航空發動機16Ni3CrMoE鋼制輸出軸的熱處理畸變控制
2022-03-16 07:00:34,,,,,
金屬熱處理 2022年2期
, , , , ,
(1. 中國航發南方工業有限公司, 湖南 株洲 412002; 2. 中國陸裝駐株洲地區航空軍事代表室, 湖南 株洲 412002;)
零件滲碳的目的是使表面保持高硬度、高耐磨性及高接觸疲勞強度和彎曲疲勞強度。某航空發動機輸出軸材料為16Ni3CrMoE鋼。該材料是一種優良的合金滲碳鋼,具有良好的淬透性、高的抗拉強度和高的塑韌性,主要用于表面硬度要求高、心部韌性要好、需具備良好綜合力學性能的滲碳件[1]。該零件經滲碳淬火加低溫回火需要獲得最佳的表面硬化層,以提高接觸疲勞強度,并獲得良好的耐磨性和耐腐蝕性能,而心部又保持低碳鋼的強度和良好的韌性。按照輸出軸設計要求,需對兩個內花鍵及外圓進行滲碳處理,零件其余無需滲碳的面全部采用鍍銅保護,防止碳原子滲入零件表面。由于滲碳后零件表面和心部成分、組織不同,具有表面和心部不同的體積比和冷卻規律。因此,其熱處理畸變特點和規律不同于普通工件,畸變更加復雜。零件滲碳深度一般較淺,經過滲碳后只允許進行去除量較小的磨削加工,相對于普通工件,滲碳件畸變后校正也更加困難。所以前期熱處理畸變的預防就顯得極為重要。從工藝完善、過程優化等方面控制滲碳件的畸變量是零件質量控制關鍵措施。
本文針對輸出軸滲碳淬火后出現軸向長度縮短、內花鍵畸變的問題,研究采用改變滲碳裝爐方式、降低滲碳冷卻速度以及靜油等溫淬火等措施,將零件的熱處理畸變控制在工藝要求的范圍內,從而改善輸出軸的滲碳淬火質量。
1 問題概述
1.1 問題定位
輸出軸在滲碳淬火工序結束后測量零件各尺寸,常因超差嚴重而導致零件報廢,零件報廢將嚴重影響發動機的交付。因此,亟需對該問題進行梳理并提出改進措施。
分析零件在滲碳淬火工序的畸變問題。首先將輸出軸標記,其中輸出軸總長度為H=(216.8±0.2) mm,通過測量零件在滲碳淬火各工步及各部位尺寸,表1為統計的9件輸出軸零件在滲碳淬火前后的尺寸變化及花鍵情況。通過表1的統計數據可知,輸出軸畸變趨勢為整體長度縮短、中端及大端兩段內花鍵畸變嚴重。
