基于超聲相控陣的角焊縫缺陷信號重構方法研究
2022-03-30 07:13:24梁國安姚葉子王海龍王海濤
計算機測量與控制 2022年3期
梁國安,姚葉子,鄭 凱,許 倩,王海龍,王海濤
(1.江蘇省特種設備安全監督檢驗研究院,南京 210036;2.南京航空航天大學 自動化學院,南京 210016;3.江蘇長城計算機系統有限公司,江蘇 南通 226000)
0 引言
當今社會,由于工程需要,在大量的工程設計領域應用到了接管角焊縫。例如,在制作和安裝電站鍋爐的過程中,為了方便現場施工作業,在汽包與接管的連接處就是采用了角焊縫的連接形式[1]。在電站鍋爐的運行過程中,由于該部分的結構是不連續的,所以此區域存在應力過于集中的情況,并且由于溫度場的不同,在此部分還會產生很大的溫度差[2]。在鍋爐長期運行中接管角焊縫一直是常見的失效單元,所以在鍋爐定期檢查中,此部分需要重點檢驗[3]。
目前在檢測角焊縫內部缺陷的時候主要采用超聲脈沖發射回波檢測法[4],它主要通過分析回波信號來判斷缺陷的相關信息。作為一種典型的非線性、非平穩信號,超聲回波信號中含有大量的有用信號,但是它在不同的介質中傳播會產生一定的衰減效應,從而使得信號變得較為微弱[5]。除此之外,在使用超聲進行檢測的過程中,環境中不可避免的噪聲會污染微弱的回波信號,這會一定程度地影響檢測的精度[6]。因此,在進行回波信號分析之前需要采用有效的信號處理方法去抑制其攜帶的各種噪聲,常用的降噪方法有小波去噪、經驗模態分解(EMD,empirical mode decomposition)去噪等[7]。小波變換具有多分解尺度、去相關性等優勢,對隨機噪聲的過濾效果較好,但是它也有閾值函數選取較為困難、分解層數多變等缺點;經驗模態分解對于非平穩信號的處理具有較強優勢,但分解過程較不穩定,去噪能力較差[8-10]。
為此,本文在進行角焊縫超聲相控陣檢測試驗之后,首先提取裂紋與未熔合缺陷的A掃信號數據,然后通過 EMD 將提取到的原始A掃信號分解為多層本征模式函數(IMF,intrinsic mode function),利用互相關準則提取IMF 分量進行重構。最后提出小波去噪和 EMD 相結合的角焊縫缺陷信號重構方法,比起單純使用EMD分解,使用小波去噪對原始信號數據進行處理后,重構信號的信噪比較高,均方差較小,為進一步缺陷成像,缺陷回波信號特征提取模式識別打下良好的基礎。
1 小波分析與EMD分解的理論分析
對于超聲檢測裝置采集到的回波信號進行處理,這是相控陣檢測角焊縫的關鍵一步,通過時域與頻域的充分分析,能夠較好地分析出非平穩信號的各種尺度信號特征[11-12]。本文主要基于小波分析和EMD分解方法對得到的缺陷信號進行分析。
1.1 小波分析
小波分析起源于20世紀50年代初的純數學領域,在之后的近三十年間并沒有引起人們的注意,近年來通過許多數學家與工程技術人員的努力探索,小波分析發展迅速,現已逐步成為熱點研究方向之一,其在非平穩信號去噪處理等方面有著一定獨特的優勢,所以如今被廣泛應用于信號處理、圖像處理等工程領域,在科技信息產業領域取得了令人矚目的成就。小波分析是通過對信號進行多尺度地細化分析,其可以分析到信號的任意細節,從而在時域和頻域變換中提取有效的信息[13-15],其具有對信號在不同范圍、不同的時間區域內進行分析,對噪聲不敏感,能夠分析到信號的任意細節等優點,被譽為數學顯微鏡。使用小波變換對信號處理時,首先需要選擇合適的小波函數,本文選擇正則性好的Daubecins小波,該小波由世界著名的小波分析學家Ingrid Daubecges所構造,當其作為稀疏基時有較小的光滑誤差,進而優化信號重構,使處理結果相對光滑。Daubecins 小波可以用dbN表示,N是小波階數,在小波函數ψ在小波和尺度函數φ(t)中,支持區域和消失矩分別是 2N-1和N[16-18]。當采用更大的序列N的值,即選用更大的dbN小波階次之后,消失矩階數也會隨之提高,有效增強其光滑性,從而優化頻域局部化能力,進而呈現出更佳的頻帶劃分效果。
