智能工廠自動(dòng)化產(chǎn)線電氣控制系統(tǒng)優(yōu)化設(shè)計(jì)及應(yīng)用
2022-03-21 08:09:56吳昊趙旭陳磊毛金銘高顯進(jìn)朱秋實(shí)張曉東
汽車工藝師 2022年3期
關(guān)鍵詞:設(shè)備
吳昊,趙旭,陳磊,毛金銘,高顯進(jìn),朱秋實(shí),張曉東
一汽解放汽車有限公司 長(zhǎng)春 130011
目前汽車制造業(yè)由自動(dòng)化線體向智能化線體轉(zhuǎn)型。智能化的生產(chǎn)線關(guān)鍵在于電氣控制系統(tǒng)設(shè)計(jì)的合理性,對(duì)軟件、硬件的設(shè)計(jì),需要打破傳統(tǒng)的思路,有良好的數(shù)據(jù)基礎(chǔ)及合理規(guī)劃方可對(duì)智能化產(chǎn)線做基礎(chǔ)支撐。智能化工廠的核心數(shù)據(jù)來源于自動(dòng)化底層的數(shù)據(jù),通過與MOM/MES或車間級(jí)中控實(shí)時(shí)交互的數(shù)據(jù),使其了解產(chǎn)線信息并下達(dá)相關(guān)生產(chǎn)及物流調(diào)度指令。
電氣規(guī)劃方案
根據(jù)工藝規(guī)劃方案,獲得自動(dòng)線裝備線規(guī)劃平面圖,根據(jù)平面圖及數(shù)字化規(guī)劃方案需要,分配相應(yīng)網(wǎng)絡(luò)層級(jí)、網(wǎng)絡(luò)拓?fù)浣Y(jié)構(gòu)以及考慮智能化工廠的數(shù)據(jù)量和時(shí)效性,在數(shù)據(jù)接口復(fù)雜的情況下,確定相關(guān)核心元器件的類型及數(shù)量。
1.網(wǎng)絡(luò)層級(jí)劃分
自動(dòng)化率較高的傳統(tǒng)車間在PLC上一層搭載安東或SCADA層,實(shí)現(xiàn)數(shù)據(jù)的上傳即完成網(wǎng)絡(luò)層級(jí)的構(gòu)架搭建。目前國內(nèi)在智能化、數(shù)字化轉(zhuǎn)型的背景下,規(guī)劃的網(wǎng)絡(luò)構(gòu)架定義較為豐富,從上到下有決策層、管控層、感知層以及設(shè)備層等定義(也有定義為工廠級(jí)、車間級(jí)或現(xiàn)場(chǎng)級(jí)),無論IT與OT如何融合與定義,最底層的均為以可編程邏輯控制器(PLC)為核心的設(shè)備層或現(xiàn)場(chǎng)級(jí),這是智能化工廠的基礎(chǔ)和源頭。如何劃分現(xiàn)場(chǎng)層網(wǎng)絡(luò)和上層工業(yè)互聯(lián)網(wǎng)的構(gòu)架關(guān)系,是自動(dòng)線電氣控制系統(tǒng)的重要因素。
