基于磨粒流技術的閥塊內孔道光整加工
2022-03-21 08:16:02李曉波魏武才冬濤許磊
金屬加工(冷加工) 2022年3期
關鍵詞:效果
李曉波,魏武,才冬濤,許磊
山西航天清華裝備有限責任公司 山西長治 046000
1 序言
在液壓、氣動等機械系統中,為了達到精密的控制功能要求,具有微小孔道結構的零件被廣泛應用。這些零件在加工時,對孔道內部的毛刺等多余物控制及孔道的表面質量都有較為嚴苛的要求。
磨粒流加工技術(Abrasive Flow Machining,AFM)又稱為擠壓珩磨技術,起源于20世紀60年代,是一種區別于傳統機械加工的光整加工方法。利用具有一定黏性的流動磨料介質,在一定壓力的作用下,通過引導流過工件的待加工表面,磨料對材料形成擠壓并進行微量去除,從而達到去除毛刺、孔口倒圓等加工效果,重要的是可以降低待加工表面的表面粗糙度值,實現光整加工的目的。得益于塑性極強的磨料,這種加工技術幾乎可以對任意形狀的表面進行光整加工,尤其是針對難以加工的復雜內腔表面,能取得較好的光整加工效果。近年來這種技術在航空、航天、汽車和模具等行業得到了廣泛應用。
2 磨粒流加工原理及特點
用于磨粒流加工的設備比較簡單,主要由機床基體、夾具組件、液壓泵體和電氣控制系統等組成。磨粒流加工原理如圖1所示。不同于其他使用剛性刀具的加工方式,磨粒流加工使用具有流動性的磨料來進行微量切削加工,相當于使用一個柔軟的流體砂條作為刀具來進行加工,由于它具有極強的塑形能力,所以能適應各種復雜結構,比如相貫、交叉和直徑變化等形式的內孔道的光整加工[1]。
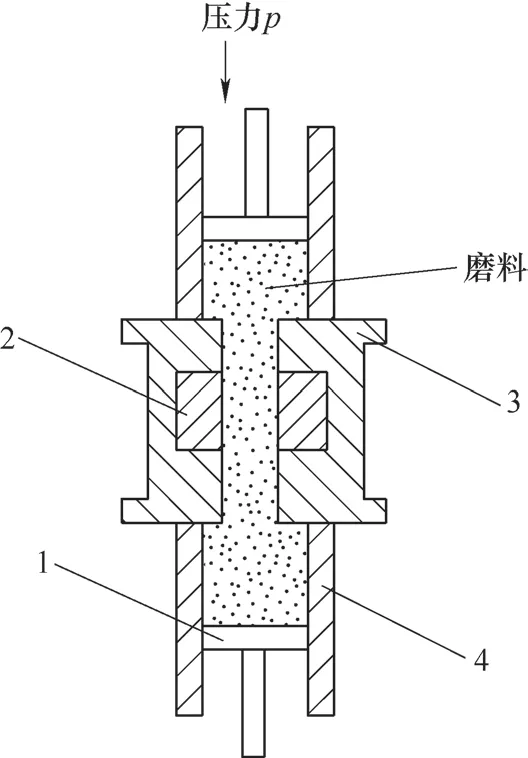
圖1 磨粒流加工原理
由于磨粒流加工方式的特殊性,所以相較其他加工方式,它具有一些不同的特點。
