倒包孕育在厚大斷面球墨鑄鐵上的應用
2022-03-22 04:18:34陳光金楊春黎王宣
金屬加工(熱加工) 2022年3期
陳光金,楊春黎,王宣
宜賓普什聯動鑄造分公司 四川宜賓 645152
1 序言
厚大球墨鑄鐵材質的鑄件壁厚通常>100mm,由于凝固過程十分緩慢,凝固時間長,所以易于造成鑄件出現石墨漂浮、碎塊狀石墨、鑄件上表面夾渣及氣孔等質量問題,從而導致鑄件因質量不合格而報廢。在球化時為了保證球化效果,以及除渣徹底,需要采用適當高溫球化,而在澆注工藝設計時往往會采用低溫澆注方案,以盡量減少鐵液凝固時間,防止球化因衰退而導致的石墨畸變。
我公司某鑄件重量約8.5t,出鐵重量10t以上,鑄件斷面主要壁厚150mm,最大壁厚300mm左右,產品結構如圖1所示。
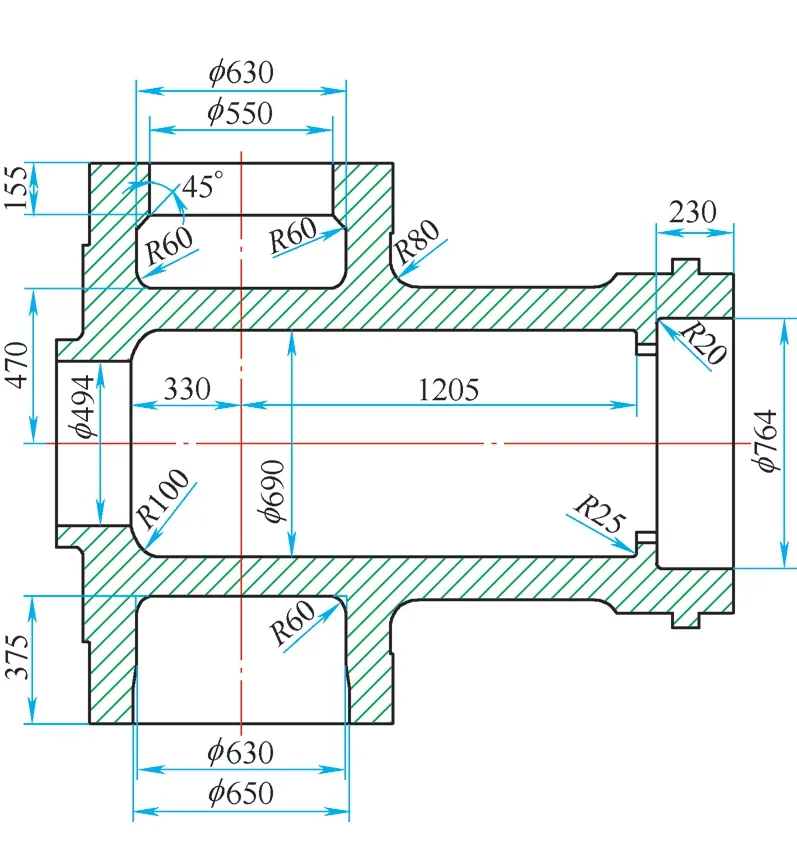
圖1 產品結構
2 產品結構特點及生產難點
此產品材質為EN-GJS-450-10,產品主要壁厚較大,在產品上附鑄70mm厚標準試塊用于性能檢測。產品中間砂芯較深,不易于布置冷鐵,凝固初期砂芯蓄熱降低產品溫度,但是隨著時間推移砂芯蓄熱飽和后無法散熱,砂芯和鑄件成為一體只能依靠外側砂型散熱,因此產品實際模數是非常大的。相關資料顯示,如此壁厚的產品凝固時間一般在3h左右[1]。
綜上所述,由于產品凝固緩慢,因此如何考慮成分、球化、孕育及澆注方案是生產此類產品的關鍵。
3 化學成分設計
化學成分設計時,首要考慮碳當量(CE),此鑄件主要壁厚較大,極易產生石墨漂浮,同時凝固時間較長,石墨易于畸變,石墨球數少,因此綜合考慮,決定取CE=4.3%。
合金化的考慮,要滿足材質EN-GJS-450-10要求,可以采用硅固溶強化或銅合金化,前者伸長率較高,但對于厚大件不合適,硅含量高易于產生碎塊狀石墨[2];后者伸長率不易控制且成本較高,但可以得到較好的材質,因此考慮采用銅合金化。主要化學成分見表1。

