冷軋帶鋼頭尾厚度跳躍的改進
2022-03-15 11:19:32黃佩杰
寶鋼技術 2022年1期
陳 光 ,黃佩杰
(寶山鋼鐵股份有限公司 1.制造管理部; 2.冷軋廠,上海 201900)
1 概述
厚度精度是評價冷軋帶鋼質量的重要指標之一,也是用戶極為關心的質量問題,因為它決定著加工產品的質量和成本,同時也決定著后續加工性能。帶鋼由厚到薄的控制是現代化冷軋薄板生產中實現高精度軋制的重要手段。隨著汽車、家電、建筑行業對產品質量要求的不斷提高,高厚度精度冷軋帶鋼已成為現代化板帶生產中不可缺少的組成部分。本文結合帶鋼冷軋基本理論,針對冷軋五機架連軋機帶鋼頭尾厚度精度控制問題進行了調查分析。通過優化連軋機過焊縫厚度控制策略和模式,有效降低了冷軋帶鋼的頭尾厚度超差比例,減少了返修,實現了降本提效。
帶鋼在軋制環節主要有2個重要指標:一是帶鋼的板形精度,二是帶鋼的厚度精度[1]。若經過軋制后的帶鋼沿軋制方向(長度方向)有較大的厚度波動,則會引起一系列的帶鋼質量問題,甚至引發在冷軋軋制過程中開裂[1]和斷帶。通常采用輥縫厚度自動控制系統(Auto-Gage-Control,簡稱AGC) 對帶鋼厚度波動情況進行控制。當AGC系統因某些原因不能夠將帶鋼厚度控制在合格的波動范圍內時,就會產生相應的厚度波動[2-3]。
2 影響冷軋帶鋼厚度精度的因素
引起冷連軋機厚度偏差的因素,可以分為熱軋工序影響因素和冷軋工序影響因素兩種。