以某焊裝車間的網(wǎng)絡(luò)層級(jí)為例(見圖1),車間包含27套PLC及相關(guān)附屬設(shè)備,上述設(shè)備經(jīng)過三層網(wǎng)絡(luò)交換機(jī)的VLAN功能實(shí)現(xiàn)隔離,使得設(shè)備層與中控層實(shí)現(xiàn)了分層。分層的關(guān)鍵在于對(duì)設(shè)備層相應(yīng)聯(lián)網(wǎng)設(shè)備的保護(hù),在IoT融合的大趨勢(shì)下,希望實(shí)現(xiàn)“一網(wǎng)到底”的網(wǎng)絡(luò)規(guī)劃。初衷是希望獲取到最底層數(shù)據(jù)的相關(guān)信息,實(shí)時(shí)查看底層設(shè)備狀態(tài)。但如果不做分層隔離,任意一個(gè)MOM或中控系統(tǒng)的端口通過一個(gè)自動(dòng)獲取IP地址的終端接入到OT網(wǎng)絡(luò)層中,極易導(dǎo)致IP地址沖突,將某一個(gè)底層設(shè)備的網(wǎng)絡(luò)通信毀掉。基于上述問題,在做智能工廠的網(wǎng)絡(luò)規(guī)劃時(shí),需對(duì)網(wǎng)絡(luò)層級(jí)進(jìn)行劃分,并通過防火墻或VLAN等相關(guān)功能實(shí)現(xiàn)隔離,避免因非生產(chǎn)必要IP臨時(shí)進(jìn)入底層網(wǎng)絡(luò)而發(fā)生的地址沖突,導(dǎo)致底層設(shè)備斷網(wǎng)影響產(chǎn)線停滯。
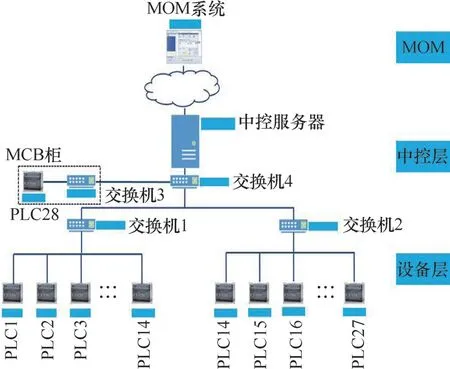
圖1 某焊裝車間網(wǎng)絡(luò)規(guī)劃層級(jí)
2.設(shè)備層總線結(jié)構(gòu)
傳統(tǒng)的設(shè)備層總線結(jié)構(gòu),Profibus、Interbus、CClink和Devicenet基本占據(jù)了汽車制造業(yè)的核心總線市場(chǎng)。隨著工業(yè)互聯(lián)網(wǎng)的大數(shù)據(jù)采集,對(duì)安全信號(hào)等級(jí)要求更高,逐步在改造或新建的自動(dòng)化線中實(shí)現(xiàn)Profinet總線結(jié)構(gòu)。與傳統(tǒng)的總線結(jié)構(gòu)相比,Profinet網(wǎng)絡(luò)總線的數(shù)據(jù)量以及傳輸速度是傳統(tǒng)總線不可比擬的。目前Profinet總線有光纖和銅纜兩種接線方式,如果在產(chǎn)線初期規(guī)劃階段對(duì)使用年限、節(jié)拍的要求較高且有大數(shù)據(jù)傳遞的需求,使用Profinet光纖的通信方式是最優(yōu)選擇。
光纖傳遞特點(diǎn)如下。
首先,Profinet光纖的數(shù)據(jù)傳遞穩(wěn)定性比銅纜傳輸更高,網(wǎng)絡(luò)節(jié)點(diǎn)不會(huì)在線纜上形成不同的共模電壓電平或共模瞬變,在大電流以及高壓降的情況下,光纖自帶電氣隔離功能,避免了強(qiáng)電流及強(qiáng)電壓對(duì)總線傳輸信號(hào)的影響,實(shí)現(xiàn)電磁屏蔽。
其次,在數(shù)據(jù)的傳輸距離上,光纖傳遞在不需要增加中繼站的情況下可完成數(shù)據(jù)的傳輸。但需要注意的是,由于光纖受自身材質(zhì)的限制,在機(jī)器人或一些運(yùn)動(dòng)機(jī)構(gòu)上使用光纖IO模塊與PLC進(jìn)行通信時(shí),需注意動(dòng)態(tài)彎曲半徑一般不得小于光纜外徑的20倍(理論值),靜止彎曲半徑大于光纖外徑的15倍(理論值),在實(shí)際的工況下此數(shù)值更高,所以在動(dòng)態(tài)的機(jī)械結(jié)構(gòu)外掛光纖IO模塊時(shí)需結(jié)合仿真驗(yàn)證其動(dòng)態(tài)彎曲半徑。