1)具有很強的加工兼容性。由于磨粒流加工使用具有流動性的磨料作為“刀具”,它可以根據所加工表面結構而改變自身的形狀,尤其對于一些復雜內腔和孔道,使用傳統手段難以加工,但使用磨粒流技術便能使問題迎刃而解。采用不同種類的磨料,磨粒流幾乎能加工所有的金屬材料,也能加工陶瓷、硬塑料等,所以它的適用范圍很廣。
2)加工效果好,加工質量穩定可靠。因為磨料的可流動性,作用在加工表面各方向的切削力基本一致,所以磨粒流對所加工表面的切削均勻性可保持在被切削量的10%以內。加工效果取決于被加工表面的原始表面粗糙度及磨料的粒度,通常可使表面粗糙度值降低到原來的1/10左右。同時,由于磨粒流加工屬于微量切削加工,因此不會破壞零件原有的形狀精度。
3)加工效率高。磨粒流加工屬于光整加工,材料去除量通常為0.01~0.1mm,對于φ10mm左右的孔道,加工1~5min便可取得較好效果,與手工作業相比,加工效率可提高60%以上。對于一些批量加工零件,可以設計專用的多工位夾具,同時加工多個工件,加工效率還可以進一步提高。另外,在精密零件大規模生產過程中,磨粒流加工技術還可以實現其拋光工序自動化,進一步提高加工效率。
3 閥塊內孔道磨粒流光整加工方案
圖2所示液壓控制閥塊的結構較復雜,內部具有多條相貫孔道。內孔道加工完成后,不同方向的孔道相交處會產生較大的毛刺,如圖3所示。這些閥塊內孔道的毛刺清理及光整加工,原先是采取手工操作的方式,使用電磨夾持不同直徑的金剛石磨頭(見圖4)伸入孔道內進行打磨,再配合內窺鏡進行打磨效果的檢查。這種加工方式效率較低,光整效果參差不齊,通常打磨一條孔道需要10~20min,清理一個閥塊需要1~2h。較低的效率致使閥塊內孔道光整加工成為后續工作順利進行的瓶頸。同時,過長的加工時間還會增大操作人員的勞動強度。

圖2 液壓控制閥塊

圖3 閥塊內孔道中的毛刺

圖4 用于孔道清理的金剛石磨頭
磨粒流技術用于閥塊內孔道的光整加工,主要應考慮夾具的設計、磨料的選擇、加工壓力及時間等因素。
3.1 夾具設計原則
