汽車底盤件沖壓開裂成因分析及控制
2022-03-31 06:10:36穆海玲
四川冶金 2022年1期
王 進,穆海玲
(1.寶鋼股份中央研究院梅鋼技術中心,江蘇 南京 210039;2.上海梅山鋼鐵股份有限公司,江蘇 南京 210039)
隨著國內汽車行業的迅猛發展,沖壓技術在汽車領域中也獲得了較大的發展,如由原來單工序沖壓升級為連續沖壓,提高了工作效率,但這對原材料的質量提出了更高的要求,而原材料成分和工藝設計的不合理以及產品質量的波動等因素常常會導致在加工過程中出現沖壓開裂的現象,給加工企業和材料供應商帶來較大的經濟損失。
熱軋酸洗板S420MC產品屬于冷成型熱軋汽車結構用鋼,不但有較高的強度,還具備良好的表面質量和優異的成型性能,因而在汽車行業得到廣泛地使用。某汽車用戶主要生產汽車底盤系統結構件和車身結構件,該用戶用S420MC酸洗板在制作汽車底盤系統左、右控制臂時出現沖壓開裂問題,沖壓開裂比例高達36%-50%,嚴重影響用戶給整車廠的正常供料。
本文針對該汽車用戶在使用S420MC酸洗板出現沖壓開裂的現象,重點從用戶的落料及沖壓工藝、酸洗板產品生產工藝過程進行試驗跟蹤,對典型缺陷樣品的成分、顯微組織、性能、夾雜物等方面進行檢測分析,提出了相應的優化措施,有效解決了該汽車零部件的沖壓開裂問題。
1 開裂現象及檢測過程
用戶沖壓工藝流程:酸洗板S420MC委托配送加工商縱切分條成兩卷,然后對其進行開卷并上連續沖床,連續沖出左、右控制臂的落料片(見圖1),左、右控制臂落料片經過5道次組合模沖壓成型(見圖2)。

圖1 落料樣片
根據沖壓零件與酸洗帶鋼寬度方向的位置關系(見圖3),我們在沖壓跟蹤前對酸洗帶鋼工作側、中部、傳動側的沖裁位置作對應1、2、3、4的落料標識:1代表工作側左控制臂落料片、2代表中部右控制臂落料片、3代表中部左控制臂落料片、4代表傳動側右控制臂落料片(見圖3)。
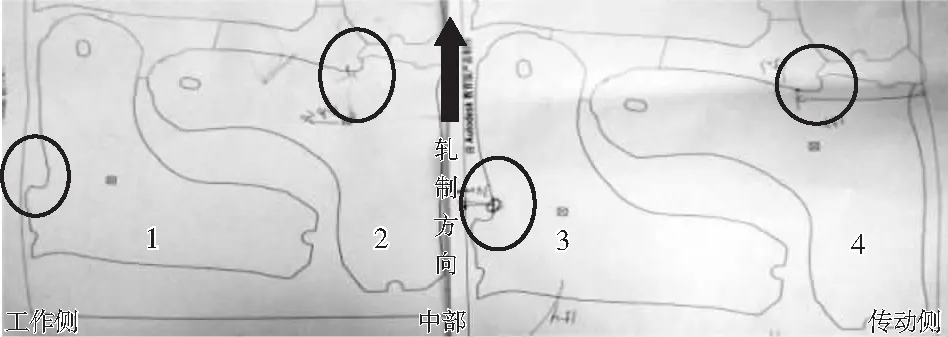
圖3 沖壓零件與酸洗帶鋼的位置關系圖
通過現場生產跟蹤,左、右控制臂各沖壓40片,共計80片。根據沖壓結果發現均在右控制臂R角處開裂(見圖2),左控制臂均未有開裂現象,具體見下表1。
1.1 化學成分
通過用CS-444 型紅外碳硫儀和A RL-10 型直讀光譜儀分別對該鋼的切屑試樣及塊狀試樣進行化學成分分析,其檢測成分都在標準范圍內,符合歐洲標準EN 10149-2的要求, 見表2。