使用靜態(tài)光纖時(shí)需考慮靜態(tài)彎曲半徑,在圖樣設(shè)計(jì)時(shí)進(jìn)行準(zhǔn)確的計(jì)算及做出適當(dāng)?shù)念A(yù)留。在現(xiàn)場(chǎng)布線時(shí),需考慮現(xiàn)場(chǎng)線槽的轉(zhuǎn)彎角度。
以某總裝車間的一套可編程邏輯控制器為例。(見圖2),PLC的控制柜下屬現(xiàn)場(chǎng)級(jí)變頻器、柜體內(nèi)變頻器(IP20防護(hù)等級(jí))、現(xiàn)場(chǎng)級(jí)IO模塊、柜內(nèi)IO模塊(IP20防護(hù)等級(jí))、RIFD以及與其他控制系統(tǒng)交互的PN-PN Coupler,總線拓?fù)浣Y(jié)構(gòu)的劃分較為清晰,某一類設(shè)備形成拓?fù)浣Y(jié)構(gòu)的一個(gè)分支,如現(xiàn)場(chǎng)級(jí)變頻器及其IO模塊即在拓?fù)浣Y(jié)構(gòu)里形成一支路,操作按鈕箱形成一支路。此種設(shè)計(jì)方式在圖樣的設(shè)計(jì)以及現(xiàn)場(chǎng)故障的查詢中較為清晰,可迅速識(shí)別出某一類設(shè)備出現(xiàn)故障,且程序上的相關(guān)IP地址、輸入輸出點(diǎn)規(guī)則更清晰,便于查找相關(guān)點(diǎn)位。

圖2 某總裝車間機(jī)械化設(shè)備層總線規(guī)劃
3.交互信息接口
某套自動(dòng)線電氣控制系統(tǒng),在原自動(dòng)化的信息接口交互上,基本是與其他電控系統(tǒng)通過自動(dòng)線體間的交互實(shí)現(xiàn)數(shù)據(jù)通信。但隨著智能化工廠的由信息驅(qū)動(dòng)線體的概念,所交互的信號(hào)來自不同的系統(tǒng)。
以某立體庫信號(hào)交互為例。當(dāng)PLC系統(tǒng)與自動(dòng)入庫、出庫系統(tǒng)進(jìn)行線體間的信號(hào)交互,由于涉及安全、無延遲傳輸?shù)耐酵ㄐ判盘?hào),所以需通過PN-PN Coupler進(jìn)行信號(hào)傳遞。但立體庫系統(tǒng)需要與多系統(tǒng)實(shí)現(xiàn)車型、生產(chǎn)計(jì)劃的校驗(yàn),此類信號(hào)為異步通信信號(hào),則需要通過OPC-UA協(xié)議進(jìn)行數(shù)據(jù)的傳遞。通過上位系統(tǒng)間的判斷發(fā)送放行與接收指令,從而控制立體庫的出入庫,因此在某一套電控系統(tǒng)的規(guī)劃設(shè)計(jì)中,要充分考慮相關(guān)其接口的預(yù)留及交互系統(tǒng)的規(guī)劃,安全信號(hào)、到位信號(hào)及其他實(shí)時(shí)傳遞的同步信號(hào)應(yīng)考慮通過Profinet總線進(jìn)行傳遞。生產(chǎn)計(jì)劃、型號(hào)比對(duì)等校驗(yàn)信息通過OPC-UA的形式進(jìn)行傳遞,預(yù)留足夠的網(wǎng)絡(luò)端口及相關(guān)安全策略部署。