作為磨粒流加工中比較關鍵的組成部分,夾具的作用首先是固定工件,使工件保持在正確的加工位置,根據工件結構形式和體積大小等,可將夾具設計為單件或者多件同時進行安裝固定的形式。其次是引導磨料的流向,使磨料在需要研磨的部位形成磨粒流束,通過控制磨粒流的速度、壓力等,實現加工區域加工質量的調控,達到最終的光整加工效果。因為磨粒流的磨料呈流動性,且需要在一定的壓力下才可以正常工作,夾具作為磨粒流道的一部分,應該具有良好的密封性能,保證加工過程中磨料具有足夠的工作壓力。對于某些黏性較低而流動性較大的磨料來說,夾具的密封性對于零件的拋光效果是否穩定至關重要。
磨粒流加工過程中,為了得到穩定的磨粒流束,以達到穩定的加工效果,其夾具在設計時應遵循以下原則[2]。
1)能夠保證被加工工件在機床上的位置正確,并且使工件在機床上安裝牢靠。
2)夾具設計有密封結構,且密封性能能夠承受加工過程中的壓力和溫度變化。
3)夾具流道孔要與被加工工件孔道位置相匹配,避免過多的交錯銜接,以減少不必要的壓力損失。
4)因為在加工過程中,磨料同樣要作用于夾具,所以夾具有必要使用耐磨性能較好的材料,同時,為了避免某些具有腐蝕性磨料的影響,制造夾具的材料還應具有一定的耐蝕性。
5)夾具應結構簡單、操作方便。
6)對于某些結構相似的零件,可以設計為具有一定互換性的通用夾具。
用于閥塊內孔道磨粒流加工的通用夾具的安裝如圖5所示。
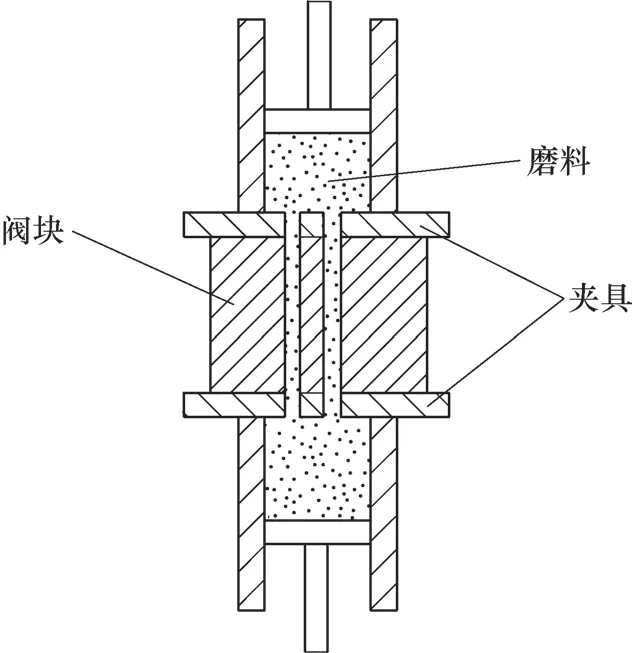
圖5 用于閥塊內孔道磨粒流加工的通用夾具的安裝
3.2 磨料的組成及性能
磨料是磨粒流光整加工中必不可少的部分,相當于磨粒流加工的“刀具”,由載體、磨粒及添加劑按一定的比例混合而成。
1)載體是磨料“刀具”的基體,它決定著磨料的加工特性。載體的黏度和彈性要適度,既要均勻、分散地包裹住磨粒,又不至于出現磨粒沉淀或局部聚集的現象。載體還要具備較好的流動性及可塑性,工作過程中能夠適應加工表面的結構變化。天然橡膠、丁基橡膠、液體硅橡膠及充油丁苯橡膠是幾種常用的載體材料。其中,液體硅橡膠具有優良的綜合性能,成為磨料載體的首選材料。
