罩式退火和連續退火對鐵素體不銹鋼織構和起皺性能的影響
2022-03-15 11:19:10余海峰
寶鋼技術 2022年1期
杜 偉,余海峰
(寶山鋼鐵股份有限公司中央研究院,上海 201999)
起皺是鐵素體不銹鋼在成形過程中應變量較大時產生的一種表面缺陷,這種缺陷發生在平行于板的軋制方向,表現為狹窄凸起條紋,即表面皺折。現在普遍認為起皺[1-4]是由于與鋼板的軋制方向平行延伸的、結晶方位近的晶粒群的塑性變形不同而產生的,也可以說是由混合織構的各向異性塑性流動引起的。這個聚集組織被認為是起因于凝固柱狀晶在熱軋板上形成條狀組織,殘留于冷軋退火板上而產生的。因此,有效地抑制起皺的產生,就要分割此條狀組織,抑制冷軋退火板上聚集組織的形成。
熱軋處于整個鐵素體不銹鋼冶金工藝的中間環節,具有承上啟下的作用。因此,國內外冶金工作者[5-6]詳細研究了熱軋制度對常規SUS430不銹鋼起皺的影響,并得出了一些卓有成效的結果,包括:降低板坯加熱溫度、增加粗軋道次間隔時間、增大后道次壓下率以促進γ/α的相變過程,在雙相區反復熱處理并快速冷卻促進γ→M相變。以上熱軋及熱處理制度是基于SUS430不銹鋼高溫時具有的雙相特征,并充分利用了有限相變,顯著改善了SUS430不銹鋼的抗起皺性能。而對于在超低碳中鉻鐵素體不銹鋼,整個熱軋區間無任何相變,通過相變改善起皺性能的路徑不通,通過熱軋改善抗起皺性能的主要方法包括低溫抽鋼、增大精軋壓下率、降低終軋溫度等,這些措施可以顯著增大平面變形,細化晶粒,進而獲取低的起皺高度[7-8]。
本文以現場熱軋的超低碳中鉻鐵素體不銹鋼為基礎,實驗室模擬不同的熱處理工藝(模擬罩式爐退火和連續退火),詳細研究了不同退火方式對其微觀組織、織構演化以及起皺性能的影響。