硬件設(shè)計(jì)
基于電氣控制系統(tǒng)的規(guī)劃設(shè)計(jì),針對(duì)網(wǎng)絡(luò)的相關(guān)數(shù)據(jù)采集及控制要求需要對(duì)PLC本體及相關(guān)外設(shè)進(jìn)行選型。在滿足大數(shù)據(jù)采集的基本要求下,除PLC的選用應(yīng)考慮多網(wǎng)卡多接口以外,其他的智能電表、水流量、氣流量、加注、溫度相關(guān)的數(shù)據(jù)傳感器應(yīng)具備數(shù)據(jù)采集與上傳的功能。
1.PLC選型設(shè)計(jì)
如電氣控制系統(tǒng)帶有各種復(fù)雜的機(jī)器交互邏輯且包含復(fù)雜的運(yùn)算邏輯,具備分布式網(wǎng)絡(luò)控制系統(tǒng),在選型上優(yōu)先考慮模塊式大型PLC。在整車廠的自動(dòng)線電氣方案設(shè)計(jì)過程中,基本使用大、中型PLC,此類PLC的運(yùn)算速度、邏輯處理能力極強(qiáng),可以滿足各種線體的復(fù)雜控制邏輯。根據(jù)智能化、大數(shù)據(jù)的采集要求,在選用大、中類型PLC的同時(shí)要考慮網(wǎng)絡(luò)隔離分層的關(guān)鍵要素,故應(yīng)選用自帶雙IP地址的PLC,或者使用獨(dú)立IP地址的PLC接入三層管理型網(wǎng)絡(luò)交換機(jī)。交換機(jī)所組成的網(wǎng)絡(luò)柜中增加防火墻,在大數(shù)據(jù)的采集背景下,務(wù)必考慮工控安全因素。
2.智能電表
智能電表對(duì)能源的采集、線體能耗分析起到重要作用,傳統(tǒng)的自動(dòng)化線體內(nèi)均使用指針式的能耗電表,此種電表僅能以人工目視的方式進(jìn)行數(shù)據(jù)的識(shí)別。一般的智能電表具備強(qiáng)抗干擾性,工作環(huán)境溫度范圍-25~+60℃,能夠適應(yīng)汽車四大工藝相關(guān)的工廠及車間粉塵、噪聲、振動(dòng)等惡劣的工作環(huán)境。智能電表用于自動(dòng)化線體內(nèi)的測(cè)量范圍一般在10~264V(相電壓),最大測(cè)量范圍:415V(相電壓),功耗≤0.05VA(單相),精度達(dá)到RMS 0.2%,分辨率達(dá)到0.01V。具備獨(dú)立的網(wǎng)絡(luò)接口,RS-485或RJ45等網(wǎng)絡(luò)接口類型,通信速率一般在600~38 400bps。
3.射頻識(shí)別技術(shù)
RFID是 Radio Frequency Identification 射頻識(shí)別的縮寫,作為焊裝、涂裝、總裝車間數(shù)字化的一個(gè)熱門應(yīng)用點(diǎn),其載碼體內(nèi)可以承載各種生產(chǎn)信息并可實(shí)現(xiàn)車體跟蹤功能,被廣泛應(yīng)用于各大整車廠。但是RIFD的合理使用,且如何符合實(shí)際的工作情況是電氣控制系統(tǒng)規(guī)劃設(shè)計(jì)時(shí)需考慮的重要因素。