表1 EN-GJS-450-10化學成分(質量分數)(%)
4 球化工藝設計
(1)球化方法 結合我公司生產產品種類,采用沖入法生產厚大球墨鑄鐵件。
(2)球化劑的選擇 首先,考慮到澆注鑄件的溫度略低,適當選取球化能力較強的球化劑,選擇球化劑wMg=6.0%;其次,考慮RE特別是Ce對厚大斷面鑄件金相的影響。我公司生產球墨鑄鐵件原材料比較純凈,原鐵液S含量較低,因此選擇wRE<1%的球化劑。考慮到盡量減少Mg的夾渣物,提高有效Mg含量,要求球化劑MgO含量<0.5%,且斷面干凈無夾雜。另外,不得因Ca含量過高而影響球化起爆時間和球化效果。
(3)球化過程控制 通過生產驗證發現,球化劑爆發時對鐵液的攪拌能力直接影響到鐵液的球化效果。球化時球化劑爆發對鐵液攪拌能力較弱時,球化劑中Mg吸收率很高,鐵液中碳的燒損較低,鐵液中Mg含量較高,碳含量也高,但是除氣、除渣效果不明顯,鐵液的均勻性較差,球墨鑄鐵的伸長率略低;球化時球化劑爆發對鐵液攪拌能力太強時,球化過程非常劇烈,出現很亮白的Mg光,Mg的氧化很嚴重,Mg吸收率較低,碳含量也低,除渣、脫氣能力強,但是Mg含量較低,性能可能會出現不合格。因此,生產上需要控制球化過程,一旦球化劑起爆后,球化過程劇烈,鐵液劇烈翻滾,爐渣不斷在液面形成并推向澆包一側,直到球化反應完畢,Mg含量合適,Mg吸收率穩定,碳燒損也穩定,鐵液球化的均勻性和一致性較好,金相組織、力學性能合格。基于以上考慮,選擇沖入法球化,球化溫度控制在1470~1500℃,選擇wMg=6%、wCa=1.5%的低稀土球化劑球化。
5 孕育工藝
5.1 孕育方法
主要有埋包孕育、出鐵時隨流孕育、澆注時隨流孕育,以及型內孕育等4種,以上方法通常單獨或配合使用。
(1)埋包孕育 是將孕育劑覆蓋在球化劑上,實現球化和孕育同時進行,特點是能夠預防球化提前起爆,從而使球化過程穩定,不利因素是孕育至澆注時間會略長,孕育衰退風險較大,比較適合小包處理少量鐵液,并在短時間內完成澆注。
(2)出鐵時隨流孕育 是目前常用的方法,出鐵過程待球化開始后,借助工裝將孕育劑送入球化的澆包內,以實現邊球化邊孕育,借助球化劑爆發對鐵液的攪拌能力實現孕育劑的均勻性,此方案效果較好。
(3)澆注時隨流孕育 是在澆注過程將孕育劑通過工裝輸入鐵液流中進入型腔,此方法是比較理想的孕育方案,具有孕育劑使用量少、不存在孕育衰退,以及孕育效果最佳的特點。
(4)型內孕育 是將孕育塊設計在澆注系統中,澆注時鐵液流進孕育塊實現鐵液孕育。實踐證明,這種孕育方法效果很好,但是澆注系統必須要有好的擋渣設計,孕育塊的利用率略低,因此該方法在生產中使用率并不大。
5.2 厚大斷面球墨鑄鐵的孕育
厚大件凝固時間往往很長,特別是澆注溫度偏高時,易于導致石墨球數降低、球化率降低、石墨畸變等問題。生產上為了降低上述風險,采用了低溫球化、低溫澆注方案,但球化能力不足,球化后鐵液溫度低,鐵液黏度大,球化后渣難以上浮被徹底除去,往往鑄件上部位夾雜類缺陷會比較嚴重。為了解決這一難題,采用了1470~1500℃的高溫球化,以提高球化效果,降低鐵液黏度以方便除渣干凈后澆注。
在孕育方面,先采用埋包0.2%鐵液重量的孕育劑,為了防止高溫球化時球化劑提前起爆,球化完畢后除渣干凈;然后進行倒包孕育,將鐵液倒入另一準備好的澆包中,期間采用0.5%鐵液重量的硅鋇孕育劑進行倒包孕育,可以實現先高溫球化(見圖2),后倒包孕育(見圖3),同時降低鐵液溫度至1300℃左右。最后,澆注時采用0.2%硅鋇孕育劑進行隨流孕育。