2)添加劑包括軟化劑、潤滑劑、增稠劑和防黏劑等。添加劑的作用是調整磨料的某項性能,如需降低流體的黏度以增加載體的塑性,可適當添加軟化劑;如需增強磨料的潤滑性能,可添加潤滑劑等。根據加工要求正確選擇添加劑,以得到具有不同特性的磨料,可以達到節約成本、提高加工效率的目的。
3)磨料流加工之所以能夠以柔克剛,使用流體磨料對剛性材料進行加工,主要依靠磨料中的磨粒。磨粒是流體磨料的主要成分,相當于刀具的“刀齒”,磨粒應具有較高的硬度,并且與載體、添加劑之間具有一定的親和力,能夠均勻地拌和在一起。由于磨粒是被包裹在黏性的載體中,相較于固體的砂輪等,其具有更高的自由度。磨損的磨粒很容易被未磨損的磨粒替代,具有很好的自銳性。為了保證加工效果,磨粒在磨料中的占比應為20%~40%。表1為幾種典型的磨粒材料及其性能。
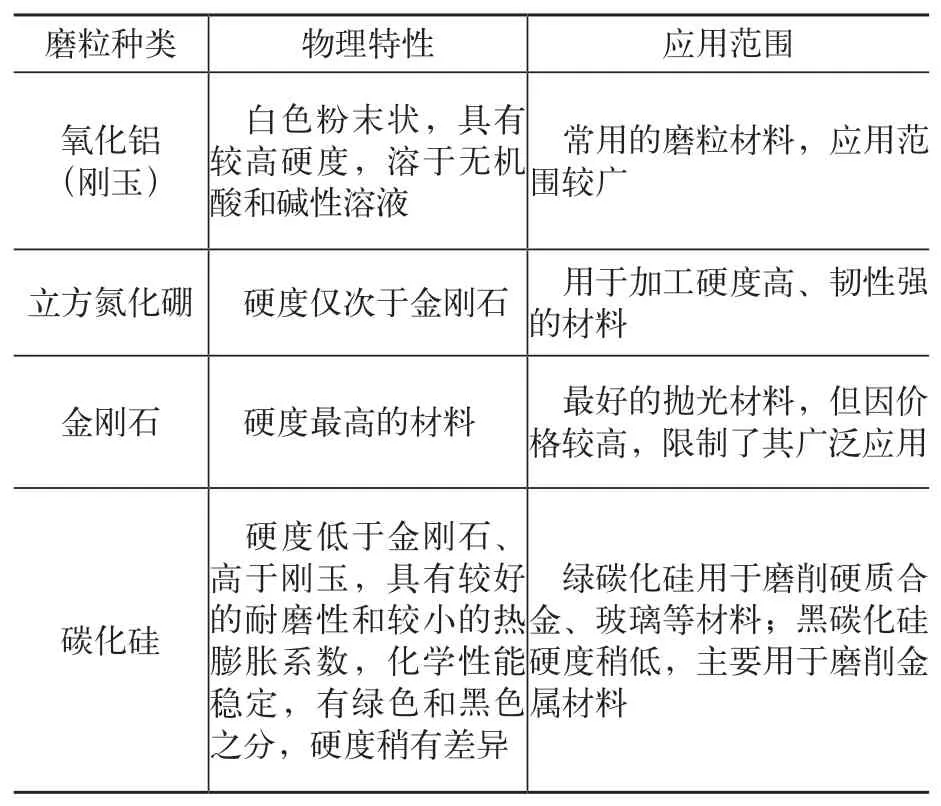
表1 幾種典型的磨粒材料及其性能
為了得到良好的加工性能,保證磨粒流加工的表面質量,用于磨粒流光整加工的磨料應具有以下特性。
1)為了適應復雜的內孔道等復雜結構,磨料應具有較好的塑形能力,在工作壓力作用下,根據所加工的結構改變自身形狀。
2)載體應具有較強的內驅力,在工作壓力下,能夠驅動磨粒與被加工表面之間形成相對運動,以進行切削。
3)磨料的黏度及切削能力應在一定溫度范圍內保持穩定。磨料和待加工表面相對滑動摩擦,不可避免要產生切削熱,應盡量降低磨料對切削熱的敏感度。
4)組成磨料的成分應無毒、無腐蝕性,不會輕易粘連工件,且容易清理,以保證加工后工件不會受損。
3.3 磨料選用原則
在其他加工條件相同的情況下,磨粒流加工時,使用性能不同的磨料可以達到不同的加工目的。其中對加工效果影響較大的因素是磨粒的粒度和磨料的黏度,在磨料選用時應重點考慮。