熱軋工序影響因素主要有:熱卷斷面形狀(凸度、楔形)、熱卷頭尾的無張力卷取、熱卷頭尾的溫度偏差,以及熱軋在冷卻過程中的溫度和組織不均勻性。其中后三種都將造成熱卷強度和組織的變化,并且直接影響冷軋的厚度控制[4]。
冷軋工序影響因素主要有:支撐輥油膜軸承、軋輥熱量、機架的彈性變形、軋輥的偏心造成的輥縫波動[5],加減速過程中潤滑變化、帶鋼板形造成的輥縫變化等。冷連軋機本身的張力控制精度、傳動調速性能、壓下控制響應性能等也會對帶鋼的厚度精度產生影響。此外,板坯的化學成分波動、冷軋軋機生產計劃編制(鋼種和規格過渡)等因素也對厚度精度有一定影響。
3 冷軋帶鋼頭尾厚度跳躍的主要表現形式和原因
冷軋帶鋼頭尾厚度跳躍是最常見的厚度失效模式之一,其主要表現為軋硬卷或者退火卷的帶鋼頭或(和)尾存在短距離的厚度跳躍式突變(圖1)。具體表現為軋硬卷或者退火卷的帶鋼頭或(和)尾100 m甚至50 m長度范圍內,厚度從最小值跳躍到最大值,或者從最大值跳躍到最小值。冷軋帶鋼頭尾厚度跳躍往往導致1~2個單點厚度超差(超上限或者超下限)。這種厚度失效模式常見于冷軋高強鋼、軟鋼等鋼種。大于等于80 kg級的冷軋超高強鋼由于存在其他的厚度失效模式,因此,頭尾厚度跳躍情況并不十分明顯。
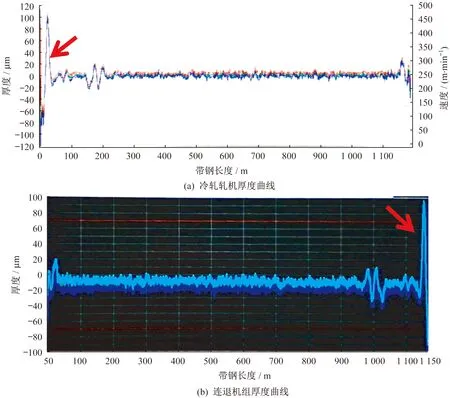