1 試驗材料和方案
試驗材料選用寶鋼生產的超低碳鐵素體不銹鋼熱軋板料,化學成分(質量分數,%)為:C 0.01,N 0.01,Si 0.4,Mn 0.3,Cr 16.5,Ti 0.13,Nb 0.15,Fe余量。為了詳細研究熱軋退火工藝對最終性能的影響,設計了三種工藝制度:熱軋不退火直接冷軋、模擬罩式退火和模擬連續退火。模擬罩式退火:隨爐升溫到850 ℃保溫5 h,然后隨爐冷卻到室溫;模擬連續退火:箱式爐加熱到960 ℃,放入熱軋板保溫5 min,空冷到室溫。退火完畢后用噴丸機去除表面的氧化鐵皮,然后將3塊試驗鋼板進行冷軋,冷軋在帶張力的四輥可逆式冷軋機上進行,經九道次冷軋至0.7 mm,冷軋總壓下率為80%,最后將不同退火工藝后的冷軋板在950 ℃下再結晶退火2 min,空冷到室溫。
微觀織構檢測:將試樣經1 200#砂紙打磨,經8%的高氯酸酒精溶液進行電解拋光以去掉表面的變形層,然后使用安裝在SEM上的EBSD系統對試樣的縱截面進行分析。
起皺檢測:對冷軋退火板沿著軋制方向進行15%的預拉伸,而后測量其起皺高度。
2 試驗結果
2.1 微觀織構分析
為了研究不同的熱軋退火組織對最終成品板的影響,通過EBSD詳細分析了整個冶金工藝過程中顯微組織在厚度方向上的梯度分布及其演化規律。圖1所示為熱軋后的組織成像圖以及不同部位的φ2=45°的ODF截面圖。試樣的表層到中心層,顯微組織由細小等軸晶向扁平晶粒逐漸轉變,延伸到中心層則為拉長的變形帶;微觀織構方面,表層發現了極強的剪切變形織構,其峰值強度位置介于黃銅型織構和高斯織構之間,取向密度高達21.56;圖1中的2號區域