深沖兩片罐制耳的仿真模擬
2022-03-15 11:19:22杜傳軍
寶鋼技術 2022年1期
欒 鑫,杜傳軍
(寶山鋼鐵股份有限公司中央研究院,上海 201999)
1 概述
深沖罐因其多道拉伸的制造工藝,在國外被稱為Drawn and Redrawn Cans,國內簡稱DRD 罐。制罐時,金屬板料在壓力機上通過模具先沖出一個淺杯,然后將淺杯再沖壓一或多個道次逐漸縮小直徑并增加高度使之達到目標罐型。由于材料各向異性,沖壓后罐口部并不平齊,形成不規則凸緣,這種現象被稱為制耳。將沖壓后留下的不規則凸緣切除后,最終加工得到的成品是罐底與罐身為一個整體的包裝產品。因其最終產品由整個罐體和封口的蓋兩部分組成,故稱之為兩片罐。
深沖兩片罐壁厚均勻,強度高,密封性能好,制罐工藝簡單,生產效率高,所以近年來發展迅速,大量應用于食品包裝領域。但相應地,制罐材料的性能需要更好,生產設備的投資更大,對制罐設備和模具的精度要求更高。
制罐的沖壓過程是一個復雜的物理變化過程。傳統的設計方法是基于經驗公式計算,依靠反復修改模具和實際測試來不斷調整模具制罐的結果。這種方法費時費力,難以滿足現在罐型設計的要求。隨著計算機技術的發展,有限元分析軟件在沖壓成形領域得到了廣泛的應用,可以從理論上分析制罐成形過程,更直觀地了解平面各向異性系數對深沖兩片罐制耳結果的影響。
2 建立有限元模型
本文使用有限元分析軟件ABAQUS/Explicit對深沖兩片罐成形過程進行了仿真模擬和分析。ABAQUS是世界知名的通用有限元分析軟件,能夠模擬高度非線性問題,計算出的結果準確可靠。
2.1 三維建模并裝配
根據深沖兩片罐某罐型模具實際尺寸先創建三維幾何模型,該罐型分兩道次沖壓,分別對其成形過程建模,如圖1所示。設置板料、壓邊圈、凸模、凹模均為殼單元,并且定義壓邊圈、凸模、凹模為剛性體,而板料為可變形體,其中制罐過程建模所用板料為第一道次沖壓變形后的淺杯。
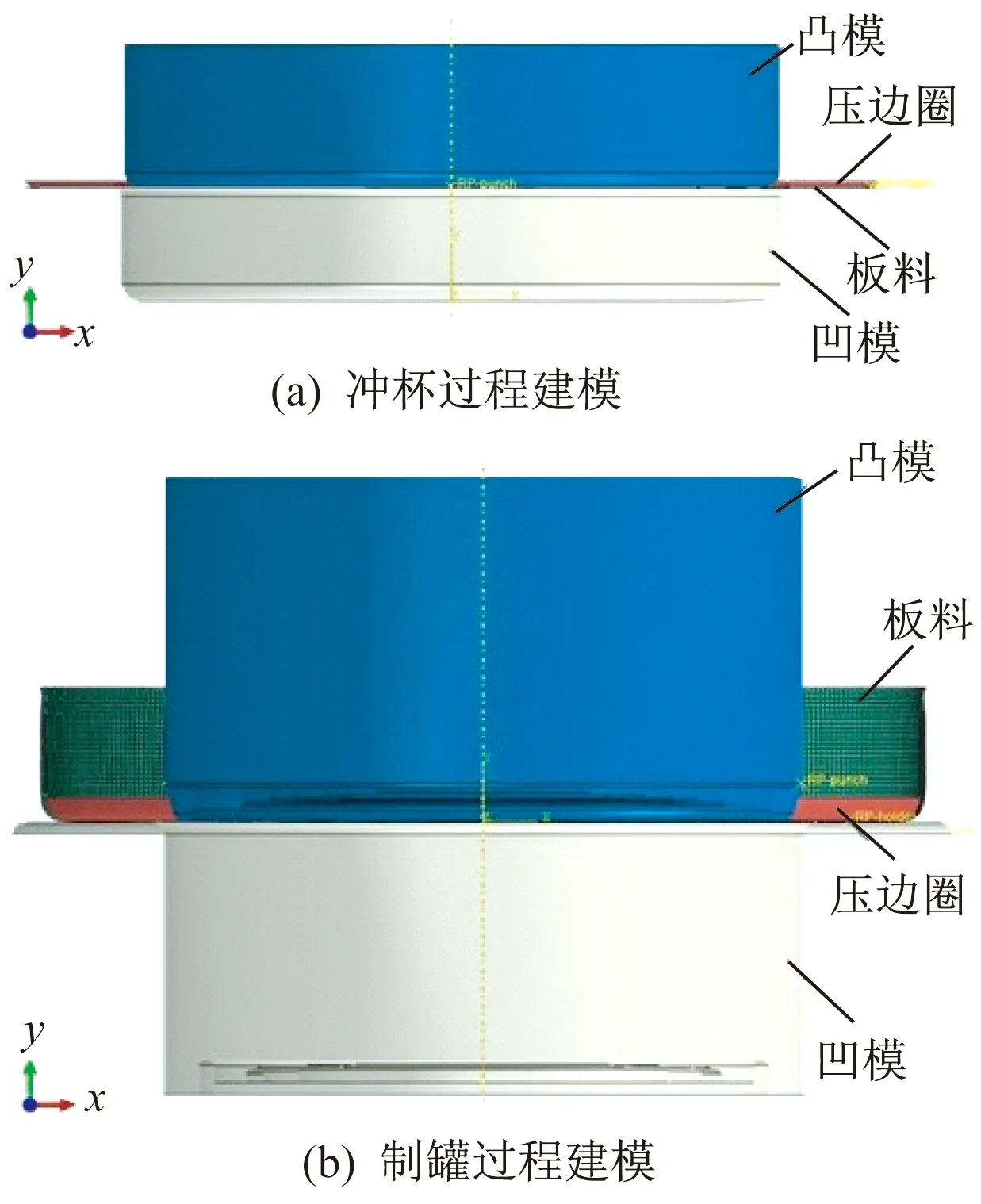
圖1 制罐成形過程建模Fig.1 Model of deep drawing cans