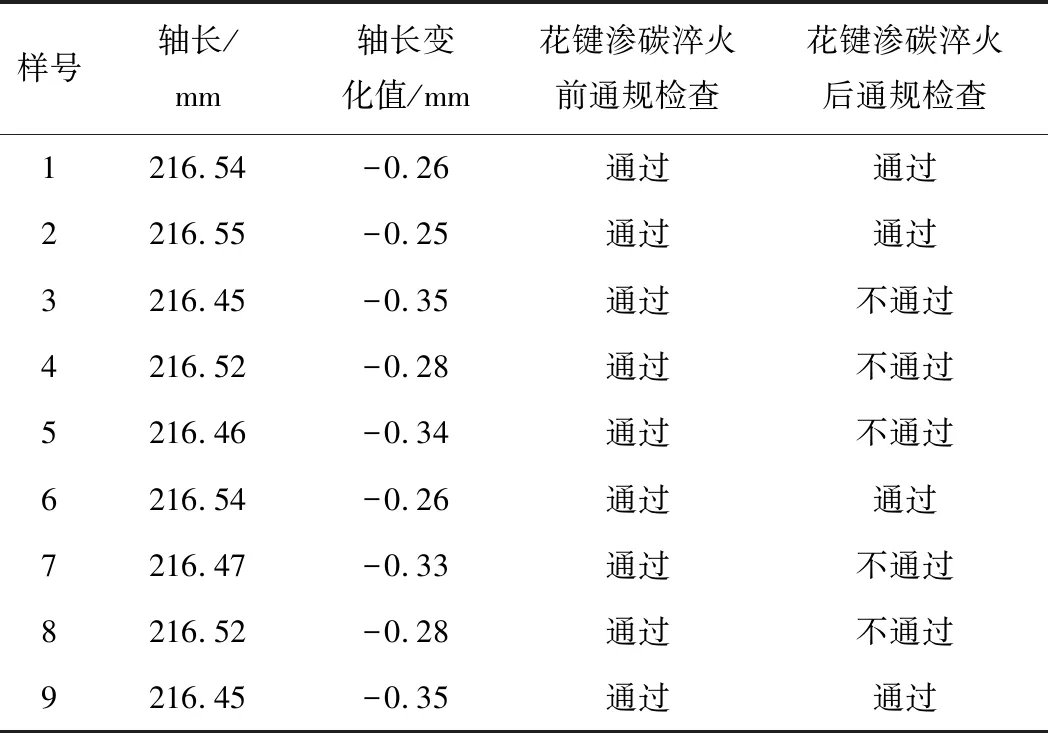
表1 輸出軸的軸向尺寸變化
1.2 工藝流程梳理
輸出軸總體工藝流程為棒料→粗加工→調質→半精加工→滲碳淬火→精加工。該零件的滲碳熱處理工藝流程為真空滲碳→淬火→冷處理→回火→質量檢驗,詳細流程:① 先抽真空至≤10 Pa,然后升溫400~480 ℃保溫2~2.5 h,再升至(650±10) ℃保溫30~40 min,再升至(800±10) ℃保溫20~30 min,再升至(880±10) ℃保溫50~60 min,最后通乙炔自動滲碳,碳勢保持為(1.0±0.1)%,滲碳結束將零件移入冷室通0.1 MPa氬氣進行冷卻。② 溫度≤(650±10) ℃入爐,在(650±10) ℃保溫2~2.5 h,升至(825±10) ℃保溫2~2.5 h,然后垂直淬入(180±10) ℃攪拌油中保溫2~3 min,最后轉入常溫油槽中冷至室溫。③ 在≤-60 ℃ 保溫2~2.5 h,最后空冷。④ 在(160±10) ℃保溫2.5~3 h,空冷。⑤ 檢測要求心部硬度達到35~44 HRC,滲碳面硬度≥90 HR15N,滲碳層深度為0.3~0.45 mm
2 原因與分析
2.1 零件常見熱處理畸變的原因分類及分析
熱處理畸變的實質是零件內應力的釋放,釋放的應力大于材料的屈服強度,就會發生永久性的畸變[2]。造成零件畸變的原因主要有3類:① 零件尺寸差異和形狀突變引起的畸變;② 冷加工過程中應力釋放情況不同引起的畸變;③ 熱加工應力導致的畸變,這類畸變是本文的研究重點。熱加工應力的來源主要包括以下3種情況:① 加熱冷卻速度不同,形成的溫度梯度造成的熱應力;② 表面與心部及不同截面區域之間的相變時間差異造成的組織應力;③ 組織轉變的不均勻或不等時產生的附加應力[3]。
計量零件熱處理畸變的情況可得出,滲碳工步后零件各個尺寸都有縮短,花鍵扭曲畸變,畸變情況遵循熱脹冷縮的熱畸變規律,說明滲碳結束后在冷卻過程的零件熱應力大,易造成零件收縮。輸出軸零件使用的16Ni3CrMoE鋼是一種優良的合金滲碳鋼,它具有較大的熱導率,零件高溫滲碳時材料組織轉變為奧氏體,此時為材料的高塑性狀態,零件即使是通氬氣冷卻,冷速也較大,易引起零件收縮。零件中花鍵經滲碳引起的畸變熱應力起決定性作用,因此需重點控制滲碳工步的冷卻速度。