磨粒粒度通常為0.005~1.5mm,在選用時需考慮以下因素[3]。
1)被加工件的通道截面的最小間隙。一般所選顆粒尺寸應小于截面縫隙的1/5。
2)研磨效率。粒度大則效率高。
3)待加工表面的表面粗糙度要求。顆粒越粗,則研磨面的表面粗糙度值越大。
應針對工件不同的加工要求,對以上因素進行綜合考慮,合理選用磨粒的粒度。
圖6為磨料在壓力作用下通過孔道的情況。黏度較低的磨料在壓力作用下通過孔道時,同一橫截面上會形成不同的流動速度,如圖6a所示,在工件棱邊流動方向轉換的部分磨料流速加快,磨料對其流經的部分會形成急劇的磨削作用,能夠使棱邊的毛刺較快去除;而黏度較高的磨料,由于流動性不好,其性能接近固體,在通過棱角時,會形成剪切狀態,如圖6b所示,致使其對加工表面產生較強的滑動磨削作用,故而能以較快速度使加工表面的表面粗糙度值降低。

圖6 磨料在壓力作用下通過孔道的情況
綜上所述,如果需要對孔道內壁表面進行精研,使其表面粗糙度值降低,則使用高黏度磨料,可以提高加工效率;對于需要清理毛刺的零件,則選用低黏度磨料,可以取得較好效果。如果需要提高加工效率,應盡可能在允許范圍內使用粒度較大的磨粒;若需要得到較高的表面質量,則應選用粒度較小的磨粒。
3.4 加工壓力及時間的選用
磨粒流加工中,對磨料施加的加工壓力及磨料對工件的磨削時間也會對最終加工效果產生直接的影響。加工壓力、加工時間與表面粗糙度之間的關系分別如圖7、圖8所示,可以看出,加工壓力越大、加工時間越長,磨料對加工表面的切削作用越充分,可以得到較低的表面粗糙度值。若被加工表面的原始表面粗糙度值較大,需要達到較小的表面粗糙度值,就應該適當增大磨料的壓力以及延長加工時間。
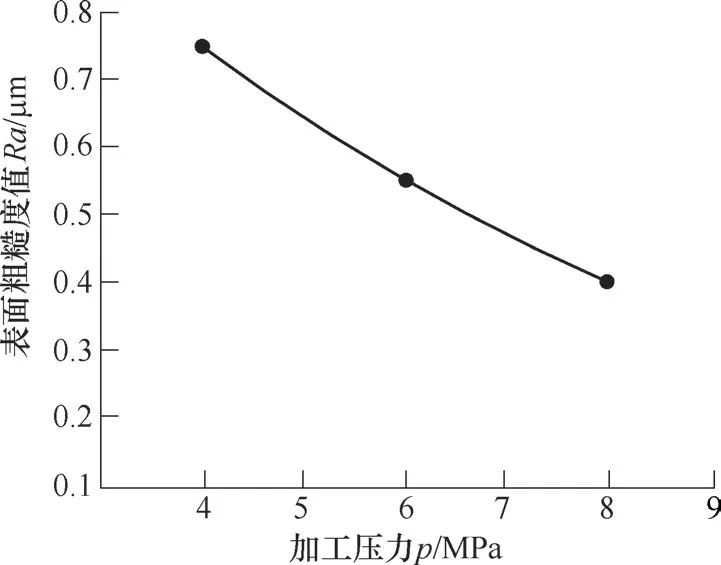
圖7 加工壓力與表面粗糙度之間的關系

圖8 加工時間與表面粗糙度之間的關系
4 加工方案實施效果