2.2 設置材料屬性
深沖兩片罐制罐所用材料一般為馬口鐵或鍍鉻板,厚度根據罐型多采用0.18 mm或以下的二次冷軋薄鋼板。由于沖壓后罐口部不平齊,出現了制耳現象。這是因為在軋制生產過程中,微觀晶粒被重組變形,軋制方向的材料被拉伸,厚度方向的材料被壓縮,導致了平面內出現各向異性,也就是其力學性能和物理性能沿不同方向不相同,用式(1)平面各向異性系數Δr表示:
Δr=(r0+r90-2r45)/2
(1)
式中:r0,r45,r90分別為各向異性材料在與軋制方向成0°、45°、90°時的厚向異性系數。
在仿真計算中定義板材的軋制方向為0°,即沿著X軸正軸方向;垂直于軋制的方向為90°,即沿著Z軸正軸方向。
在ABAQUS中采用應變屈服應力比R來定義各向異性屈服行為,不同方向的屈服應力比與厚向異性系數r在平面內有如式(2)關系:
(2)
式中:Rij為三維坐標軸下各個方向上的各向異性應變屈服應力比。
式(3)為不同方向r值:
(3)
式中:εb為寬度應變;εt為厚度應變。
當r>1時,板材在寬度方上比厚度方向上更容易產生變形,說明其深沖性能良好。
為了分析平面各向異性系數對深沖兩片罐制耳結果的影響,取不同方向r值和相對的Δr值進行仿真計算,具體數值見表1,具體材料屬性見表2。
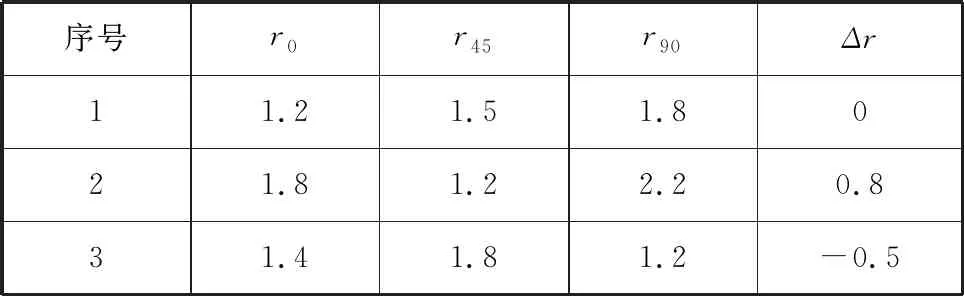
表1 不同方向厚向異性系數和相對的各向異性系數Table 1 Plastic strain ratio and relative anisotropy in different directions

表2 材料屬性參數Table 2 Parameters of the material
2.3 定義載荷邊界條件
在邊界條件中,創建位移/旋轉邊界,選擇要定義約束的點。對凹模和壓邊圈約束所有方向的運動,使其在沖杯和制罐過程中固定不動。對凸模要約束沿X軸和Z軸方向的移動和繞X、Y、Z軸的轉動,使凸模只能沿Y軸方向移動。對模型施加邊界條件約束后,板料的變形過程就能同模具使用情況保持一致,保證了計算結果的準確性。表3為模型邊界條件。

