復(fù)合式仿形吸附實(shí)現(xiàn)異形薄壁結(jié)構(gòu)件優(yōu)質(zhì)高效加工
2022-03-21 08:15:52袁保寧
金屬加工(冷加工) 2022年3期
關(guān)鍵詞:結(jié)構(gòu)設(shè)計(jì)
袁保寧
江蘇自動(dòng)化研究所 江蘇連云港 222000

特級(jí)技師 袁保寧
1 序言
某產(chǎn)品液冷的冷板如圖1所示,作為承載散熱作用的異形薄壁結(jié)構(gòu)件,對(duì)尺寸精度及變形控制量都有嚴(yán)格的要求。常規(guī)加工工藝無(wú)法確保工件的優(yōu)質(zhì)、高效加工,而采用真空吸附裝夾加工技術(shù)的通用吸盤(pán)只適用于一般平板類(lèi)工件加工,定制采購(gòu)方式則生產(chǎn)周期長(zhǎng)且價(jià)格十分昂貴[1-3]。為此,針對(duì)工件結(jié)構(gòu)特點(diǎn)并結(jié)合部門(mén)現(xiàn)有條件,以真空吸附技術(shù)為基礎(chǔ),創(chuàng)建了復(fù)合式仿形吸附工藝方案。
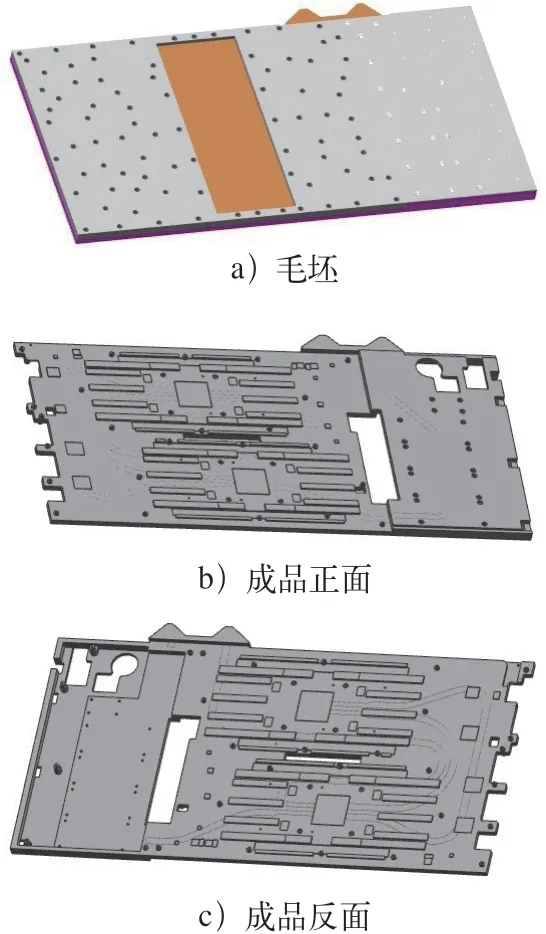
圖1 冷板
2 復(fù)合式仿形吸附實(shí)施方案
2.1 真空吸附裝置的確定
根據(jù)部門(mén)實(shí)際情況設(shè)計(jì)完成的真空吸附裝置工作流程如圖2所示。該裝置主要由真空發(fā)生器、自制復(fù)合式仿形真空吸盤(pán)、真空負(fù)壓表以及連接控制管路等部分組成。后續(xù)對(duì)其進(jìn)行了優(yōu)化,選取使用壓力范圍適合車(chē)間機(jī)床工位端壓力值的真空發(fā)生器,從而取消過(guò)濾減壓閥;利用帽形消聲器取代真空過(guò)濾器并直接安裝于真空吸盤(pán),實(shí)現(xiàn)了真空吸附裝置的簡(jiǎn)潔化、集成化。
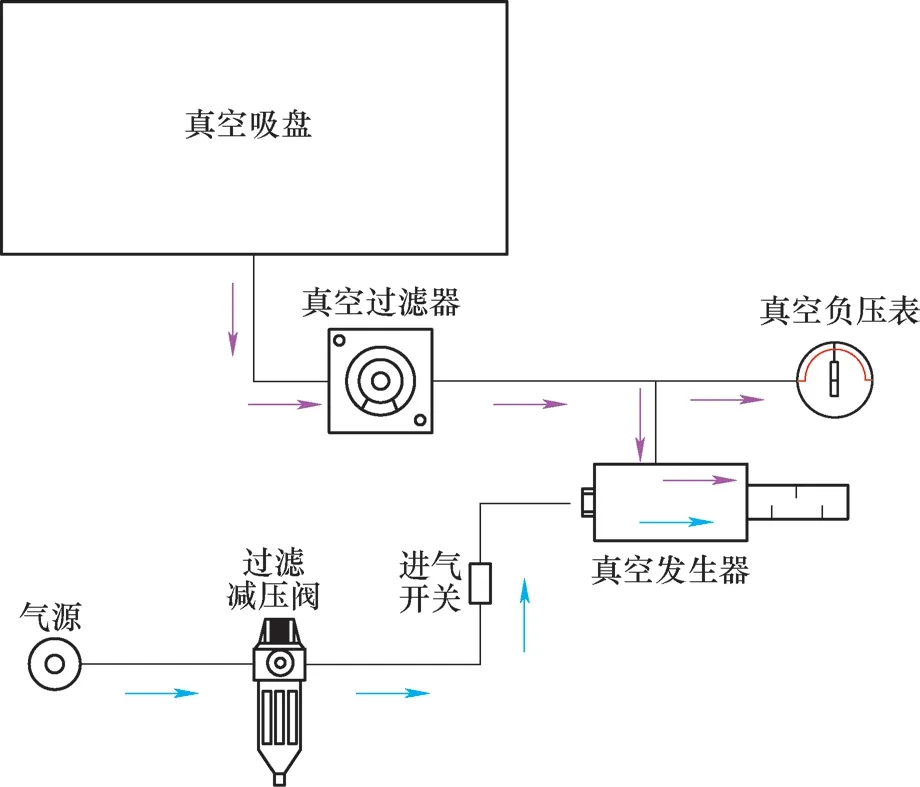
圖2 真空吸附裝置工作流程
(1)真空發(fā)生器型號(hào)確定 與真空泵相比,真空發(fā)生器結(jié)構(gòu)簡(jiǎn)單、體積小、質(zhì)量輕、價(jià)格低且安裝方便,與配套件復(fù)合化容易,真空的產(chǎn)生和解除較快,適用于所有可提供壓縮空氣的場(chǎng)所。結(jié)合車(chē)間現(xiàn)有壓縮空氣的性能指標(biāo)以及實(shí)際加工狀況,最終確定真空發(fā)生器型號(hào),該型號(hào)產(chǎn)品主要性能參數(shù)見(jiàn)表1,組合實(shí)物如圖3所示。