圖2 鐵液高溫球化

圖3 球化后倒包孕育
6 澆注工藝
為了盡可能縮短孕育后至澆注的時間,鐵液倒包孕育后立即吊運至現場測溫,溫度控制在1300℃左右,進行擋渣澆注。澆注工藝采用低溫快澆方案,澆注10t鐵液時控制在100s內澆注完畢,澆注過程加入0.2%鐵液重量的孕育劑進行隨流孕育。
7 產品質量檢測
(1)鑄件外觀質量 鑄件外表面未見肉眼可視夾雜類缺陷,依據EN 1369:2012要求采用磁粉探傷儀對鑄件近表面質量進行檢測,產品外觀面符合EN 1369:2012 LEVEL2(SM2/LM2/AM2)的質量要求。
(2)鑄件內在質量 采用超聲波探傷儀,對鑄件圖樣要求區域依據EN 12680-3:2011進行超聲波檢測,未見超標缺陷顯示,其質量符合 EN 12680-3:2011 LEVEL3要求。
(3)鑄件球化率 依據ISO 945要求對附鑄70mm厚的試塊進行金相檢測(見圖4、表2),其球化率(V+VI)≥95%,滿足客戶要求;為了進一步了解球化和孕育效果,對鑄件厚大部位進行本體金相檢測(見圖5),其球化率為(V+VI)≥85%,也符合標準要求。
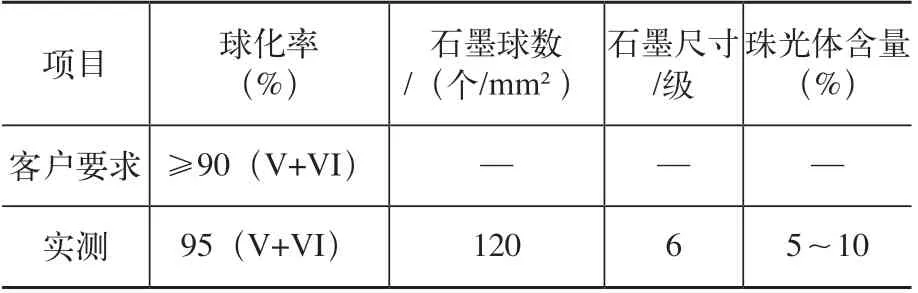
表2 試塊金相測試

圖4 附鑄試塊金相檢測(未腐蝕100×)

圖5 本體金相檢測(未腐蝕100×)
需說明的是,由于現場本體金相檢測設備原因,金相拋光不夠,本體金相中存在劃痕和石墨拖拽,但依然能夠看出球化率是較高的。
(4)鑄件性能檢測 檢測結果見表3。
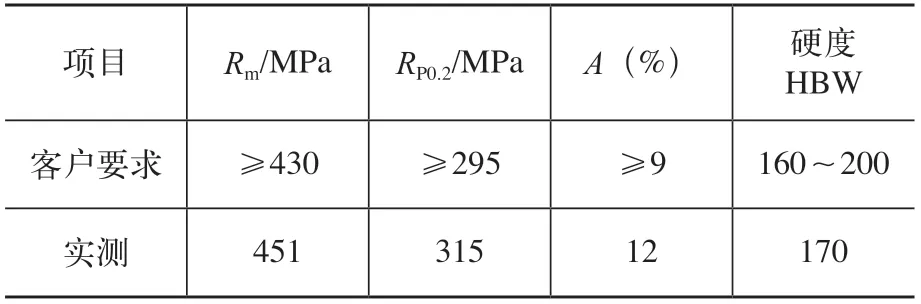
表3 試塊力學性能測試
從表3可以看出,鑄件力學性能滿足客戶技術要求。
8 結束語
1)通過成分設計,產品性能、金相組織滿足客戶要求。
2)通過適當提高球化溫度,有利于反應渣的上浮,方便一次將渣除盡,避免其帶入鑄件。
3)高溫球化后進行一次倒包孕育,能夠達到降低澆注溫度,也可以防止孕育衰退,達到孕育效果最大化的目的。
綜上所述,通過制定球化、澆注溫度、孕育方法等措施,在厚大斷面球墨鑄鐵上可以得到合格的球墨鑄鐵。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14