在對信號去噪的過程中,首先是使用小波對原始信號進行分解,將處于較高頻率的噪聲分解出來然后再進行處理。在小波分解時,小波系數可以通過閾值和其他的手段來處理[19],將小波分解后得到的各層小波空間的細節系數使用閾值對其進行截斷作用,進而使得信號被小波變換或者其他方法進行去噪處理。以下是3種常用的去噪方法:
1)默認閾值去噪處理。該方法首先通過ddencmp函數生成信號的默認閾值,這個默認閾值是該方法的關鍵部分,后續的去噪過程由函數wdencmp來實現。
2)給定閾值去噪。該方法首先通過經驗公式產生一個較好的閾值,這個閾值在實際的去噪過程中有著較高的可靠性。其重要步驟是閾值量化,函數wthresh可以用于實現閾值量化這一過程。
3)強制消噪處理。該方法主要通過將信號的所有高頻系數置零,即對信號所有的高頻部分進行濾波處理,然后在此基礎上再重構信號。此方法具有簡單直接的優勢,能夠達到使信號變得較為平滑的效果,但是由于強制去除了高頻信號,這會使得信號的有用部分也可能因此而丟失。
1.2 EMD分解
在一般的情況下,大多數時間序列的分解方法均遵循一個原則,即在某個基本函數的系統上擴展序列,然后通過分析每個分量的展開系數和屬性來分析該信號,但是超聲相控陣的A掃信號為非平穩信號[20]。1998年,美國華裔院士NordenE.Huang等人對此提出了一種新的理論方法,即經驗模態分解法,其對于分析非線性、非平穩信號序列有較好的優勢。EMD分解是一種自適應的時頻分解方法,其按照信號局部時間特征尺度自適應地將信號從高頻到低頻按序分解成一組尺度不同的固有模態函數,具體操作步驟為首先對一給定的信號獲取其存在的極值點,然后通過插值的方法得到信號的包絡,在得到均值之后與均值做差,從而獲得分解的一層信號。通過上面的迭代過程,獲得信號的分解結果為:
(1)
即l個IMF和一個殘差r[8]。IMF定義是由Huang等人提出的,其需要符合以下的兩個條件:(1)在一段數據中,極值點的個數等于過零點的個數,或者二者相差最多不超過一個;(2)任意一點由局部極大值點與局部極小值點形成的包絡的平均值為零,即信號的波形局部對稱[21]。第一個條件類似于傳統的平穩化高斯過程中對于基帶信號的要求,第二個條件將全局的限定變為了局部的限定,其有效防止了由于波形的不對稱所形成的瞬時頻率不必要的波動。
EMD分解將原本復雜的信號分解得到各個IMF分量之后,可以通過分析IMF分量進而分析原信號不同尺度的局部特征信號,并且將之前的非平穩數據加以處理使其平穩化。由于是基于信號序列時間尺度的局部特性進行信號分解處理,因此是隨信號本身的變化而變化的,故而具有自適應性。并且由于分解過程中所使用的基全部來自于原信號,所以通過EMD分解的到的分解結果更加的有效,它的自適應性與時頻聚焦性,適合運用于分析超聲缺陷信號。
2 角焊縫相控陣檢測試驗
2.1 檢測設備
本次實驗采用的是儀器型號為TOPAZ 32的便攜式超聲相控陣設備,它是一款由ZETEC開發的全集成32通道超聲相控陣檢測儀,可同時激發32孔徑進行自發自收或一發一收檢測。本儀器最大數據傳輸速度為10 MB/s,數字化頻率為100 MHz,增益范圍為0~70 dB,支持512個聚焦法則。探頭采用了有利于工業現場應用的AXL-2.25 MHz型號小尺寸探頭,其陣元數為32個,陣元間距為1 mm,中心頻率為2.25 MHz。楔塊型號為AXL-55SW,角度為55°。
2.2 被檢工件
由于接管角焊縫結構復雜,使得聲場路徑相對復雜,增加了超聲檢測的難度。本文以鍋爐裝置中接管處角焊縫為對象,制作了一塊角焊縫試樣,母管外徑為1 600 mm、壁厚為75 mm,支管外徑為426 mm、壁厚為28 mm,對此進行檢測工藝研究。如圖1(a)所示為試樣被檢工件的幾何尺寸及坡口尺寸,圖1(b)所示為被檢工件的實物圖。