為中心變形區和表層的過渡區,具有鮮明的過渡特征,隨著剪切變形的減弱剪切織構的強度明顯降低,但是依然很高,同時剪切變形區域由于其高的形變儲能,熱軋過程時1/4層的溫降也沒有表層那么大,這樣在道次間隔內發生了靜態再結晶,但由于極快的動態回復因此只發現了少量的再結晶晶粒,表現在微織構上,出現了少量的{111}織構;熱軋板的中心層是強烈的纖維狀組織,生成顯著的平面變形織構,集中在{001}<110>-{113}<110>區域。
圖2為熱軋罩式退火后的成像圖以及不同部位的φ2=45°的ODF截面圖。熱軋板經罩式退火后,在試樣的表層,熱軋時形成的細小晶粒逐漸長大,隨著晶粒的長大,熱軋時形成的高斯織構的強度明顯減弱,并逐漸向銅型織構和黃銅型織構偏轉,剪切變形織構的峰值強度也從熱軋時的21.56降低到11.78;隨著罩式退火的進行,1/4層的高斯織構也明顯減弱,最高取向密度降低到7.14,同時還發現了一些變形織構和中間類型織構;同表層的剪切織構強度經過罩式退火后顯著降低不同,在罩式退火板的中心層,α變形織構強度的變化可以分為兩部分,在{113}<110>-{111}<110>區間的α變形織構獲得了顯著的降低,但在{001}<110>-{113}<110>區域依然有很高的強度,強度的降低并不明顯。
圖3為熱軋連續退火后的成像圖以及不同部位的φ2=45°的ODF截面圖。熱軋板經高溫連續退火后,從試樣的表層到中心層,熱軋態的形變組織完全消失,取而代之的是完全的再結晶組織,但是在板厚方向上晶粒的大小存在明顯的梯度分布,即邊部的細小等軸晶,中心大尺寸的再結晶組織。沿著板厚方向上微織構的變化:表層細晶區的剪切織構經連續退火后顯著降低,也低于罩式退火后的強度,但并沒有完全消失,因此,退火的進行只能進一步降低剪切織構的強度。試樣中心層的變形織構已經很弱,生成了γ再結晶織構,值得注意的是,中心層的再結晶組織并不是等軸晶結構,而是多邊形組織。