表1 性能參數(shù)及組合實(shí)物

圖3 真空發(fā)生器組合實(shí)物
(2)真空負(fù)壓表及連接方式 工件加工時(shí)工作區(qū)域環(huán)境惡劣,為保證對(duì)吸盤(pán)抽真空情況的有效監(jiān)控,并便于實(shí)時(shí)掌握真空負(fù)壓狀態(tài),將真空負(fù)壓表以外置連接方式安裝于機(jī)床正面防護(hù)門(mén)內(nèi)側(cè),解決了市場(chǎng)上常規(guī)吸盤(pán)無(wú)法進(jìn)行實(shí)時(shí)監(jiān)控的設(shè)計(jì)弊端。真空負(fù)壓表工作實(shí)景及選用的各類(lèi)氣動(dòng)元件分別如圖4、圖5所示。

圖4 真空負(fù)壓表工作實(shí)景

圖5 各類(lèi)氣動(dòng)元件
(3)真空吸盤(pán)及附件 根據(jù)工件結(jié)構(gòu)特點(diǎn),依托車(chē)間生產(chǎn)加工能力,決定采用自制仿形真空吸盤(pán)。
為實(shí)現(xiàn)真空吸附裝置的簡(jiǎn)潔化,定購(gòu)了外螺紋為G1/2、G3/8兩種規(guī)格的帽形銅金屬消聲器,直接安裝于抽真空孔中,利用其具備的過(guò)濾氣動(dòng)元件的功能,替代真空過(guò)濾器,達(dá)到真空過(guò)濾目的,避免加工產(chǎn)生的廢棄物對(duì)真空發(fā)生器的損害。消聲器及截面φ3.5mm密封硅膠圓條如圖6所示。