(1)環(huán)境溫度 以某涂裝車間為例。在電泳及面漆噴涂烘干的區(qū)域,車體進(jìn)入到烘干室內(nèi)后,溫度達(dá)到180℃,并且在烘干室內(nèi)持續(xù)保持停留50min,反復(fù)的高溫、冷卻對(duì)載碼體本身的性能要求極高。目前國內(nèi)的載碼體廠商對(duì)于高溫的承受性能尚未達(dá)到國外頂級(jí)產(chǎn)品的水平,如對(duì)上述工況無法適應(yīng),將導(dǎo)致頻繁地更換載碼體且全車間的信息系統(tǒng)將處以斷點(diǎn)狀態(tài)。如果智能工廠的自動(dòng)化線體以生產(chǎn)計(jì)劃、車型識(shí)別為驅(qū)動(dòng)原則,耐高溫并預(yù)留設(shè)備層決策功能,上述信息丟失情況下,電氣控制系統(tǒng)應(yīng)具備設(shè)備層手工狀態(tài)確認(rèn)功能。
(2)電磁干擾及靜電干擾 在焊裝的高速輥床線體內(nèi)、涂裝面漆的噴漆線、總裝的非接觸供電的AGV,對(duì)RFID的使用應(yīng)做到電磁屏蔽及靜電干擾。焊裝工藝線體內(nèi)一般在滑撬的下方安裝載碼體,為保證不受焊接過程的大電流產(chǎn)生的電磁干擾,線體內(nèi)的滑撬與車身、載碼體與滑撬本體均需要做到電磁隔離;涂裝面漆的噴涂過程中,根據(jù)涂裝工藝要求使用靜電噴涂的方式,載碼體考慮不被面漆覆蓋的同時(shí),仍需要考慮機(jī)器人噴槍與載碼體的距離,避免靜電干擾,影響數(shù)據(jù)的存儲(chǔ);在總裝的非接觸供電AGV的附近,對(duì)載碼體位置的擺放尤為關(guān)鍵,此非接觸供電產(chǎn)生的電磁干擾嚴(yán)重影響讀寫距離。
(3)抗金屬干擾 在汽車行業(yè)中,載碼體的安裝環(huán)境基本是在各種車體、鋼結(jié)構(gòu)以及運(yùn)動(dòng)的機(jī)械裝備上。選擇抗金屬載碼體時(shí),讀寫頭的擺放位置也需要進(jìn)行現(xiàn)場(chǎng)實(shí)測(cè)后再確定可行性方案,因受到車間復(fù)雜工作環(huán)境的影響,產(chǎn)品手冊(cè)數(shù)據(jù)與工況測(cè)試數(shù)據(jù)相比差異較大。當(dāng)選擇非抗金屬的載碼體時(shí),須確保非抗金屬載碼體與側(cè)向金屬間至少保持150mm的隔離間距,以確保非抗金屬載碼體的正常讀寫操作不會(huì)受到側(cè)向金屬的影響。綜合汽車制造車間復(fù)雜的工作環(huán)境下,RFID的選型應(yīng)考慮抗金屬型RFID。
4.機(jī)器人控制系統(tǒng)
在高節(jié)拍的機(jī)器人自動(dòng)化線體中,機(jī)器人在傳統(tǒng)自動(dòng)化線體設(shè)計(jì)時(shí),作為PLC的從站并控制其自身以及其下屬設(shè)備。作為搬運(yùn)、焊接、噴涂、擰緊及打刻等工藝工作內(nèi)容,是智能化、自動(dòng)化、柔性化必不可少的一個(gè)組成部分。圖3所示為焊接機(jī)器人及其下屬設(shè)備的網(wǎng)絡(luò)拓?fù)鋱D,從站種類較為復(fù)雜,具體包括RIP、閥島、換槍盤、焊槍等外部設(shè)備。在這種復(fù)雜的拓?fù)湎拢绾螌?shù)據(jù)采集至PLC或直接通過機(jī)器人組網(wǎng)將信息上傳至相關(guān)系統(tǒng)是電氣規(guī)劃的關(guān)鍵。