經滲碳淬火的零件由于沿截面存在表面和心部的成分和組織各不相同,具有不同的體積比和奧氏體連續冷卻轉變曲線。因此,淬火時的相變規律與普通淬火不同,材料含碳量由滲層表面到內層逐漸降低,相應的馬氏體相變溫度Ms點則逐漸升高,導致馬氏體相變開始往往不是從表面而是從滲層下某一部位首先開始,待表層溫度降到外層的Ms點以下發生馬氏體相變時,內層馬氏體相變已經發生,導致伴隨外層高碳馬氏體相變的體積膨脹由于受到內層的阻礙,于是表層產生了很大的壓應力,心部則為拉應力。加熱與冷卻過程的不均勻也使熱應力分布差異較大。在零件淬火過程中,由于冷卻的不均勻、冷速過快、成分的變化以及截面尺寸的突變都會使這些應力的分布發生劇烈變化,這些因素都增大了零件滲碳淬火畸變的趨勢。
2.2 輸出軸熱處理畸變的原因與分析
輸出軸各個部位薄厚不一致,截面差異大。不同尺寸部位的熱處理畸變也存在不同的變化趨勢,薄厚不均、有效厚度差異過大極易造成零件的加熱和冷卻不均勻,從而加大零件的淬火畸變[4];同時輸出軸要求局部滲碳以及滲層與心部成分組織差異,又使熱應力及組織應力的變化及影響更加復雜化[5]。從零件裝爐方式看,滲碳裝爐時零件直接擺放在料框中,并且大端朝下,這種裝爐方式存在兩個問題:冷卻時小端快,大端慢,冷卻不均勻;料框底部不平整,零件擺放不平穩易導致畸變。從加工過程看,零件滲碳淬火均采用了分階段升溫,降低升溫速率,有效保證了溫度的一致性,縮小溫度差,因此滲碳淬火時的加熱對零件的畸變影響不大[6]。滲碳冷卻為氬氣冷卻,冷速較快,零件各部分壁厚不均勻,容易導致冷卻不均勻、溫差大。淬火冷卻時,由于等溫油槽開啟攪拌裝置,油的循環幅度較大,油的不規則流動會使零件在冷卻時受到不均勻的外力,作用于零件上的應力將更復雜。此外,零件的整體加工流程中,滲碳前經過機加工車間拉齒,沒有消除應力使得機加工造成的殘余應力在滲碳前沒有得到有效釋放,會加重零件在熱處理過程中的畸變[7]。