圖6 帽形消聲器及密封硅膠圓條
(4)仿形真空吸盤(pán)制作方案 具體方案如下。
1)材料:合金鋁板2A12H112。綜合考慮材料成本及加工效率,確定吸盤(pán)制作材料為合金鋁板2A12H112。
2)類(lèi)型:自制專(zhuān)用仿形。針對(duì)冷板加工面的不同結(jié)構(gòu),加工制作對(duì)應(yīng)的專(zhuān)用仿形真空吸盤(pán),確保真空吸附效果最大化并直接限制工件X、Y方向自由度。
3)吸附面結(jié)構(gòu):需要設(shè)計(jì)密封槽、氣道、抽真空孔和吸附面布局。
根據(jù)選用密封繩規(guī)格,確定密封槽寬度尺寸為3mm,深度為2.5m。為使布線圓滑、順暢,保證密封效果,內(nèi)圓角半徑R≥3mm。
氣道設(shè)計(jì)槽寬3m m,兼顧抽氣效果和吸盤(pán)加工效率,槽深確定為0.6mm(通用吸盤(pán)則全部采用3mm×2.5mm尺寸規(guī)格)。
抽真空孔設(shè)計(jì)加工為孔口G3/8或G1/2管螺紋結(jié)構(gòu),在吸附面與氣道相連,既作為抽真空通氣孔,同時(shí)也用于安裝對(duì)應(yīng)規(guī)格的外螺紋帽形消聲器。
根據(jù)工件結(jié)構(gòu)特點(diǎn),吸盤(pán)吸附面布局設(shè)計(jì)為分區(qū)域獨(dú)立分布,以并聯(lián)的方式接入主管路,確保真空吸附效果最優(yōu)化。
4)聯(lián)接方式:管螺紋聯(lián)接。吸盤(pán)側(cè)面相應(yīng)位置根據(jù)吸附面設(shè)計(jì)結(jié)構(gòu)情況加工若干G3/8內(nèi)螺紋,以管螺紋聯(lián)接方式通過(guò)快速接頭與氣動(dòng)管路聯(lián)接,將整個(gè)真空吸附裝置串聯(lián)成一體。
5)吸盤(pán)固定方式:虎鉗夾持。工件外形尺寸較大,寬度方向更是達(dá)到452mm,車(chē)間配置的通用精密組合虎鉗夾持范圍只有400mm。為實(shí)現(xiàn)吸盤(pán)的快速精準(zhǔn)固定,設(shè)計(jì)了截面如圖7所示T形結(jié)構(gòu)的吸盤(pán)架構(gòu),充分利用機(jī)床現(xiàn)有型號(hào)虎鉗,實(shí)現(xiàn)了吸盤(pán)最廣泛的快速高效夾持,大大拓展了虎鉗夾持后的實(shí)際加工范圍。