圖1 冷軋帶鋼頭尾厚度跳躍Fig.1 Head and tail thickness variation of cold steel strip
對于帶鋼頭尾厚度跳躍導致的厚度超差,通常以計算機系統信息傳遞的方式告知下游退火或者精整機組,在下游機組的入口進行切除。考慮到退火機組生產效率,對于厚度跳躍長度超過30 m以上的軋硬卷,則必須上精整機組返修切除頭尾厚度超差部位后,才能進行退火或者熱鍍鋅,這樣就導致了冷軋頭尾切損和精整返修的上升。經過現場跟蹤發現,此類“頭尾厚度跳躍”的鋼卷占全部厚度超差鋼卷的比例超過60%。
冷軋帶鋼頭尾厚度跳躍的主要原因:①軋硬卷受前行熱卷尾部厚度影響;②軋硬卷因機組停機啟動造成頭部厚度跳躍;③冷軋軋機規格過渡造成的頭尾厚度跳躍。本文主要對第一種情況進行分析改進。
4 主要改進措施
4.1 減少熱卷頭尾厚度波動對軋硬卷頭尾厚度跳躍的影響
冷軋軋機前行卷的熱軋帶尾厚度波動會對當前卷的頭部厚度控制產生一定影響,因AGC響應滯后,會導致厚度跳躍的距離長、幅度大。因此將1#機架入口AGC前饋補償量提前到1#機架出口適當位置提前清零,以減少AGC調整滯后導致的冷軋帶鋼頭尾厚度跳躍(圖2)。根據帶鋼的不同規格和來料厚度波動程度,提前量為1~4 m。
4.2 調整1#機架出口AGC反饋
