就記錄下來,少于21個則不作記錄。對于P2、P3、…、Pm等碼位做相同的處理,得到某種缺陷與制件的某類特征之間的關聯關系。
STEP4:將所記錄的各碼位上達到或超過閾值的數據項,按照數量降序排列對應的碼值。例如缺陷碼值為DC1的30個制件類型,P1碼位上碼值為A1的制件類型為22個,P2碼位上碼值為B3的制件類型為25個,則B3排在A1之前,表示具有碼值B3對應特征的制件類型,比具有碼值A1對應特征的制件類型,出現DC1碼值對應缺陷的幾率更大,因此將B3記為V1,將A1記為V2。對于P3、P4、…、Pm等碼位做相同的處理,可以得出與某種缺陷關聯的各種特征及其關聯強度。
STEP5:按照STEP4建立的V1、V2、V3、…的碼位值順序,求出V1(即P2碼位上碼值為B3)、V2(即P1碼位上碼值為A1)這兩組制件類型的交集,數量超過某個閾值β則標記之。例如,對于缺陷碼值為DC1的30個制件類型,P2碼位上碼值為B3的制件類型(25個)最多,P1碼位上碼值為A1的制件類型(22個)次之,這些制件類型都是缺陷碼值為DC1的制件類型(30個)的子集,其交集就是其中相同的制件類型(數量范圍為17-22)。假設閾值β為60%,如果交集中的元素達到18個及以上,就記錄下來,少于18個則不作記錄。對于碼位值V2、V3、…等做相同的處理,可以得出與某種缺陷關聯的特征組合及其關聯強度。
對于DC2和DC3碼值對應的缺陷形式,處理過程相同。因此,采用上述方法可以得到任一種缺陷形式與一組特征之間關聯關系。例如,通過知識挖掘可以得到凸緣筒形件的起皺和“寬凸緣”特征之間具有強關聯關系,以及無凸緣筒形件的拉裂與“深筒形+小圓角”這一組特征之間具有較強的關聯關系。通過知識挖掘可以發現“制件類型”與“制造缺陷”之間關聯,閾值大小表示關聯強度,結果說明某一類型制件出現某一類型缺陷的可能性。采用同樣的方法,可以挖掘得到“制造缺陷”與“缺陷原因”之間的關聯關系及其強度。