圖7 T形吸盤(pán)架構(gòu)截面
6)加工工件輔助固定方式:夾持、壓緊。冷板存在大量通孔及各類(lèi)不同高度的凸臺(tái),因此造成單位面積吸附力受到較大影響。在此狀態(tài)下,工件加工時(shí)承受的切削力不能過(guò)大,否則容易產(chǎn)生吸力不足、夾持不穩(wěn)的“飛活”事故,使普通加工中心的批產(chǎn)加工效率受到極大影響。為此,針對(duì)工件結(jié)構(gòu)特點(diǎn),設(shè)計(jì)增加了工件輔助固定方式。
吸盤(pán)外形尺寸比工件外形小0.04mm,在其4個(gè)側(cè)面分別加工共計(jì)6個(gè)M10深20mm的螺紋孔。同時(shí)制作對(duì)應(yīng)數(shù)量的起定位、鎖緊作用的擋塊。通過(guò)M10螺釘夾緊作用,直接有效限制了工件X、Y方向的平移和旋轉(zhuǎn)自由度。在吸附空白區(qū)域設(shè)計(jì)增加螺紋孔,通過(guò)螺釘,將工件直接固定在吸盤(pán)上,有效增加工件Z向固定效果。
經(jīng)過(guò)以上兩個(gè)方面的改進(jìn),以吸附方式為基礎(chǔ),有效集成了虎鉗夾持、壓板固定的優(yōu)勢(shì),將工件有效夾持固定在吸盤(pán)中,解決了常規(guī)真空吸盤(pán)不適應(yīng)粗加工或半精加工需要大切削量的難題,為實(shí)現(xiàn)其高效加工提供了保證。使用復(fù)合式仿形吸盤(pán)制作方案完成的某型號(hào)真空吸盤(pán)實(shí)物如圖8所示。
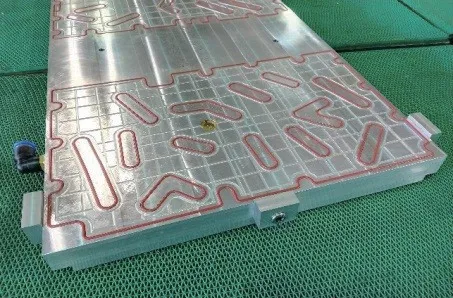
圖8 某型號(hào)真空吸盤(pán)實(shí)物
至此,除去吸盤(pán)的材料及加工費(fèi)用,只需要花費(fèi)200多元即可建立一套有效集成、具有廣泛適用性的真空吸附裝置。優(yōu)異的匹配效果使整套裝置實(shí)際加工時(shí)真空度足夠高,確保了工件固定的穩(wěn)定可靠。
2.2 冷板數(shù)銑加工工藝
(1)工步一 冷板正面加工。根據(jù)復(fù)合式仿形吸附方案完成的冷板正面加工仿形吸盤(pán)如圖9所示,整個(gè)吸盤(pán)分為兩個(gè)獨(dú)立的真空吸附區(qū)域,以并聯(lián)方式接入主管路,側(cè)面6個(gè)擋塊用于定位及輔助夾緊。
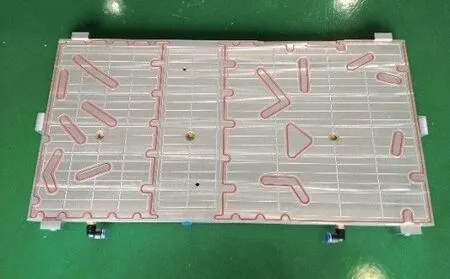
圖9 冷板正面加工吸盤(pán)
加工方面,首先進(jìn)行上表面及外形加工(左側(cè)缺口不做),然后用φ10mm銑刀進(jìn)行型腔、凸臺(tái)及凹槽的加工,以及小徑刀的清角工作,該工步現(xiàn)場(chǎng)加工實(shí)景如圖10所示。
(2)工步二 冷板反面加工。針對(duì)冷板正面結(jié)構(gòu)特點(diǎn)及對(duì)變形量的控制要求,設(shè)計(jì)加工圖11所示冷板反面加工仿形吸盤(pán)。分別建立兩個(gè)對(duì)應(yīng)深度的吸附區(qū),設(shè)計(jì)加工了6個(gè)抽真空孔,分為3組氣道以并聯(lián)方式接入主氣管,吸盤(pán)中對(duì)應(yīng)正面所有凸臺(tái)鏡像加工的沉框深度增加0.3mm,確保吸附面最佳真空效果。經(jīng)計(jì)算得出,吸盤(pán)吸附有效面積只占工件固定面積約52%。為彌補(bǔ)由于工件結(jié)構(gòu)造成的吸附力有所欠缺的問(wèn)題,在工件的通孔及外形缺口的適當(dāng)位置設(shè)計(jì)增加了1個(gè)M10、4個(gè)M6共計(jì)5處起鎖緊作用的螺紋孔,以增加工件固定強(qiáng)度,確保加工穩(wěn)定性。

圖11 冷板反面加工吸盤(pán)
加工方面,整體加工順序從上至下、逐層加工,最后完成通孔、外形缺口的銑削。切削參數(shù)采用與該裝夾方案匹配的高轉(zhuǎn)速、適宜吃刀量、大進(jìn)給模式,該工步現(xiàn)場(chǎng)加工實(shí)景如圖12所示。