表3 模型邊界條件Table 3 Boundary condition of the model mm
2.4 定義相互作用
在定義相互作用之前,需要先定義相應的接觸屬性。使用面面接觸的庫侖摩擦定律定義板料與壓邊圈、凸模和凹模之間接觸關系。在沖杯過程中,設置模具與板料內外表面之間的摩擦因數為0.15,而在制罐過程中設置摩擦因數為0.17。
2.5 劃分網格
網格劃分的情況會影響計算結果的精度和計算的時間。在實際制罐過程中,板料需要經過兩道次沖壓,變形過程復雜,需要對變形區域網格細化,只有罐底中心區域沒有變形,于是通過線面體分割工具,將圓形板料表面分割,并指派分割后區域的單元類型和網格屬性,圖2為板料劃分好的網格。
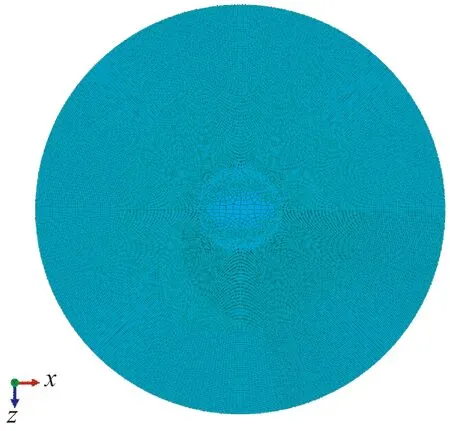
圖2 板料劃分網格Fig.2 Mesh of the blank
3 計算結果及分析
首先對建立好的沖杯有限元模型進行計算。隨后,將變形后的杯形件結果文件導入到制罐有限元模型中并進行運算,計算結果即為經過兩道次沖壓變形后的實際罐型。進入后處理模塊,查看計算結果,在結果中設置輸出為應力云圖、應變云圖、位移云圖等,比較不同平面各向異性系數對深沖兩片罐制耳結果的影響。
3.1 沖杯后高度計算結果
從圖3可以看出,由于材料的各向異性,不同材料屬性在沖杯后所形成淺杯的高度分布沿圓周方向并不相同。當Δr的絕對值越大,杯形件高度落差越大,制耳現象越明顯。
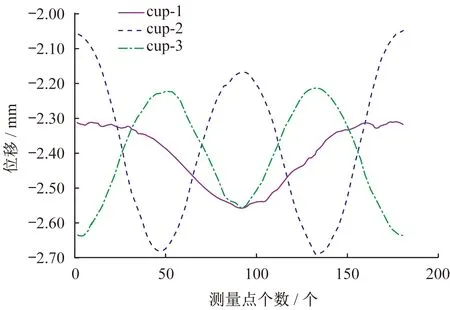
圖3 Δr不同時淺杯高度分布情況Fig.3 Cup height distribution with different Δr
3.2 沖杯后厚度計算結果
Δr不同時,沖杯后所形成淺杯的厚度分布如圖4所示。由于材料的各向異性,厚度是沿著杯形件高度方向逐漸變化,所以在同一高度上,淺杯的厚度分布沿圓周方向也不完全相同。從圖4中可以發現淺杯的厚度分布變化趨勢,淺杯厚度分布情況當Δr=0時較Δr=0.8、Δr=-0.5時均勻一些,和圖3淺杯高度分布情況相一致。