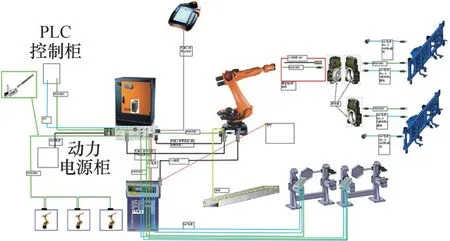
圖3 焊裝機(jī)器人及其下屬設(shè)備的網(wǎng)絡(luò)拓?fù)?/p>
機(jī)器人作為PLC從站的情況下,需要梳理PLC與機(jī)器人的IO信號(hào)表,將需求數(shù)據(jù)通過機(jī)器人上傳至PLC,再由PLC傳遞至管理層系統(tǒng)。如果機(jī)器人直接接入至車間設(shè)備層網(wǎng)絡(luò)的系統(tǒng),數(shù)據(jù)量相比于上傳至PLC,再由PLC向上層網(wǎng)絡(luò)專遞更豐富,機(jī)器人直接傳遞至中控層級(jí),可包括焊點(diǎn)數(shù)量、機(jī)器人各軸本體的傳感器數(shù)據(jù)、焊鉗壓力,修磨器狀態(tài)、修磨后補(bǔ)償值及RIP相關(guān)數(shù)值等,減少了PLC采集、運(yùn)算、傳遞的通信負(fù)載。
軟件設(shè)計(jì)
如果把控制系統(tǒng)的硬件稱之為骨骼,則控制系統(tǒng)的軟件即為神經(jīng)。目前電氣控制系統(tǒng)的編譯軟件取決于PLC選型品牌,但程序框架應(yīng)滿足大數(shù)據(jù)采集及各工藝內(nèi)容的情況下實(shí)現(xiàn)程序框架的統(tǒng)一,便于上層系統(tǒng)的數(shù)據(jù)采集及信息讀取,以及生產(chǎn)線的維護(hù)。
1.程序框架設(shè)計(jì)
在普通程序設(shè)計(jì)時(shí),各工藝PLC程序框架文件夾按照如圖4所示結(jié)構(gòu)進(jìn)行設(shè)計(jì)。

圖4 PLC程序框架
其中,在“04_工位時(shí)序”文件夾內(nèi),編寫各工藝所需的控制邏輯;“08_屏幕顯示”編寫人機(jī)交互程序,用于HMI的相關(guān)操作,根據(jù)各工藝邏輯復(fù)雜程度在相應(yīng)的程序框架文件夾下進(jìn)行編寫添加相應(yīng)的功能。在程序的框架內(nèi)容中,“10_中控?cái)?shù)據(jù)”明確上傳中控?cái)?shù)據(jù)的具體位置,并在相應(yīng)的數(shù)據(jù)存儲(chǔ)塊中規(guī)范數(shù)據(jù)采集的內(nèi)容,并根據(jù)畫面程序,編寫至指定位置,便于程序的查找以及問題識(shí)別。
安全程序在自動(dòng)化工控層面是核心,在數(shù)據(jù)采集、校驗(yàn)并對(duì)生產(chǎn)控制邏輯進(jìn)行判斷時(shí),安全程序要滿足可采集不控制的原則,在安全程序內(nèi)不應(yīng)使用OPC協(xié)議的控制點(diǎn),以及普通的過程變量點(diǎn)。
2.人機(jī)交互界面設(shè)計(jì)