根據帶鋼在1#機架出口測量的頭尾厚度波動,通過入口張力輥及1#機架進行補償。為更有效控制帶頭厚度,將控制1#機架出口的厚度偏差的AGC反饋控制的啟動點從帶鋼焊縫過2#機架后提前到進入2#機架前(圖3)。根據帶鋼的不同規格提前量為1~4 m。
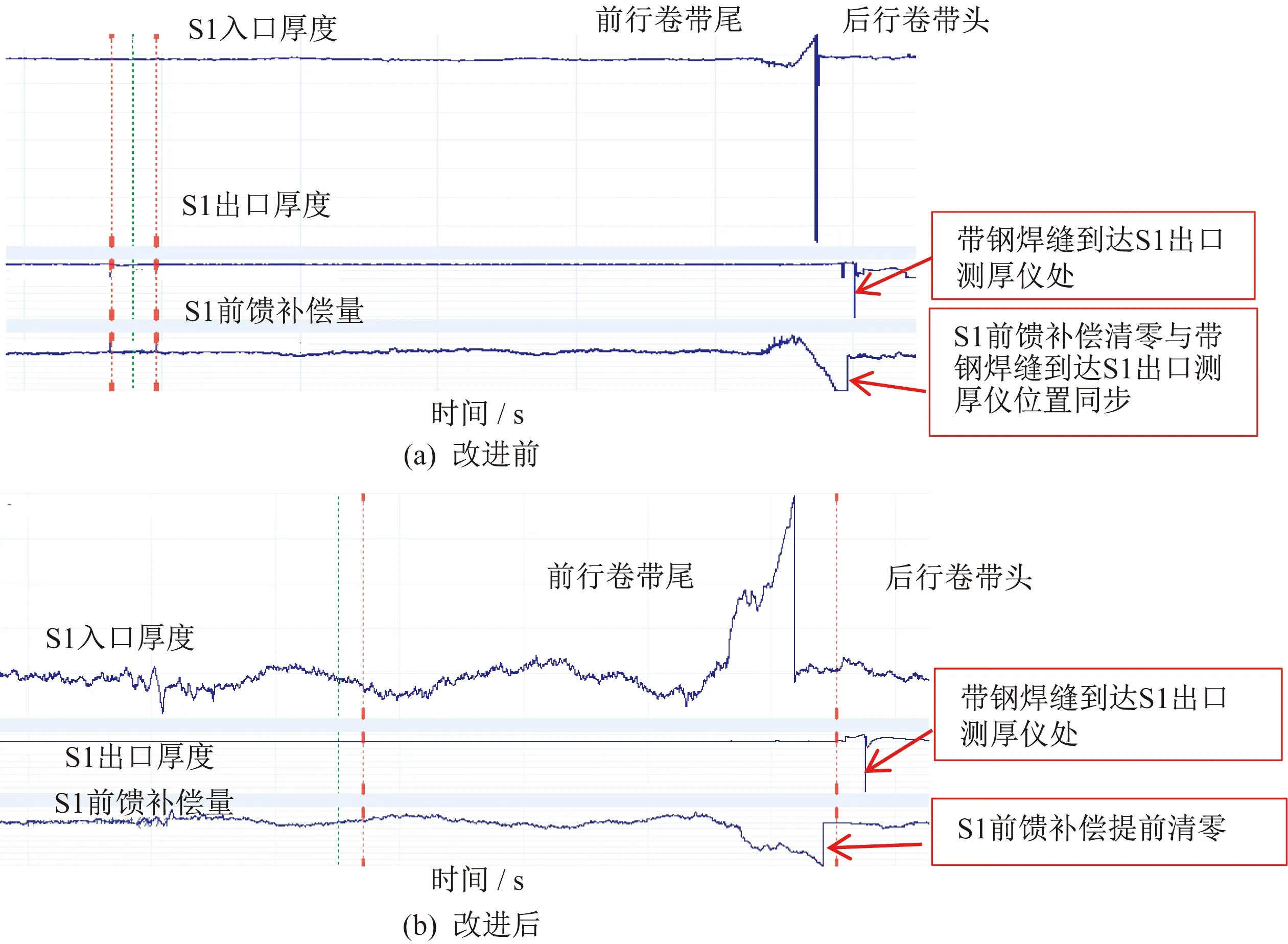
圖2 1#機架入口AGC前饋調整Fig.2 1# AGC feedforward adjustment at rack inlet
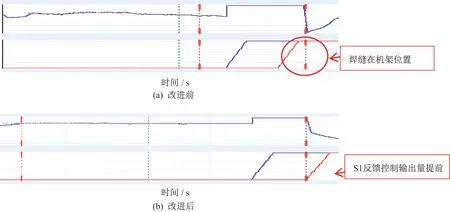
圖3 1#機架出口AGC反饋調整Fig.3 1#AGC feedback adjustment
4.3 調整1#機架出口AGC前饋放大倍數
將1#機架出口AGC前饋放大倍數提高20%,1#機架速度和2#機架壓下的補償量同時提高20%,增大前饋效率,以減少頭尾厚度跳躍幅度(圖4)。
4.4 調整5#機架恒軋制力模式
5#機架恒軋制力模式張力由機架速度進行調整,軋制力不受4#、5#機架張力偏差的影響。只要保持5#機架出口速度不變,在秒流量相等的原則下即可實現5#機架出口厚度不變。在焊縫過機架任何時刻一直采用4#、5#機架張力偏差通過4#機架速度進行閉環(圖5),不采用張力偏差通過5#機架速度進行閉環的模式(圖6),避免5#機架出口速度變化造成出口厚度的同步波動。
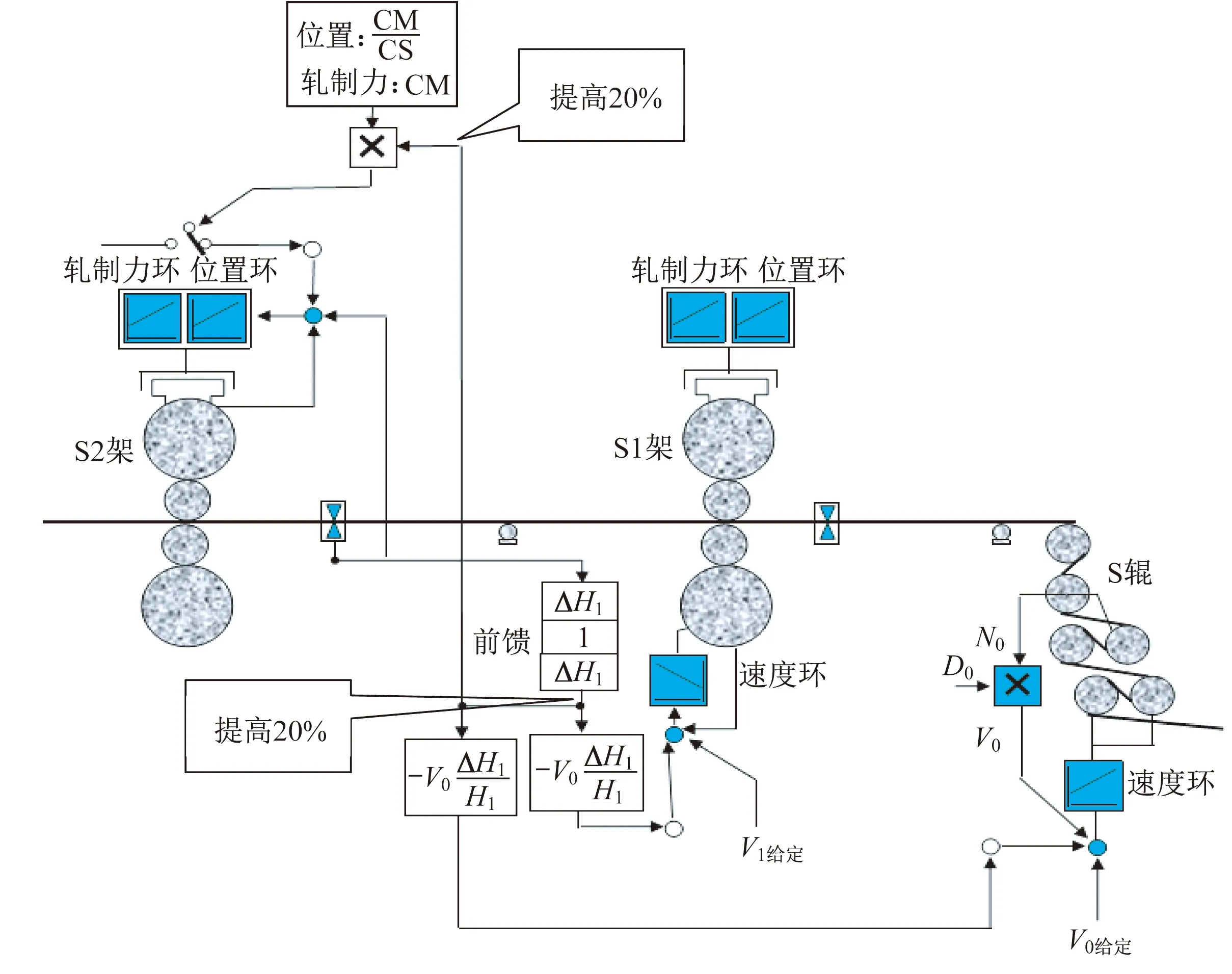