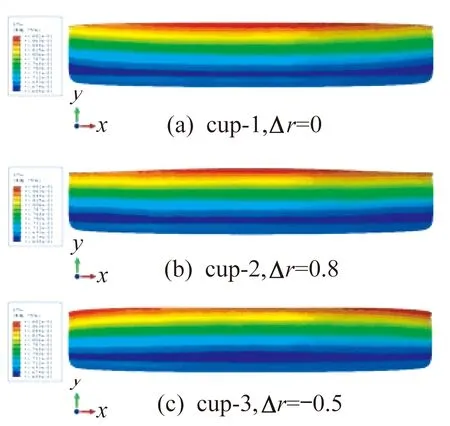
圖4 Δr不同時淺杯厚度分布情況Fig.4 Thickness distribution of cup with diffent Δr
3.3 制罐后凸緣計算結果
由于材料的各向異性,制罐時材料是沿著拉伸方向逐漸變化,所以在制罐后沿周向留下不完全相同的凸緣,即制耳現象。制罐后形成的凸緣如圖5所示,從中可以看出,當Δr=0時,基本沒有制耳;當Δr>0時,在0°和90°方向出現制耳;當Δr<0時,在45°方向出現制耳。當Δr的絕對值越大,制罐后留下的凸緣越大,制耳現象越明顯,和圖3沖杯高度分布情況相符合。
4 結論
(1) 平面各向異性指數Δr越大,制耳現象越嚴重,導致制罐后所留邊緣越不均勻,后道修邊時余量會不足。由于Δr值大會影響后道修邊工序,需增加板料面積,使材料消耗增大,同時因為板料在制罐成形過程中同一高度厚度分布不均勻,可能會導致斷罐和開裂等缺陷出現,所以在產品生產中應盡量設法降低Δr。
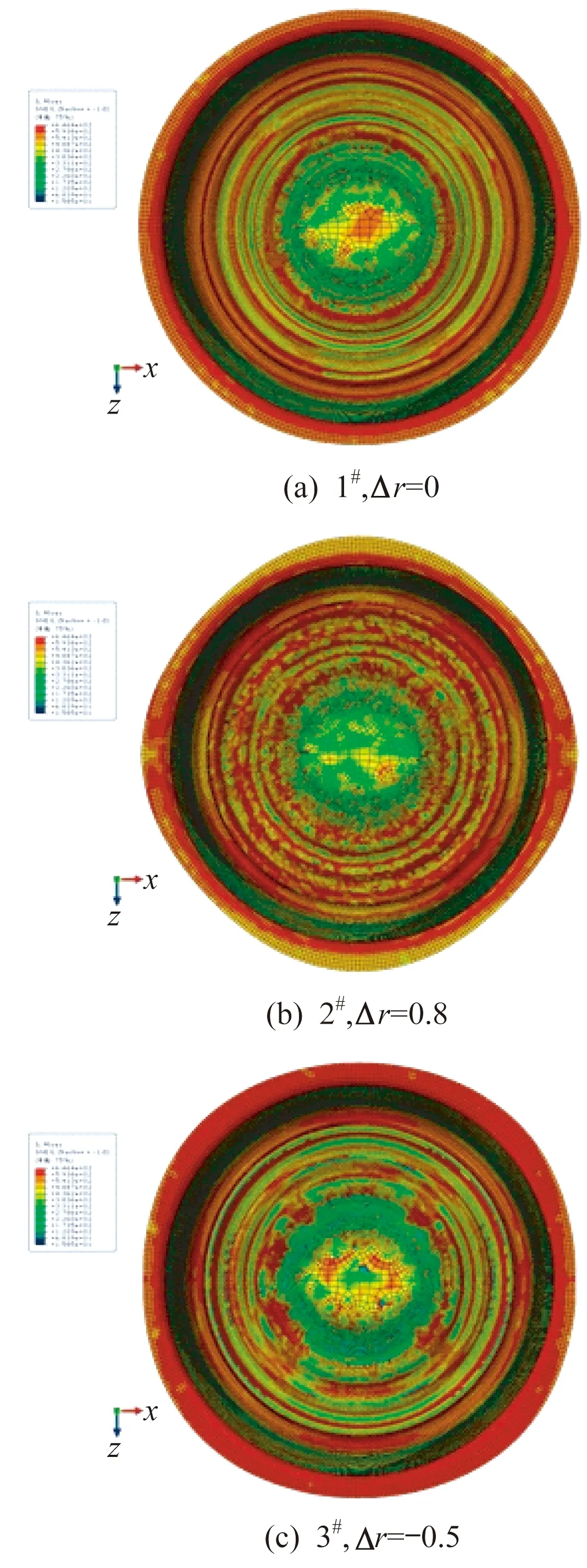
圖5 Δr不同時制罐后凸緣分布情況Fig.5 Earing distribution of deep drawing cans with different Δr
(2) 通過計算機數值模擬仿真技術可以評估產品制罐、蓋的可行性,為包裝材料產品開發及改進提供依據和支撐。并且可以先期介入用戶,參與模具設計調試,打開不同方面用戶的市場。
(3) 利用有限元分析模擬仿真包裝材料產品制罐成形過程,使復雜抽象的薄板沖壓過程更加直觀,從過去的依靠經驗設計變成基于參數分析,減少了實際的模具修模調試時間,大大提高了效率,進一步縮短了產品開發周期。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
機械工程師(2015年10期)2015-02-02 01:14:03
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