圖12 冷板反面加工實(shí)景
3 使用效果及推廣應(yīng)用
采用復(fù)合式仿形吸附工藝方案,以極低的成本投入和高效的裝夾、加工,在普通加工中心機(jī)床成功完成了數(shù)百套工件的生產(chǎn)加工。經(jīng)檢測(cè),在工件外形810mm×422mm全尺寸范圍內(nèi),厚度公差<0.05mm,整體變形量<0.15mm,全部達(dá)到圖樣設(shè)計(jì)精度要求,加工完成的成品冷板實(shí)物如圖13所示。

圖13 成品冷板實(shí)物
復(fù)合式仿形吸附依托工件具體結(jié)構(gòu),通過(guò)真空負(fù)壓吸附工件進(jìn)行切削加工,非常適合異形薄壁結(jié)構(gòu)并且對(duì)變形量、表面質(zhì)量要求較高的工件加工。其成本低廉、結(jié)構(gòu)簡(jiǎn)單,工件裝卸十分方便,裝夾效果受人為因素影響極小。以此為基礎(chǔ),結(jié)合具體產(chǎn)品工件的結(jié)構(gòu)特點(diǎn),在生產(chǎn)中進(jìn)行了廣泛的推廣應(yīng)用,相關(guān)工件的質(zhì)量和整體加工效率明顯提高。
(1)應(yīng)用實(shí)例一 集成式仿形真空吸盤(pán)及加工完成的工件實(shí)物如圖14所示。將兩種工件的吸附固定分別設(shè)計(jì)在同一吸盤(pán)的上、下兩面,G3/8螺紋孔將兩者串通,該結(jié)構(gòu)實(shí)現(xiàn)了吸盤(pán)吸附固定加工的多任務(wù)化。

圖14 集成式仿形真空吸盤(pán)及工件實(shí)物
(2)應(yīng)用實(shí)例二 用于側(cè)面加工的“L形”立式仿形真空吸盤(pán)及現(xiàn)場(chǎng)加工實(shí)景如圖15所示。使用時(shí)吸盤(pán)直接固定于虎鉗,Y向作為真空吸附面,其“L形”用于支撐工件并實(shí)現(xiàn)Z向定位,側(cè)面加裝X向定位裝置。采用該工藝方案后,工件固定效果優(yōu)異,裝夾快速、方便,對(duì)確保工件加工質(zhì)量特別是在變形量的控制方面起到了重要作用。