從上述分析得出,輸出軸零件的畸變因素主要為滲碳裝爐方式、滲碳冷卻方式、淬火冷卻方式、滲碳前的殘余應力等。
3 改進的工藝方案
根據上述分析情況,提高熱加工均勻性、降低熱應力和提前釋放機加應力是減少熱處理畸變的主要控制措施,主要從滲碳裝爐、滲后冷卻方式、淬火冷卻方式、增加穩定處理工序等4個方面進行考慮和改進。
3.1 滲碳裝爐
輸出軸零件改進裝爐方式前是直接立放在料架上,如圖1所示,灰色部位為待滲表面,紅橙色部位為鍍銅表面,銅層起到阻止碳原子滲入的作用,料架為網格狀,且部分網格老化破損,料架整體凹凸不平,無法提供水平支撐。對于基本無余量的滲碳零件而言,肯定會加大零件的畸變。且零件直立,大端貼近工裝料架、爐底板等蓄含熱量的零件,加熱時大端受工裝影響更慢,冷卻時大端亦更慢。零件整體升溫及降溫速率均不均勻,易導致畸變。

圖1 舊的裝爐方式Fig.1 The old loading mode
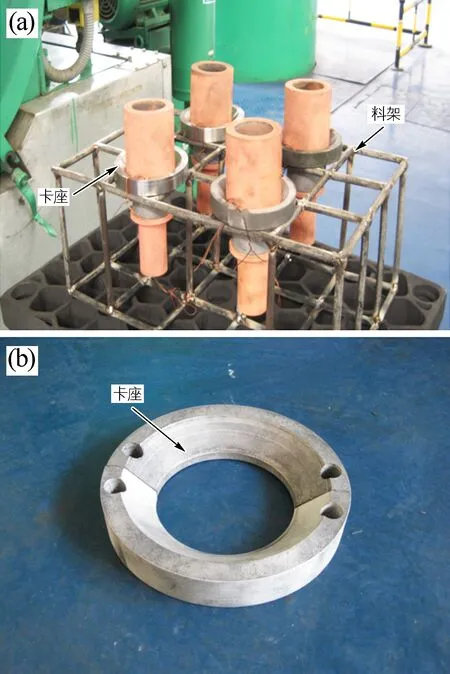
圖2 新的裝爐方式(a)和夾具圖(b)Fig.2 New loading mode(a) and fixture image(b)
針對舊裝爐方式的弊端,對輸出軸零件裝爐方式進行兩點改進:① 設計專用滲碳裝爐工裝(料架和卡座,見圖2),料架直接放置于爐底板上,卡座置于料架的網格上,零件置于卡座上卡住以確保零件保持垂直放置,消除重力對零件畸變的影響;② 將零件小端朝下放置,在加熱時,零件底部工裝可以延緩小端升溫速率,使得零件整體溫差降低,從而獲得更加均勻的升溫效果。冷卻時處于高溫階段的工裝內部積蓄的熱量在冷卻時散發,又剛好對零件小端進行熱補償,延緩小端頭的冷卻,平衡大小兩端頭的冷卻速率,以此獲得更加均勻的冷卻效果。
3.2 滲碳冷卻
滲碳完成后直接通氬氣冷卻,零件獲得的冷速較快,同時各部分壁厚不均勻導致零件冷卻不均勻、溫差大。將滲碳冷卻方式改進,由高溫階段直接氬氣冷卻改為先爐冷至≤300 ℃后轉入冷室,再通氬氣冷至室溫出爐。降低滲碳后冷卻速度,極大地降低了熱加工應力,減少應力對畸變的復雜影響。