圖1 被檢工件
2.3 檢測結果
本次試驗在檢測接管角焊縫時將探頭放置于距離接管150 mm處,具體檢測參數如表1所示。利用二次波可以在試件中檢測到多處缺陷,以危害性較為嚴重的裂紋與未熔合為例,檢測得到兩處缺陷,檢測結果如圖2所示,缺陷分別標為1號與2號。1號缺陷的檢測結果如圖2(a)所示,其為焊縫裂紋,裂紋缺陷在進行相控陣掃查的過程中聲波沒有固定的反射面,在圖像上顯得比較松散,并且由于馬鞍形結構造成的波形散射,所以對其加12 dB補償增益,得到的缺陷如圖2中方框所示,最高幅值為88.5%。2號缺陷為焊縫未熔合,其檢測結果如圖2(b)所示,未熔合缺陷圖像較為細長,僅為一層,從A掃信號也可以發現缺陷信號較為集中,最高幅值為69.0%。

表1 掃查參數

圖2 超聲相控陣檢測結果
3 經驗模態分解特征成像
本文主要針對1號裂紋缺陷與2號未熔合缺陷處的信號進行分析,得到裂紋缺陷的原始信號與頻譜見圖3(a),得到未熔合缺陷的原始信號與頻譜見圖3(b)。接著按照本征模態函數分解的方法,分別對它們進行EMD分解,得到了8階IMF分量,如圖4~5所示,這8個IMF分量分別反映出原始信號在不同時間尺度上的信息,代表著一組特征尺度的數據序列,并且將其與殘差累加后能得到原始信號。

圖3 原始信號與頻譜

圖4 EMD分解1號裂紋信號的IMF分量
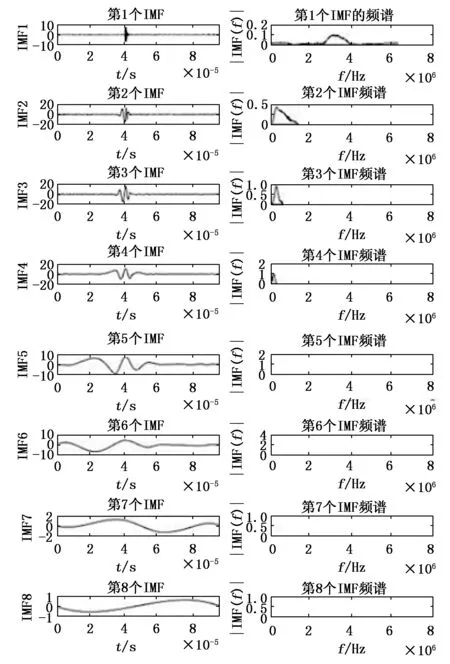
圖5 EMD分解2號未熔合信號的IMF分量
信號通過EMD分解之后所獲得的各個IMF分量中通常情況下會含有一些偽IMF分量,這些偽IMF分量不能夠反映原始信號的特征,且與原始信號無關。所以,對于上述原始信號分解所得的IMF分量,需選擇互相關準則消除偽IMF分量,即通過計算各IMF分量與原始信號的互相關系數,將互相關系數較小的IMF分量予以去除。對于1號裂紋缺陷與2號未熔合缺陷的互相關系數計算結果如表2所示,由于微弱相關要求相關系數的值在0~0.3之間,低度相關要求相關系數的值在0.3~0.5之間,顯著相關要求相關系數的值在0.5~0.8之間,高度相關要求相關系數的值在0.8~1之間,所以對于裂紋缺陷信號而言,應去除第4階與第7階的本證模態函數;對于未熔合缺陷信號,應去除第2階、第7階與第8階的本征模態函數,然后再通過剩余的IMF分量對缺陷信號進行重構,從而得到去噪后的超聲回波信號。