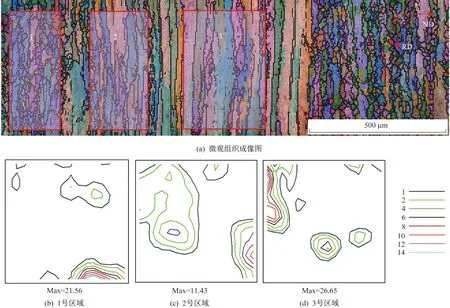
圖1 熱軋板的顯微組織及沿板厚方向上不同部位的φ2=45°的ODF截面圖Fig.1 Microstructure of hot-rolled band and φ2=45° ODF sections in different position
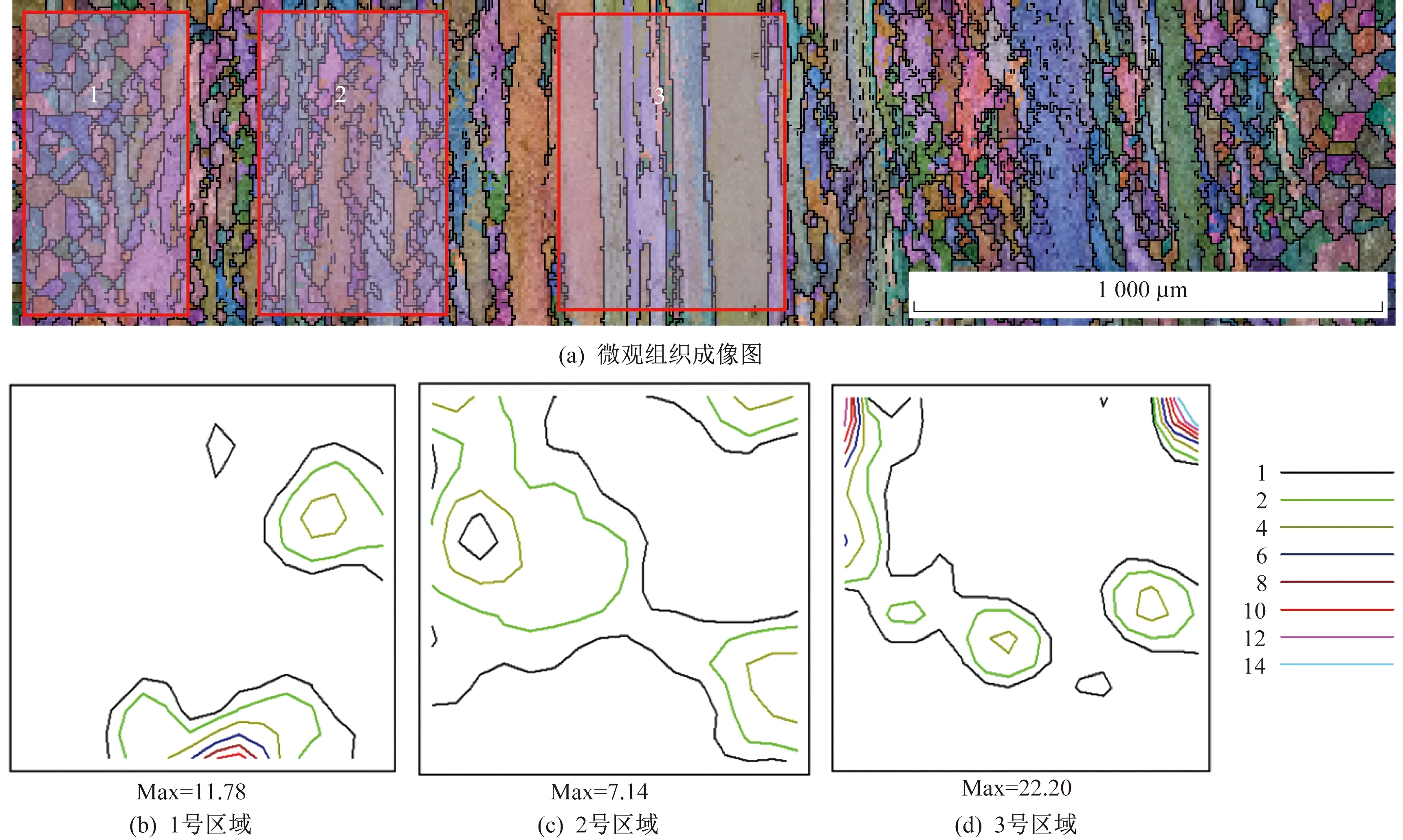
圖2 熱軋罩式退火板的顯微組織及沿板厚方向上不同部位的φ2=45°的ODF截面圖Fig.2 Microstructure of hot band after batch annealing and φ2=45° ODF sections in different position
圖4~6為不同熱軋退火制度后冷軋成品板的取向成像圖和φ2=45°的ODF截面圖。其中,{111}取向的晶粒用藍色表示,{110}取向的晶粒用綠色表示,{001}取向的晶粒用紅色表示。不同退火工藝的成品板都顯示了大量的{111}再結晶晶粒,但是又有一些顯著的差異,在熱軋不退火的成品板中,沿著軋制方向存在非常明顯的紅色{001}晶粒簇;熱軋罩式退火的成品板中,隱約也有一些條狀的{001}晶粒簇的存在,但被藍色的{111}晶粒打亂;與前兩種工藝不同,在熱軋連續退火的成品板中,各種取向的晶粒彌散分布,很難看到{001}晶粒簇的存在,同時{111}取向晶粒的含量明顯多于前兩種工藝。