3.3 淬火冷卻
淬火結束后進入等溫油槽中冷卻。由于油溫高達180 ℃,粘度小,流動性大,冷卻能力也強,所以增加攪拌裝置大幅度攪動對冷卻能力并無太多影響,反而由于油液的無規律流動,無法提供可靠的冷卻能力,易引起零件各個部位的冷卻不均勻,從而增大淬火冷卻階段的畸變,故在輸出軸等溫淬火時關閉淬火油攪拌裝置,零件沿豎直方向均勻移動即可。采用該方案后發現,零件表面及心部硬度與打開攪拌裝置并無明顯變化。
3.4 消除機加工應力
零件經調質處理后,有兩道數控車床加工工序,對零件加工量比較大,這兩道工序加工完成后零件已基本加工成形,考慮到這兩道機加工會給零件帶來較大的內應力,故在滲碳前增加穩定化處理工序,先消除加工應力,穩定零件尺寸,以減少滲碳工序的畸變。穩定化處理的具體工藝參數為(400±5) ℃真空爐中保溫2~2.5 h,通入≥0.1 MPa氬氣冷至≤100 ℃后出爐空冷。
3.5 試驗結果
基于上述4項工序改進后,選取兩件輸出軸零件進行試驗驗證,將零件小端定為A段,中端定為B段,大端定為C段,每端各定3點,每點測3次取其平均值,如圖3所示,測試結果見表2。
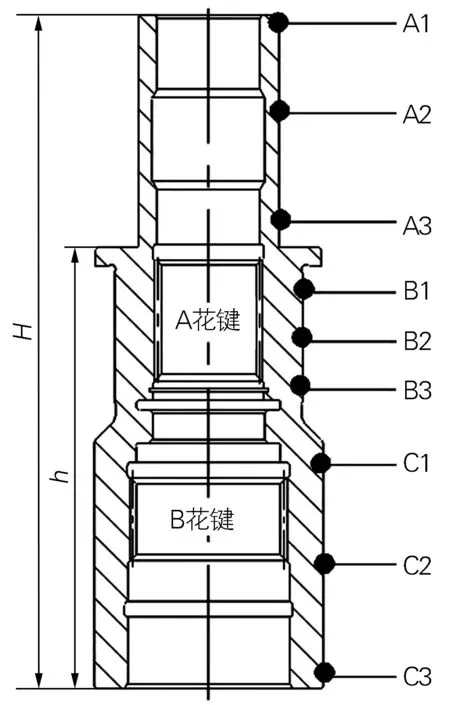
圖3 輸出軸分段標記示意圖Fig.3 Schematic diagram of the output shaft with target section
由表2可知,數據顯示兩件平行輸出軸零件的軸向長度縮短值大大減小,專用測量通規均能順利通過花鍵,滲層要求也同樣滿足工藝要求(滲層深度0.3~0.45 mm,心部硬度35~44 HRC,表面硬度≥90 HR15N)。
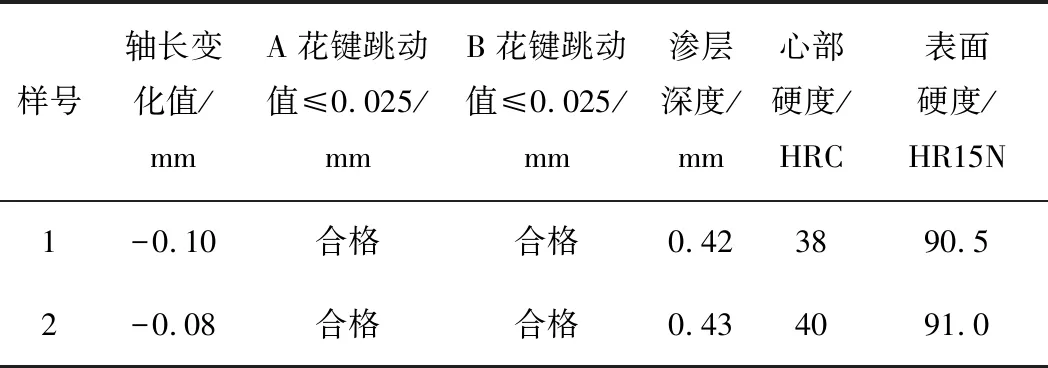
表2 工藝改進后試驗結果
對兩件輸出軸零件各個部位的具體軸向和徑向尺寸分別進行了測量,結果如表3所示。
由表3可知,滲碳后的各項尺寸的畸變值減少,零件畸變均在允許公差內,說明在滲碳淬火過程中采取的措施對控制零件畸變有較明顯的效果。通過分析試驗數據發現,零件的軸長在滲碳后有一定程度的減小,而淬火回火后又有增大的趨勢,但整個過程的畸變總趨勢是減小的。此外,徑向尺寸的畸變趨于向鼓筒狀轉化。