傳統(tǒng)的人機(jī)交互程序包括線體平面圖、故障報(bào)警信息、手動(dòng)/自動(dòng)模式切換、機(jī)器人維修位相關(guān)操作等,但是對(duì)于設(shè)備層參數(shù)信息的設(shè)置,以及產(chǎn)品信息的編輯受限于PLC以及總線數(shù)據(jù)帶寬的限制,無法做到在人機(jī)交互系統(tǒng)進(jìn)行相關(guān)的參數(shù)設(shè)置,導(dǎo)致電氣工程師需配置工作站的情況下,安裝各類軟件實(shí)現(xiàn)對(duì)設(shè)備進(jìn)行參數(shù)的配置。基于上述情況,通過擴(kuò)大人機(jī)交互上位機(jī)界面的功能,盡可能實(shí)現(xiàn)數(shù)據(jù)可視化、參數(shù)設(shè)置化,建立人機(jī)交互界面標(biāo)準(zhǔn)。如圖5所示,通過“回原點(diǎn)”和“一鍵備份”按鈕,將傳統(tǒng)機(jī)器人系統(tǒng)示教器上的相關(guān)功能移植到人機(jī)交互界面端,在某些人機(jī)交互界面的設(shè)計(jì)中對(duì)變頻器除可手動(dòng)進(jìn)行運(yùn)行外,變頻器的軟限位、速度值寫入,除初始化的相關(guān)參數(shù)設(shè)置外,其他運(yùn)行狀態(tài)設(shè)置變量均可以通過人機(jī)交互界面進(jìn)行設(shè)置,改變傳統(tǒng)使用變頻器的軟件進(jìn)行設(shè)置的方式。

圖5 機(jī)器人人機(jī)交互界面
數(shù)據(jù)采集范圍
無論預(yù)測(cè)性維護(hù)、大數(shù)據(jù)分析、自學(xué)習(xí)功能還是AI智能的相關(guān)決策,基礎(chǔ)的數(shù)據(jù)來自底層PLC的DB塊數(shù)據(jù),對(duì)于程序中過程變量的種類、顆粒度將直接影響上層數(shù)據(jù)的分析與決策。
1.數(shù)據(jù)采集種類
采集相關(guān)線體設(shè)備數(shù)據(jù),須確保數(shù)據(jù)的實(shí)時(shí)性和穩(wěn)定性。控制層網(wǎng)絡(luò)要求采用統(tǒng)一的總線協(xié)議,所有帶控制器的設(shè)備需至少配備一個(gè)標(biāo)準(zhǔn)工業(yè)以太網(wǎng)接口。常規(guī)數(shù)據(jù)的采集(見表1),如運(yùn)行中時(shí)間統(tǒng)計(jì)計(jì)算出可動(dòng)率;缺料狀態(tài)累計(jì)計(jì)算經(jīng)數(shù)據(jù)分析對(duì)物料的前置期做相應(yīng)的調(diào)整;各工位過點(diǎn)信息計(jì)算出整車從焊裝至總裝下線的全生產(chǎn)制造周期,便于評(píng)估銷售訂單的承接及生產(chǎn)計(jì)劃的排產(chǎn)。
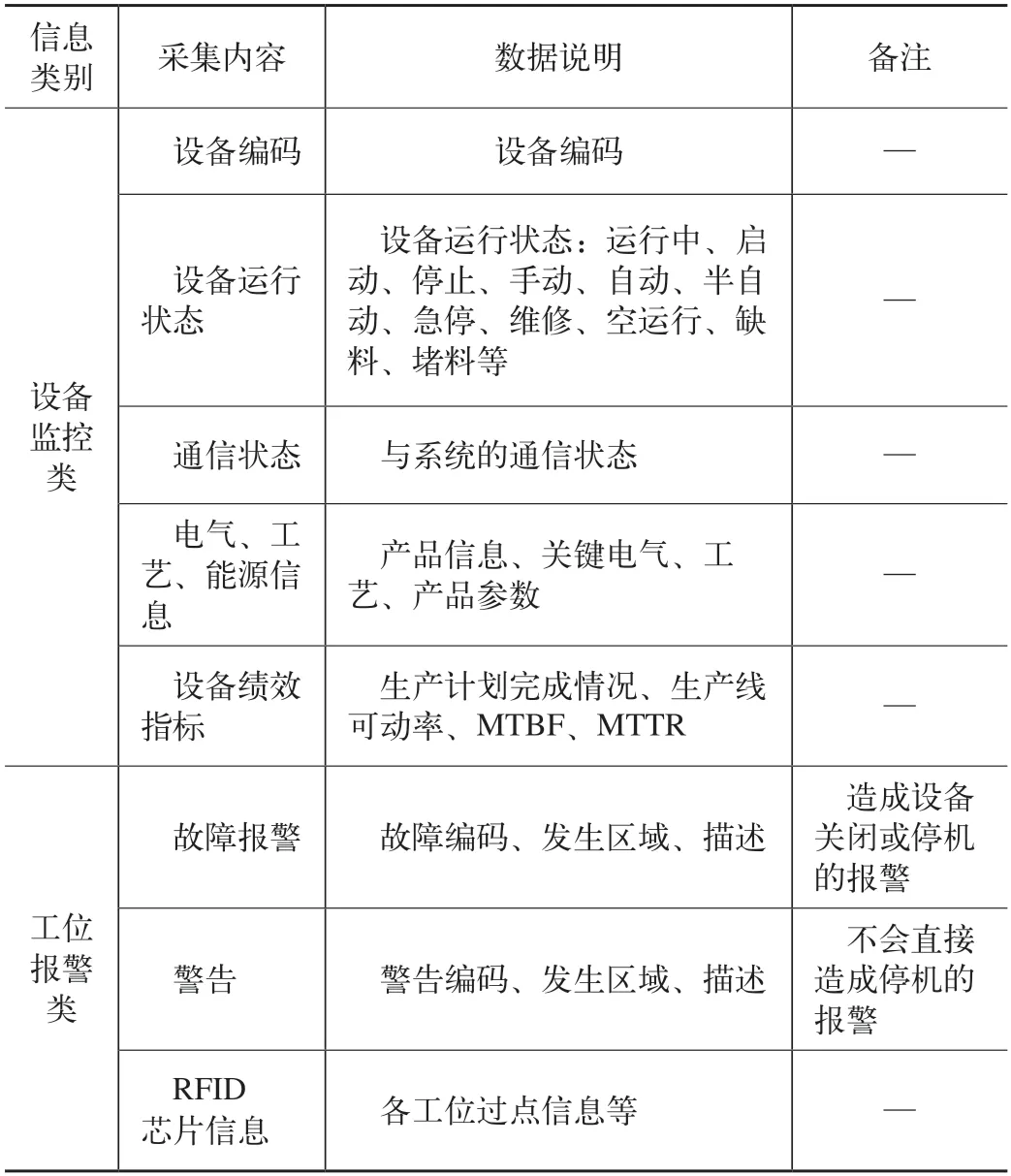
表1 各類設(shè)備數(shù)據(jù)采集概況
2.數(shù)據(jù)的顆粒度
PLC上傳的數(shù)據(jù)來自于程序的邏輯指令及其中間變量,而支撐大數(shù)據(jù)分析及決策的數(shù)據(jù)均來自上述PLC內(nèi),程序邏輯的嚴(yán)謹(jǐn)性及中間過程變量的顆粒度將對(duì)上傳數(shù)據(jù)質(zhì)量起到至關(guān)重要的作用。目前隨著智能制造的推廣,衍生出預(yù)測(cè)性維護(hù)、裝備智能監(jiān)控等新概念,如果按照產(chǎn)線集成化的思路規(guī)劃相關(guān)預(yù)測(cè)監(jiān)控系統(tǒng),在復(fù)雜的線體內(nèi),不建議使用外加傳感器的方式對(duì)線體相關(guān)裝備進(jìn)行檢測(cè)分析,較為行之有效的方式還是將裝備本體的數(shù)據(jù)進(jìn)行挖掘開發(fā)。