另一方面,對微織構的取向進行了分析(圖4(b)~圖6(b)),熱軋不退火成品板生成了發達的{111}織構,但是織構的偏轉也最嚴重,同時還有少量的{112}<110>取向殘留在薄板中,連續退火的試樣則生成了均勻的、最強的{111}織構。
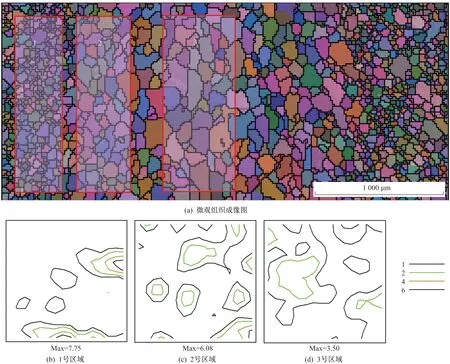
圖3 熱軋連續退火板的顯微組織及沿板厚方向上不同部位的φ2=45°的ODF截面圖Fig.3 Microstructure of hot band after continuous annealing and φ2=45° ODF sections in different position
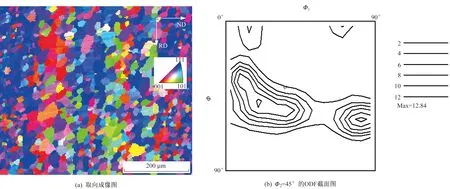
圖4 熱軋不退火工藝成品板的取向成像圖和φ2=45°的ODF截面圖Fig.4 Orientation map and φ2=45° ODF section of final sheets without hot band annealing
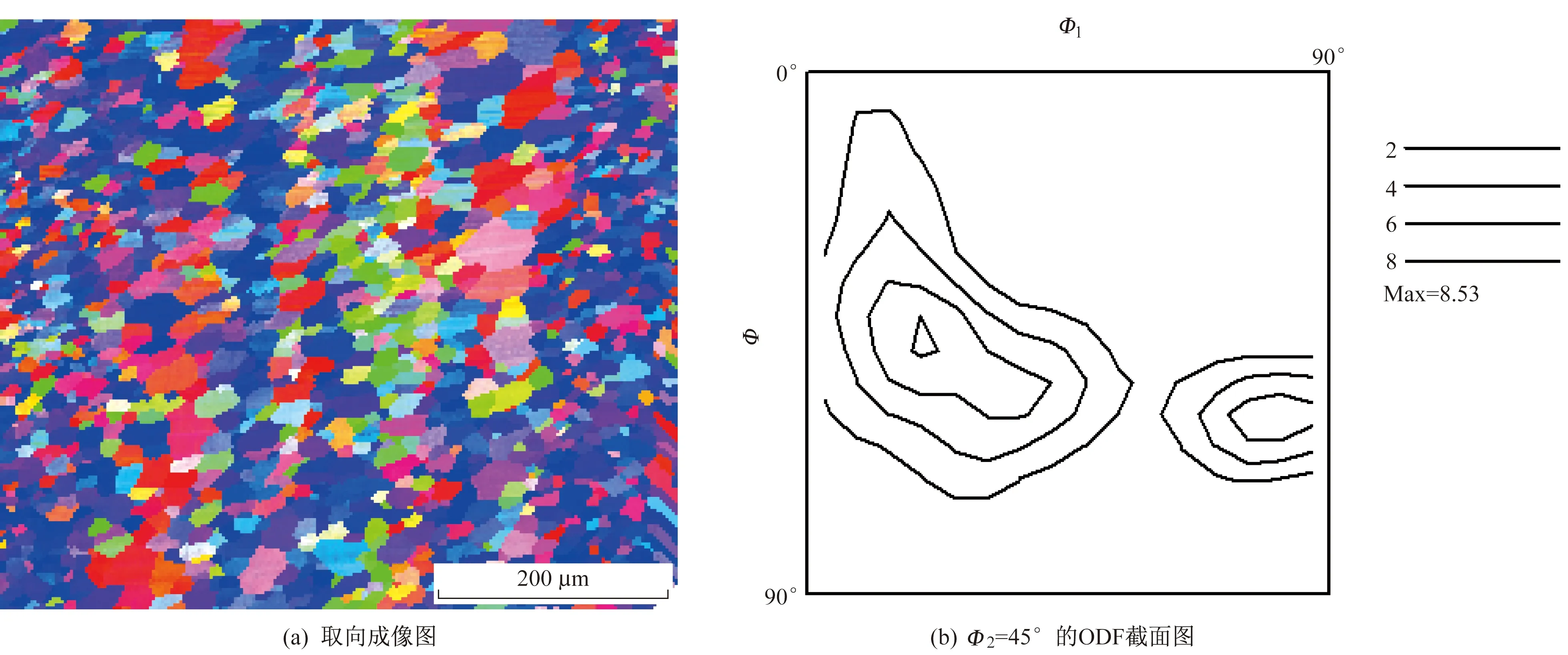
圖5 熱軋罩退工藝成品板的取向成像圖和φ2=45°的ODF截面圖Fig.5 Orientation map and φ2=45° ODF section of final sheets with hot band batch annealing
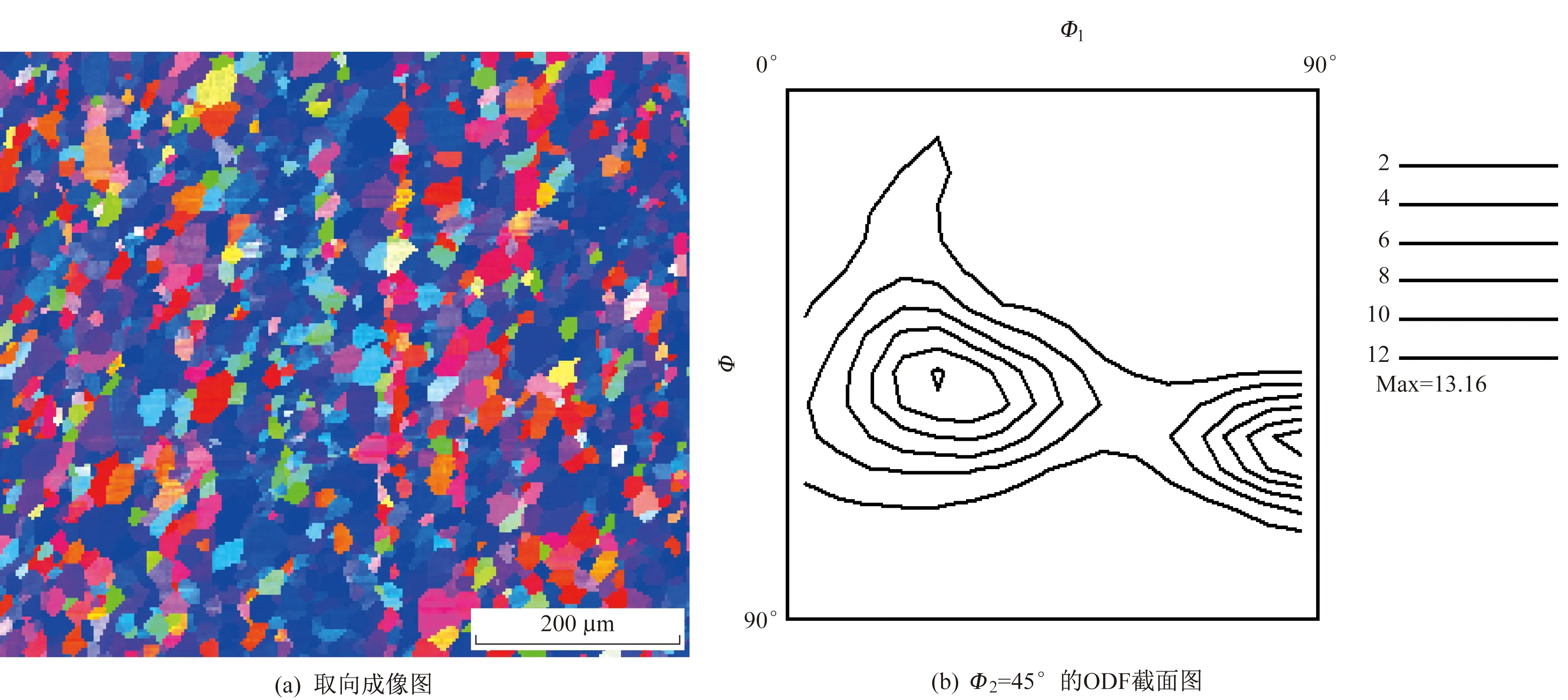