表2 各IMF分量的相關系數
在通過信號重構后,可以得出重構后的裂紋信號與原始裂紋信號的相關系數為0.82,重構后的未熔合信號與原
始未熔合信號的相關系數為0.89,該數據說明它們高度相關,因此可選擇重構后的信號代替原始信號。計算得到缺陷信號重構結果如圖6所示,根據信噪比(SNR,signal noise ratio)以及均方差(MSE)性能的評價方法,分析重構結果見表3,從表中數據可以看出該方法對于2號未熔合缺陷有著較高的信噪比與較低的均方差,對于1號裂紋缺陷信號這種較為復雜的信號重構效果不佳。

圖6 缺陷信號重構結果

表3 缺陷信號重構結果
4 基于小波去噪的EMD算法
EMD方法相比于傳統的時頻分析方法具有許多獨特的優點,但是由于其自身發展的不成熟,所以在實際應用的過程中存在著各種不同的問題。基于此,本文將該方法與小波分析相結合,旨在通過理論與應用都較為成熟的小波分析來改善EMD方法的應用效果,所以提出了基于小波去噪的EMD算法。
4.1 基于小波分析的信號消噪
由于超聲A掃的數據量不大,所以本文采用db小波對信號進行分解重構,采用的評價方法與上文所述EMD分解的方法保持一致,即采用信噪比與均方差來評價信號重構結果。首先分別對1號裂紋缺陷處的A掃信號按不同階數和分層近似系數進行重建,得到如圖7的 SNR 和 MSE 比較圖,從而選擇去噪效果好的db小波階數。

圖7 db1~db9 重構圖像
從圖7中可以看出,對原始1號裂紋缺陷的A掃信號進行db8小波的3層近似系數進行重構,能夠得到的SNR值及MSE值較為合理,其中MSE的值1.836 1、SNR的值為13.999 8。所以本文對1號裂紋缺陷與2號未熔合缺陷的A掃信號按db8進行分解,并且基于第3層近似系數重構,得到結果如圖8所示。

圖8 信號db8分層小波重構
然后本文在主要使用db小波三層分解A掃信號的情況下,再通過信號處理對A掃信號進行去噪使得曲線變得更加光滑。去噪方法主要包括強制去噪、默認閾值去噪和給定軟閾值去噪這3種方法,本文由 db1~db9 小波分別選擇這3種方法來重構原始1號裂紋缺陷的信號,得到SNR與MSE的對比圖如圖9所示,從圖中可看出對于該信號,3種消噪方法中默認閾值消噪有較高的信噪比、較低的均方差,強制消噪受小波函數基的影響比較大,默認閾值消噪與給定閾值消噪這兩種方法與小波函數基關系不大。