某旋轉(zhuǎn)機(jī)構(gòu)使用的變頻器上傳PLC數(shù)據(jù)見表2,通過對(duì)表中觸發(fā)數(shù)據(jù)時(shí)間間隔統(tǒng)計(jì),從而預(yù)測(cè)運(yùn)動(dòng)狀態(tài)的穩(wěn)定性及裝備本體的狀態(tài)。實(shí)際電流與實(shí)際速度搭建數(shù)學(xué)模型,實(shí)現(xiàn)對(duì)運(yùn)動(dòng)狀態(tài)的監(jiān)控。通過底層較高顆粒度的數(shù)據(jù)上傳,為中控層乃至更高層級(jí)的系統(tǒng)做理論依據(jù)及數(shù)據(jù)基礎(chǔ)。
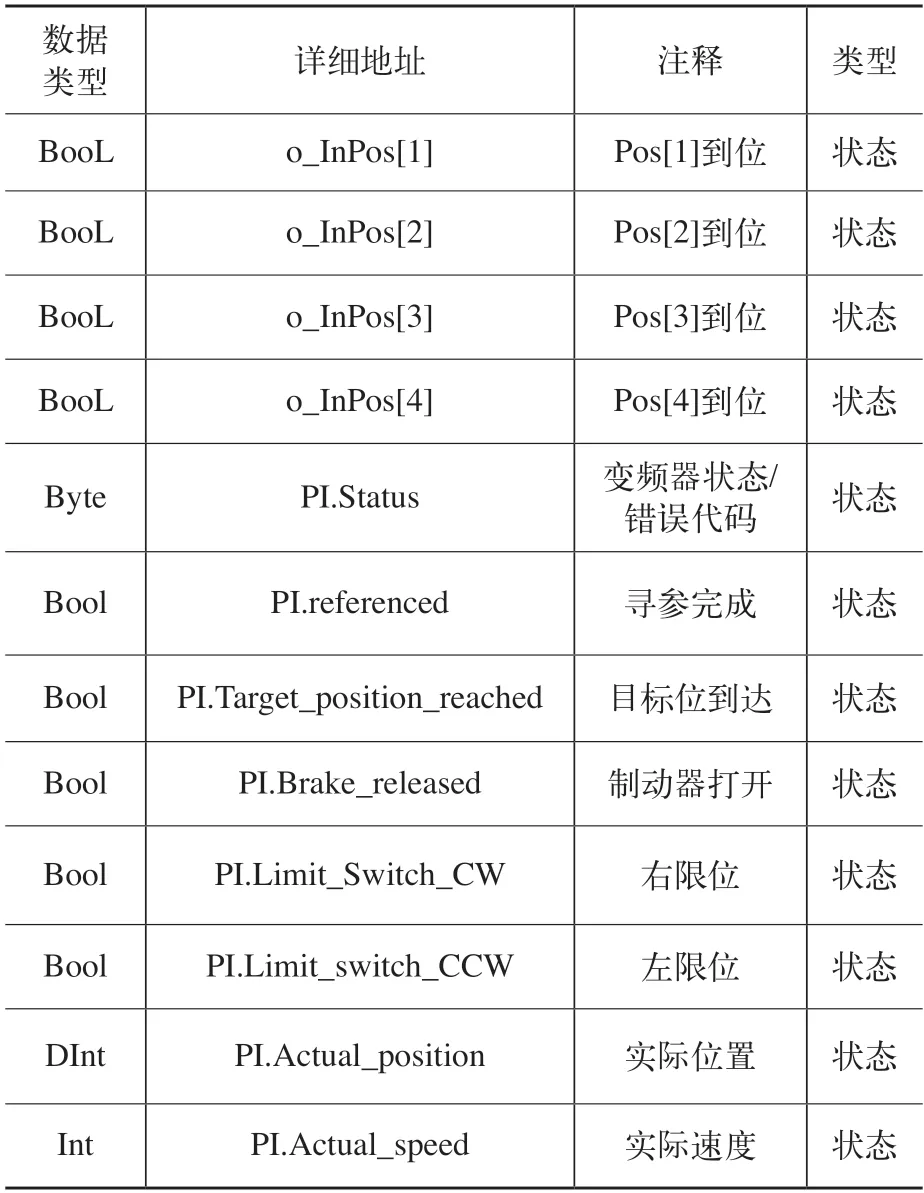
表2 變頻器上傳PLC數(shù)據(jù)

(續(xù))
結(jié)語
智能工廠的搭建來自于數(shù)據(jù)的驅(qū)動(dòng),數(shù)據(jù)源自于自動(dòng)線電氣控制系統(tǒng)的PLC,其底層設(shè)備的數(shù)據(jù)接口及程序的完整性,將對(duì)工廠智能化水平起到至關(guān)重要的作用。將自動(dòng)化電氣控制系統(tǒng)優(yōu)化,將為上層系統(tǒng)提供足夠的數(shù)據(jù)基礎(chǔ)以及決策依據(jù)。對(duì)于IT層所需要的數(shù)據(jù)應(yīng)該充分考慮其需求,將PLC不能搭建的數(shù)學(xué)模型上傳至IT端,由其建立相關(guān)的數(shù)學(xué)模型及運(yùn)算邏輯,挖掘深層的數(shù)據(jù)信息和產(chǎn)線信息。但是在底層設(shè)備的控制邏輯上,與IT端應(yīng)保持相互校驗(yàn)、互不控制的原則,以O(shè)PC通信為媒介實(shí)現(xiàn)大數(shù)據(jù)上傳的同時(shí)確保自動(dòng)化線體的穩(wěn)定運(yùn)行。
上述電氣控制系統(tǒng)在焊裝、涂裝、總裝新建及改造項(xiàng)目中應(yīng)用,通過打通信息流,取消了部分人工確認(rèn)的功能,實(shí)現(xiàn)了節(jié)省10余人,數(shù)據(jù)信息的上傳及產(chǎn)線數(shù)據(jù)的分析,各車間線體可動(dòng)率平均提升3%,并為后續(xù)產(chǎn)線的智能決策分析提供數(shù)據(jù)基礎(chǔ)。
本文通過新建工廠及數(shù)字化轉(zhuǎn)型背景下產(chǎn)線改造過程中獲得的經(jīng)驗(yàn)及發(fā)現(xiàn)的問題,進(jìn)行了總結(jié)歸納,對(duì)未來智能工廠的自動(dòng)線電氣控制系統(tǒng)設(shè)計(jì)提供參考,并以智能工廠發(fā)展為方向逐步完善優(yōu)化設(shè)計(jì)思路,為汽車智能制造的全面轉(zhuǎn)型提供支撐。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