圖6 熱軋連退工藝成品板的取向成像圖和φ2=45°的ODF截面圖Fig.6 Orientation map and φ2=45° ODF section of final sheets with hot band continuous annealing
2.2 起皺高度對比
圖7所示為不同退火工藝的成品板沿軋制方向預拉伸15%后的宏觀照片。在不進行退火的成品板中,肉眼可見沿著軋制方向存在顯著的起皺現象,用手觸摸有明顯的凹凸感,這些皺褶的寬度為1~3 mm,起皺高度高達39 μm,嚴重的皺褶極大地增加后續的拋光難度;熱軋后采用罩式退火的成品板中,肉眼的觀察不是很明顯,皺褶高度在21 μm左右,說明采用罩式退火后,盡管并未完全消除熱軋的帶狀組織,但是顯著降低了薄板的起皺高度;熱軋采用連續退火的成品板(圖7(c)),皺褶高度明顯降低,為17 μm左右,說明冷軋前的完全退火組織有利于成品板起皺的改善,熱軋退火織構的不均勻性主導了最終成品板的皺褶現象。
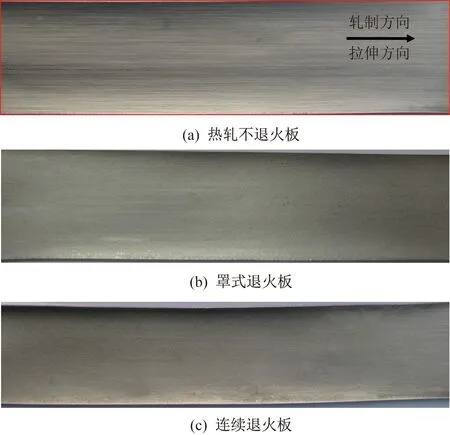
圖7 不同退火工藝的成品板預拉伸15%后的宏觀形貌Fig.7 Macroscopical appearance of final sheets with different hot band annealing processes after a strain of 15%
3 討論
鐵素體不銹鋼的起皺現象同成品板的微織構有密切的關系,成品板中沿著軋制方向上存在不同晶粒簇,這些晶粒簇由于具有不同的塑性應變比,在拉伸變形時晶粒簇在應力作用下抗厚度減薄能力的差異導致了起皺[9-12]。