試制過程知識庫,通過知識積累和知識挖掘形成了兩類知識,即不同類型制件易出現的缺陷及其原因,以及針對不同缺陷可采用的調整方法。前一類型知識為沖壓零件設計、制造方案規劃以及模具設計制造提供經驗借鑒,可以減小或避免制造缺陷出現的可能性;制件在試制中無法滿足設計要求時,借助于后一類型知識可以迅速獲得合理的調整方法,縮短試制過程。
3 知識庫實例
對某沖壓零件制造企業的拉深件進行了分類,整理了各類拉深零件的試制記錄,建立了零件編碼和制造缺陷編碼。開發了拉深零件試制過程知識庫及知識挖掘器,實現了知識庫系統與工藝設計系統、模具數據管理系統的集成,可與工藝數據、模具數據直接交換。對知識挖掘的結果進行專家會審,建立了沖壓零件試制企業規范文件。以不銹鋼薄壁凸緣筒形件(零件編碼為A0000A031)為例,其試制調整知識如表1所示。
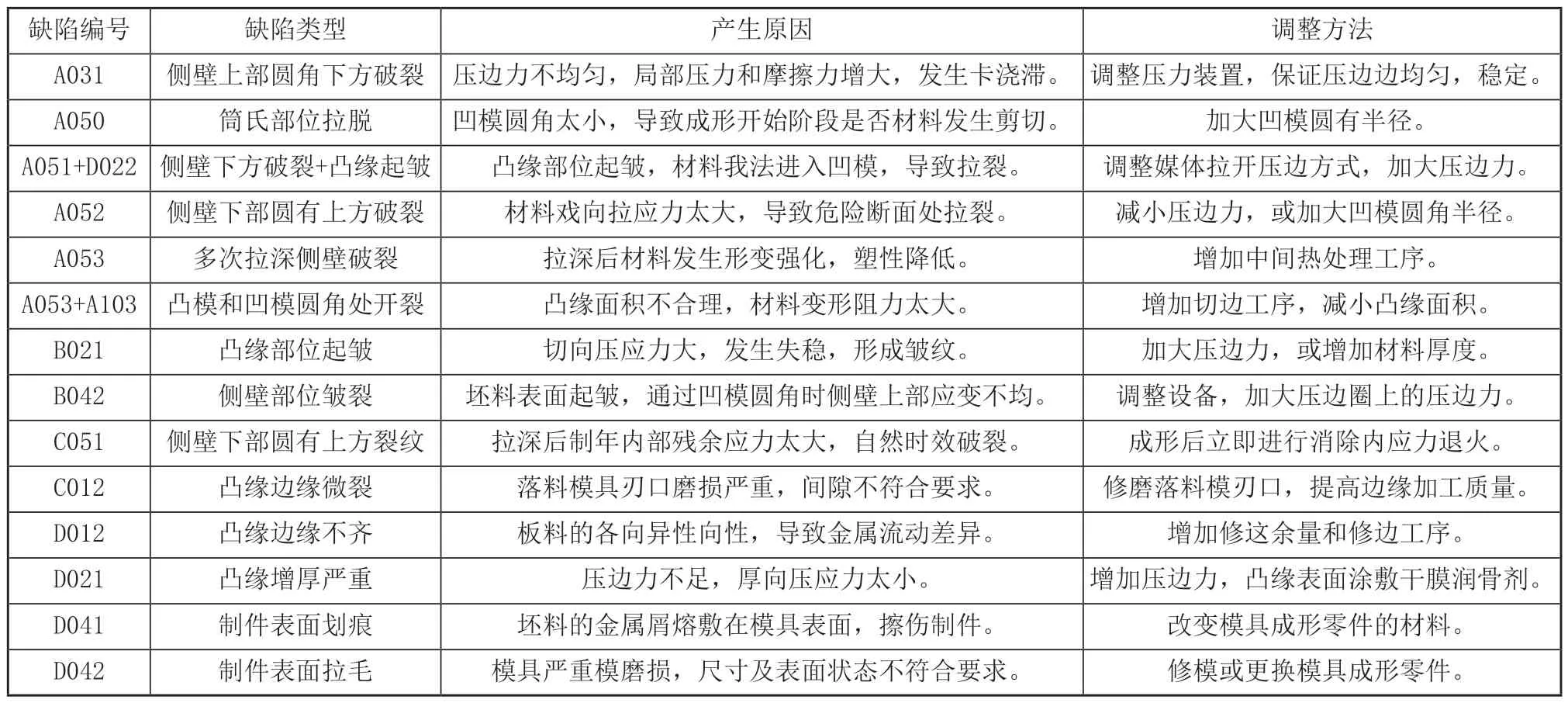
表1 凸緣筒形件試制準則
試制過程知識庫的使用實踐表明:1)改進了沖壓零件工藝及模具設計的質量,提高了一次性試制成功率,工藝方案及模具設計的更改減少了約60%,一次性試制成功率提高了約50%;2)簡化了制造缺陷分析和排查過程,縮短了試制周期,試制周期平均縮短1周左右。
4 結語
沖壓零件試制是對制造方案的檢驗過程,是技術人員利用生產實踐中積累的各種知識和經驗解決問題的集中反映,是制造企業最具有價值的活動。記錄、分析和歸納這一過程的知識和邏輯,建立試制過程知識庫及相應的知識挖掘工具,可以形成企業的智力資源。本文以拉深零件為例,建立了包含制件特征、缺陷類型、缺陷原因及調整方法四個方面內容的試制過程知識庫,并給出了制造缺陷挖掘方法。針對某沖壓零件制造企業開發了拉深成形試制過程知識系統,為制造方案的確定及制件的試制提供了高效的支持,證明了方法的有效性。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