磨粒流加工閥塊內孔道的過程中,為了達到精研表面、清理毛刺等不同目的,可以對機床壓力、磨料黏度及磨料的磨粒粒度等參數進行合理選擇。
圖2所示的閥塊主要用于液壓控制系統中,其孔道內部表面粗糙度值Ra為1.6~3.2μm,但是由于液壓系統中對于毛刺、切屑等多余物的控制非常嚴格,所以閥塊內孔道的光整加工主要以去除毛刺、孔口倒圓為主,同時,通過磨粒流將過高的表面粗糙度值降低到符合要求的范圍內。
針對閥塊內孔道加工要求,采用0.2~0.5mm半粗碳化硅磨粒的低黏度磨料,在中等加工壓力(5~6MPa)下進行磨粒流加工。對于較長的孔道,加工時間為5~6min;對于稍短的孔道,加工時間為3.5min左右,取得了較好效果。磨粒流加工前后的效果對比如圖9所示。
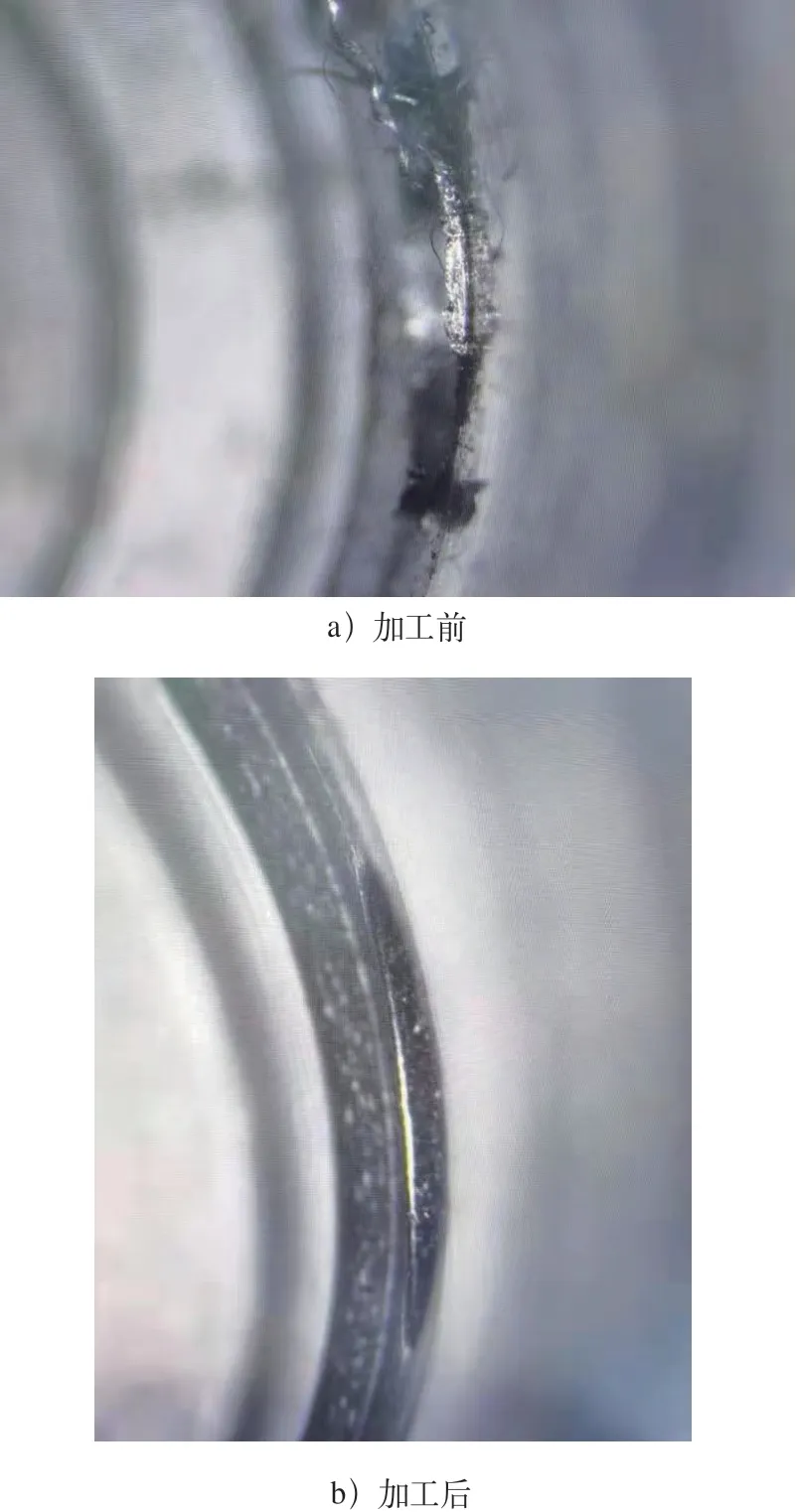
圖9 磨粒流加工前后的效果對比
采用磨粒流對閥塊內孔道進行加工后,孔道內部的毛刺、切屑等多余物去除取得了較好效果,同時,孔壁的表面粗糙度值Ra從原來的3.8~5.5μm降低到2.1μm左右。
5 結束語
采用磨粒流加工工藝進行閥塊內孔道的光整加工,不論是從去毛刺的效果,還是從降低孔壁的表面粗糙度值等方面,相較于傳統的手工操作,都取得了較好的效果。加工效率比手工操作時提高一倍以上,并且大大降低了操作人員的勞動強度。如果針對不同閥塊結構設計專用夾具,加工效率還將進一步提高。針對各種需要拋研的大批量零件,采用磨粒流技術還可實現自動化生產模式,加工的經濟性將大幅提高。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學生學習指導(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學生學習指導(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11