成品板中存在的晶粒簇主要是熱軋帶鋼中不均勻的顯微組織和織構造成的,熱軋板在板厚方向上具有最大的組織不均勻性,表現在微織構上:表層為嚴重的剪切織構,中心層為強烈的形變織構,這種不均勻組織通過后續的冷軋和再結晶退火遺傳到成品板上,并在成品板中呈現明顯的{001}晶粒簇。圖8~10即為不同退火工藝的成品板中特定取向晶粒的成像圖。未熱軋退火的成品板中,{001}<110>、{114}<110>、{112}<110>、{111}<110>和{111}<112>取向的體積含量分別為0.060、0.161、0.239、0.195和0.345;經熱軋罩式退火后,成品板中{001}<110>、{114}<110>、{112}<110>、{111}<110>和{111}<112>取向的體積含量分別為0.038、0.105、0.167、0.175和0.364;熱軋連續退火后,成品板中{001}<110>、{114}<110>、{112}<110>、{111}<110>和{111}<112>取向的體積含量分別為0.026、0.077、0.140、0.224和0.459。隨著熱軋板退火的完成,成品板中的α取向含量逐漸下降,γ取向的含量則明顯增加。雖然未退火的成品板的平均晶粒尺寸較小,但存在少量較大尺寸的晶粒,這些較大尺寸的晶粒大都具有{114}<110>的取向,且沿著軋制方向呈帶狀分布;與之明顯不同的是,熱軋連續退火的成品板中,不同取向的晶粒分布比較均勻,晶粒大小的差別也不大。因此,如果熱軋不進行退火直接冷軋,容易惡化材料的抗皺性能,導致較大的制耳。
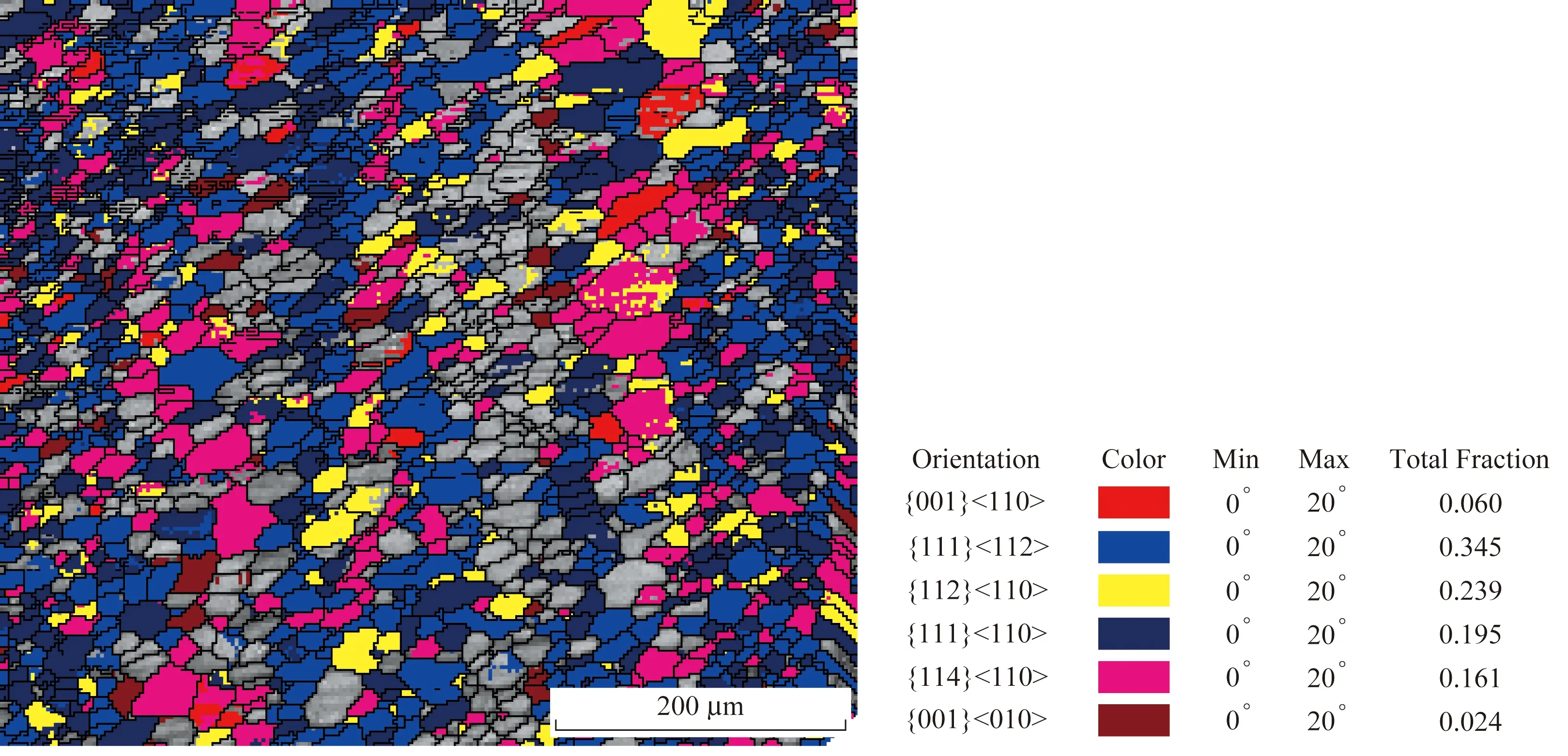