圖9 db1~db9按3層分解的比較圖
在此基礎上,為了與小波重構比較效果,按db8小波畫出1號裂紋缺陷信號與2號未熔合缺陷信號的采取3種不同的去噪算法從而得到的結果如圖10所示。

圖10 3種消噪方法比較
4.2 去噪信號的EMD分解
在通過小波分析對于缺陷信號進行初步的去噪之后,對于去噪后的信號再進行EMD分解,與含噪聲信號的分解結果相比,分量明顯減少,1號裂紋信號僅分解6個分量,2號未熔合信號僅分解7個分量。然后與上文所述相同,通過互相關準則計算各個IMF分量的相關系數,從而避免了IMF分量選擇的盲目性,得到結果如表4所示。
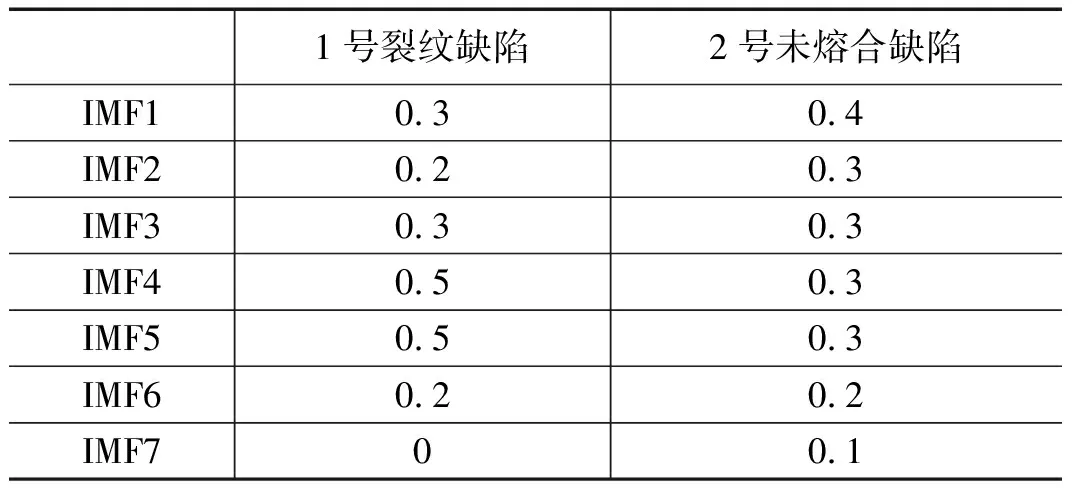
表4 各IMF分量的相關系數
1號裂紋缺陷信號選擇IMF1、IMF3、IMF4及IMF5分量對信號進行重構,2號未熔合缺陷信號選擇IMF1~IMF5分量對信號進行重構,得到重構結果如圖11所示。通過對比上文所述的EMD分解重構結果,見表5,可以發現基于小波去噪的EMD分解重構有較高的信噪比與較低的均方差,重構效果更好。

表5 缺陷信號的SNR與MSE

圖11 缺陷信號重構結果
5 結束語
本文首先針對接管角焊縫的結構特點,制作相應試樣,
完成超聲相控陣檢測試驗,得到試樣的檢測結果,主要分析1號裂紋缺陷與2號未熔合缺陷這兩個缺陷的檢測結果。在此基礎上通過EMD算法完成分別對這兩個缺陷信號進行分解與重構,得到相應的重構結果,通過均方差與信噪比來評價其重構結果。最后提出小波降噪和EMD 分解相結合的降噪方法,該方法將小波去噪后的信號再進行EMD分解與重構,其降噪能力相比傳統算法效果顯著提高,降噪后重構的信號信噪比和均方誤差得到優化,缺陷回波信號測量的效果更好,有利于缺陷的B掃成像效果,從而提高缺陷的檢出率。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年11期)2018-08-04 03:25:42
制造業自動化(2017年2期)2017-03-20 14:26:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
設備管理與維修(2015年12期)2015-04-09 06:57:24