圖4 1#機架出口AGC前饋控制圖Fig.4 AGC feed-forward control chart of 1# frame outlet
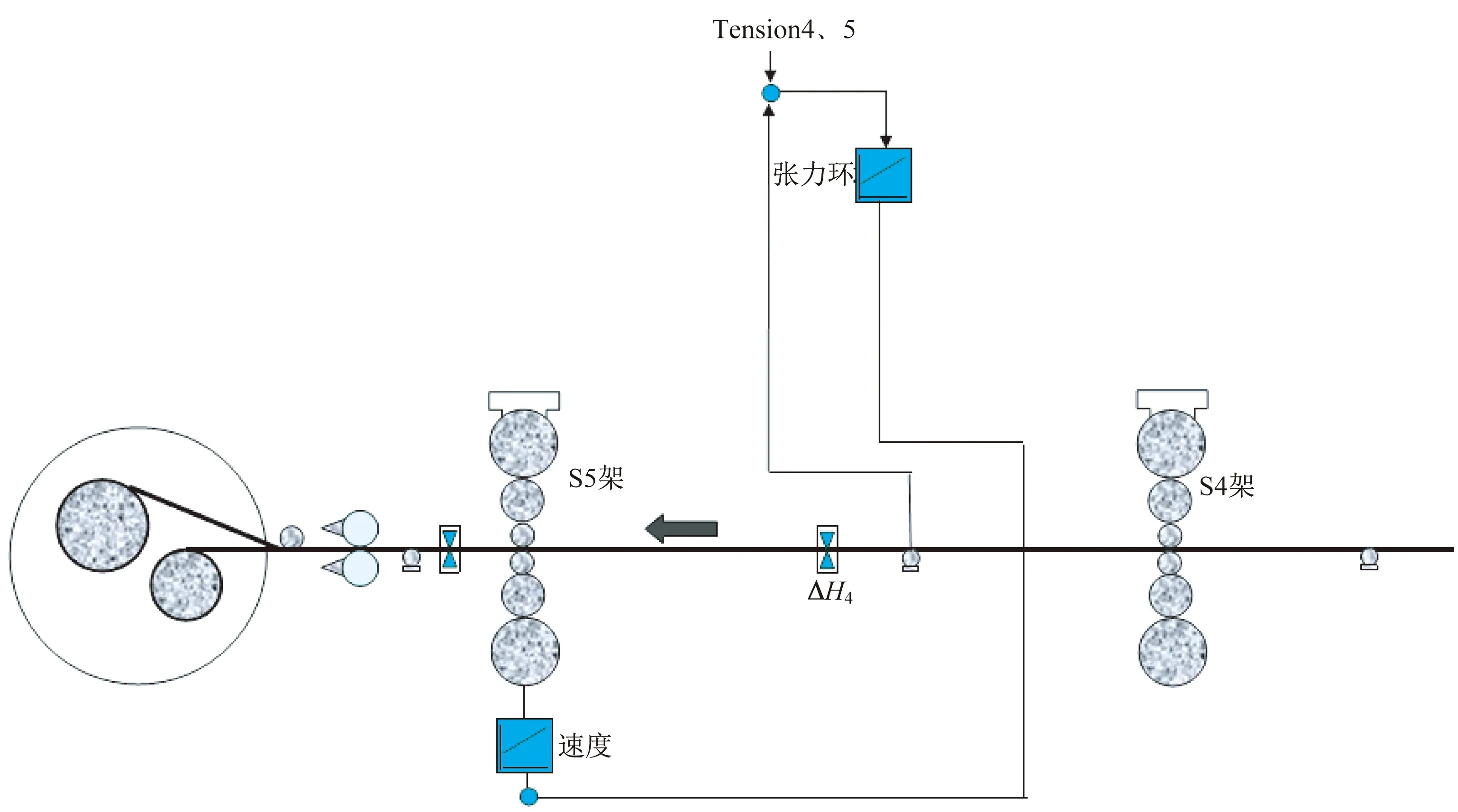
圖6 4#、5#機架間張力控制5#機架控制簡圖Fig.6 Tension control between 4 #、5 # frames 5# frame control diagram
5 改進效果
上述措施實施后,由于冷軋帶鋼頭尾厚度跳躍導致的返修率明顯下降,從原3.8%降低為1.0%(圖7)。
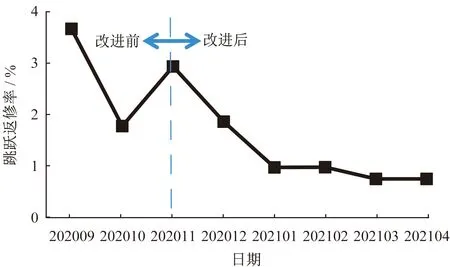
圖7 冷軋帶鋼頭尾厚度跳躍返修率Fig.7 Repair rate of head and tail thickness out of tolerance for cold rolled strip
6 結論
(1) 冷軋帶鋼頭尾厚度跳躍是最常見的厚度失效模式之一,其主要表現為軋硬卷或者退火卷的帶鋼頭或(和)尾存在短距離的厚度跳躍式突變。此類“頭尾厚度跳躍”的鋼卷占全部厚度超差鋼卷的比例超過60%。
(2) 通過減少熱卷頭尾厚度波動對軋硬卷頭尾厚度跳躍的影響,調整1#機架出口AGC反饋、1#機架出口AGC前饋放大倍數、5#機架恒軋制力模式下張力由機架速度進行調整等措施,可以有效改進頭尾厚度跳躍導致的冷軋帶鋼厚度超差。