圖8 熱軋不退火成品板中特定取向晶粒的成像圖Fig.8 Orientation map of specific orientations for final sheet without hot band annealing
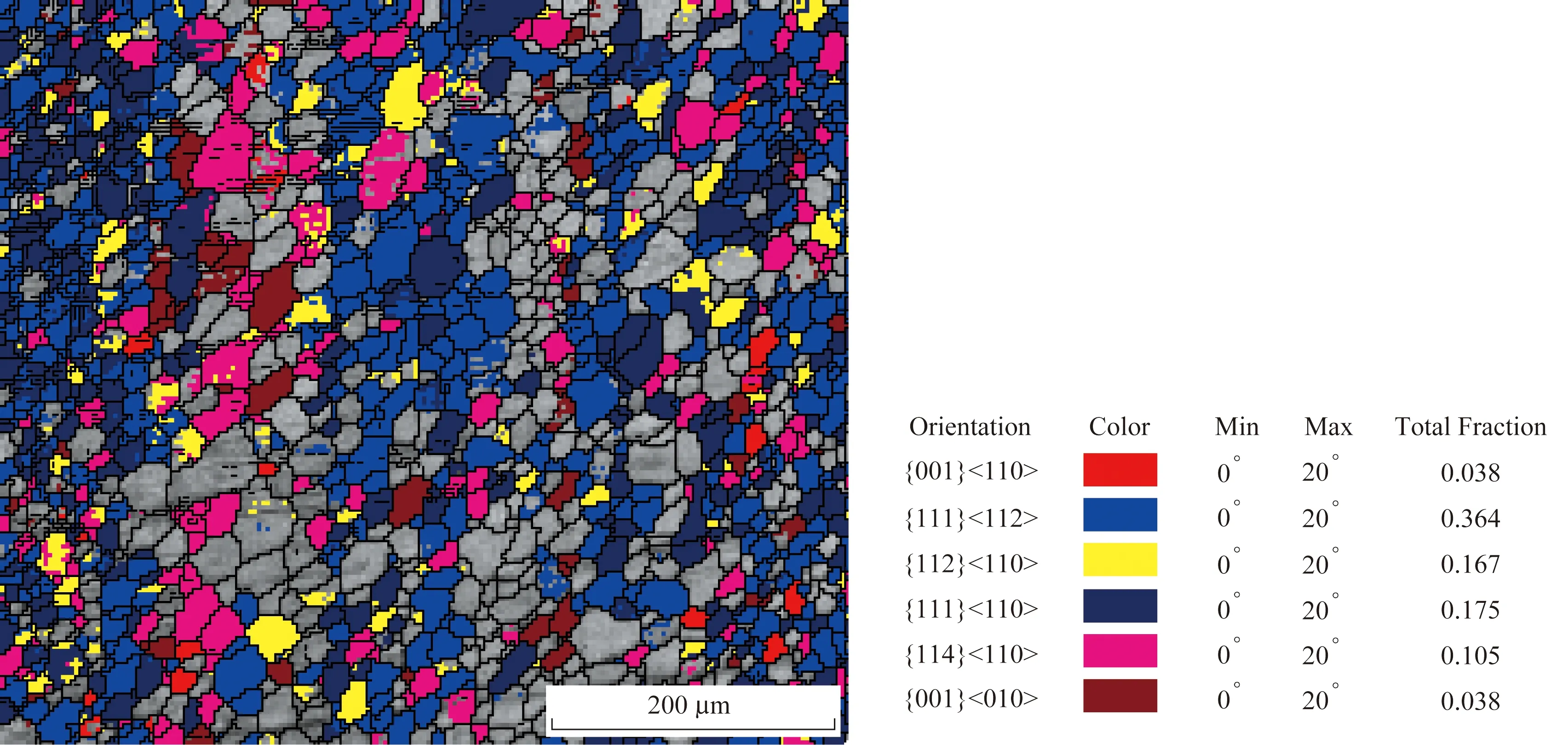
圖9 熱軋罩式退火的成品板中特定取向晶粒的成像圖Fig.9 Orientation map of specific orientations for final sheet with hot band batch annealing
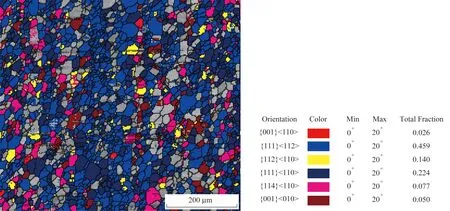
圖10 熱軋連續退火的成品板中特定取向晶粒的成像圖Fig.10 Orientation map of specific orientations for final sheet with hot band continuous annealing
4 結論
(1) 熱軋板在板厚方向上展示了顯著的織構梯度,表層為強烈發展的高斯織構,中心層為發達的變形織構,這種不均勻分布隨著熱軋退火的進行逐漸減弱,其中連續退火的熱軋板在厚度方向的織構梯度最小。
(2) 熱軋板不同退火制度導致了成品板組織和織構呈現明顯差異,熱軋不退火鋼的成品板晶粒最細,再結晶織構明顯偏離了{111}<112>位置;熱軋連續退火鋼的成品板晶粒尺寸要更加均勻,各種不同取向的織構分布更加均勻。
(3) 相對熱軋不退火鋼和熱軋罩式退火鋼,熱軋連續退火鋼的成品板獲得最佳的抗起皺性,這同成品板獲得均勻彌散分布的γ再結晶織構相關。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