滲碳后緩冷使得零件心部處形成鐵素體和珠光體,零件軸長一般沿主應力方向收縮0.06%~0.14%[8];而在淬火過程中,心部奧氏體轉變為鐵素體和馬氏體或貝氏體,不論轉變為何種組織,心部都因組織的體積增大而發生體積膨脹,因為奧氏體為面心立方結構,比體積小,馬氏體為體心立方結構,比體積大,面心立方結構的晶胞向體心立方結構的晶胞轉變時,體積會增加[9]。理論上,零件在滲碳過程中軸向長度縮短值應在0.12~0.30 mm左右,試驗中的軸向長度縮短值為0.14 mm,與理論值基本相符,畸變量接近最小值,這主要是由于減緩了升溫和冷卻速度,保證了受熱冷卻的均勻性,減小了加熱及冷卻過程中的熱應力的影響。
淬火時,采用靜油等溫冷卻,既保證了零件得到所需的組織和性能,同時畸變也得到了有效控制。由于油溫越高,運動粘度越大,冷速也相應變大,在180 ℃等溫時,攪拌油冷改為靜油冷卻,基本不會改變油的冷卻速度,但同時卻消除了不規則流動的淬火油對零件的作用,使淬火畸變控制在最小范圍內。
同時得益于熱處理工藝調整后熱應力減小的原因,花鍵畸變情況得到極大改善,花鍵經過滲碳淬火后各部位的尺寸均合格,滲碳結束后花鍵跳動值控制在0.012~0.015 mm,淬火后A、B花鍵跳動最終控制在0.015~0.020 mm。綜上可知,采用上述工藝改進措施可以有效預防輸出軸零件在滲碳淬火的畸變,可在批量生產中使用。
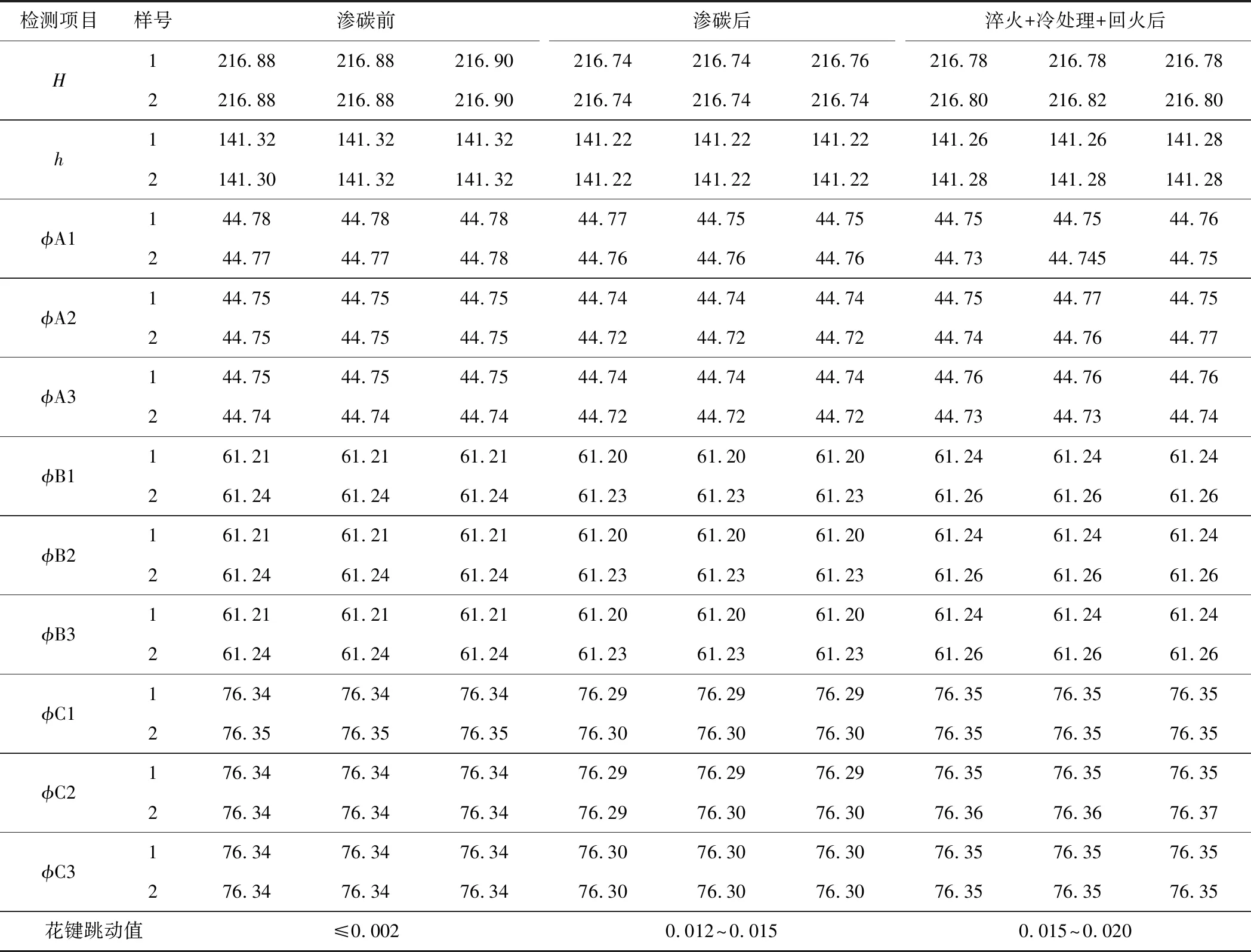
表3 零件各部位的尺寸統計(mm)
4 結論
通過對某航空發動機輸出軸滲碳淬火畸變原因分析,改進了滲碳淬火工藝后,減小了滲碳淬火畸變對其尺寸精度的影響,使產品符合工藝要求,得出以下結論:
1) 針對形狀復雜、厚度或尺寸突變的零件,可通過整體加熱或冷卻均勻等方法較好控制熱處理畸變。
2) 在采用油液淬火冷卻時,可通過靜止冷卻來控制冷卻液不規則流動來減小零件淬火畸變。
3) 滲碳淬火前需要進行穩定化處理,提前釋放機加工應力可有效控制零件后續工藝的熱處理畸變。