圖15 “L形”立式仿形真空吸盤(pán)及現(xiàn)場(chǎng)加工實(shí)景
(3)應(yīng)用實(shí)例三 某產(chǎn)品背部蓋板如圖16所示,采用薄壁設(shè)計(jì)結(jié)構(gòu),工件內(nèi)腔由1°斜面及R40mm圓弧面構(gòu)成,圖16為局部剖視放大圖。為此,設(shè)計(jì)加工了1°斜面仿形真空吸盤(pán),將斜面轉(zhuǎn)換為平面,在普通三軸加工中心采用平刀與球刀相結(jié)合的方式完成內(nèi)腔加工。不僅可有效控制變形,而且加工效率得到數(shù)倍提高。
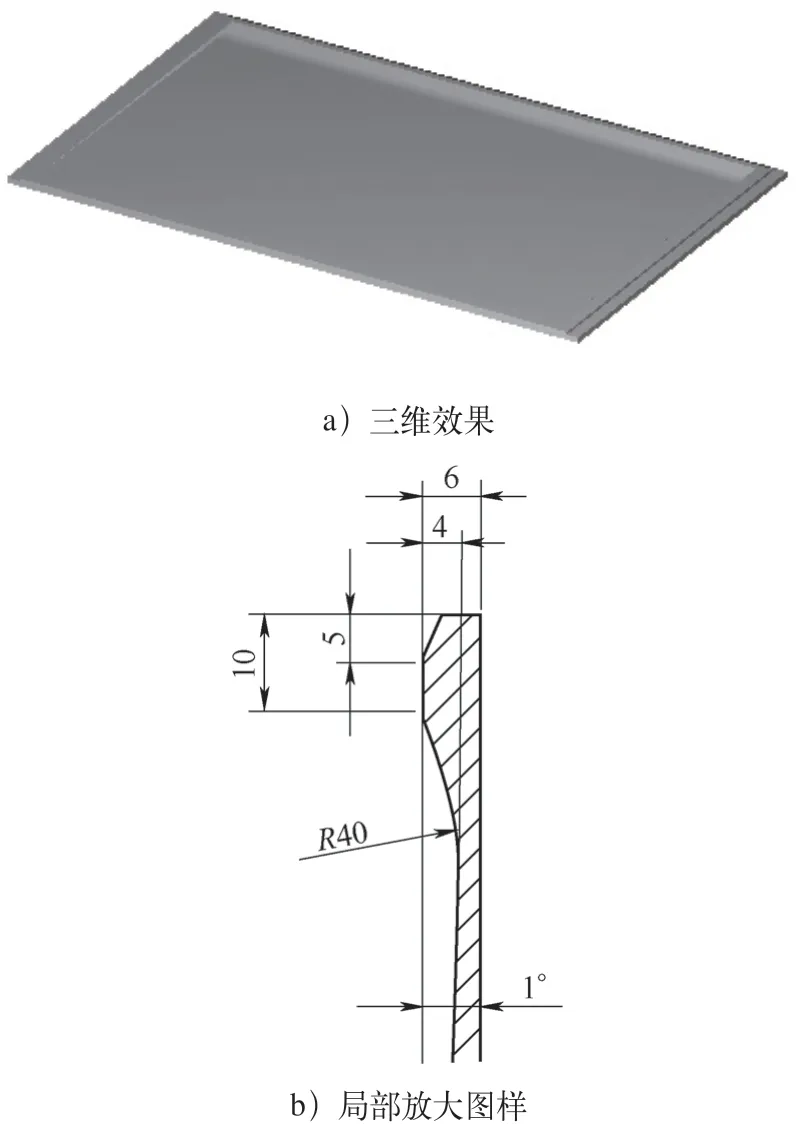
圖16 某產(chǎn)品背部蓋板
(4)應(yīng)用實(shí)例四 設(shè)計(jì)制作的龍門(mén)加工中心通用真空吸盤(pán)(1800mm×1200mm)及工件加工實(shí)景如圖17所示。利用該套裝置及工藝方案,順利地完成了工件生產(chǎn)加工,整體加工效率與以往同類(lèi)工件相比提高30%,加工質(zhì)量得到明顯提升。
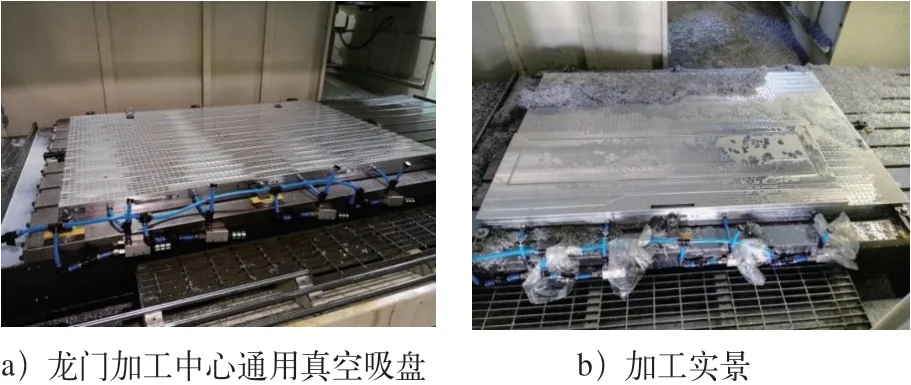
圖17 龍門(mén)加工中心通用真空吸盤(pán)及工件加工實(shí)景
4 結(jié)束語(yǔ)
當(dāng)前,產(chǎn)品輕量化設(shè)計(jì)應(yīng)用愈發(fā)廣泛,異形薄壁結(jié)構(gòu)的工件加工已成為常態(tài)化。該項(xiàng)工藝方案的應(yīng)用,有效解決了此類(lèi)工件的優(yōu)質(zhì)、高效加工和變形控制難題,確保了批量生產(chǎn)的順利實(shí)施。
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