表1 左、右控制臂沖壓跟蹤對比

表2 帶鋼化學成分(%)
1.2 力學性能
通過用WAW-600 型微機控制電液伺服萬能試驗機對典型缺陷樣板不同方向的力學性能進行拉伸對比分析,發現橫向屈服強度比縱向強度高60 MPa左右,并且橫向延伸率偏低,處于標準下限,見表3。
1.3 金相組織
通過對金相試樣經拋光和浸蝕后, 用Axiophot2 型光學顯微鏡(OM)進行顯微組織分析,其組織為鐵素體+珠光體,晶粒度為10.5級,在開裂部位附近有夾雜物存在,級別為A1.0, 通過對有開裂部位的拋光態金相試樣用Phlips XL-30 型掃描電鏡(SEM) 觀察,其成分用美國EDAX Phenix 型能量色散能譜儀(EDS) 測定,其斷口上有異物存在,對其進行能譜分析,所含元素主要為鈉、氧、鋁、鈣、鐵;對金相拋光樣進行掃描電鏡觀察,并且對夾雜物進行能譜分析,所含元素為硫和錳,具體見圖4~9。

表3 帶鋼不同方向性能檢測
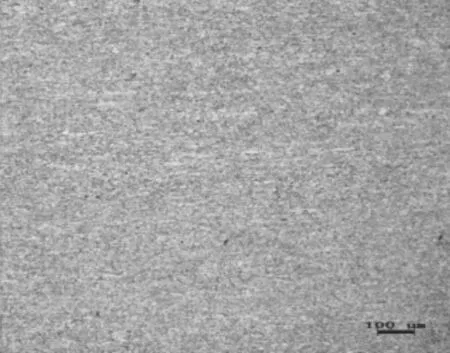
圖4 晶粒度100×

圖5 開裂部位附近夾雜物500×
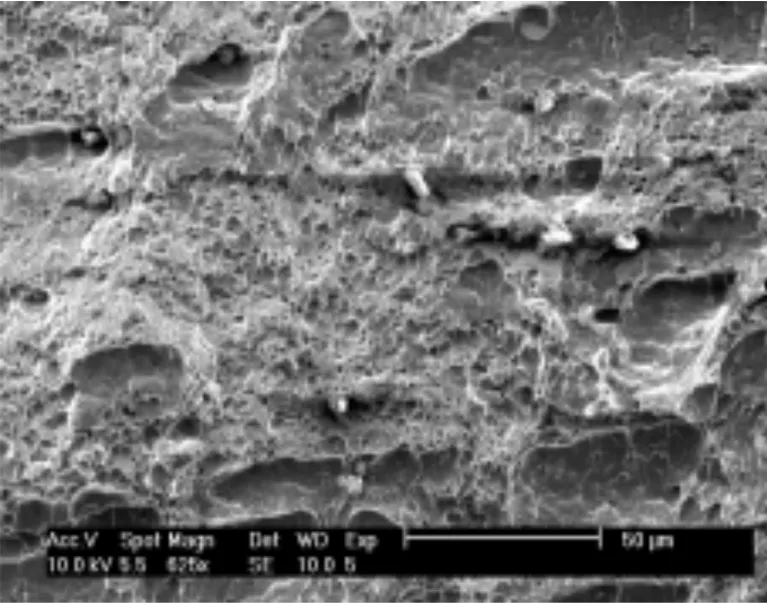
圖6 斷口處電鏡形貌
2 分析與討論
2.1 開裂原因分析
在熱軋生產過程中由于沿板寬溫度分布存在固有的差異,邊部溫度比中部低30℃左右,板寬方向的邊部與中部組織性能有一定差異[1],但通過以上現場試驗跟蹤和生產圖紙發現,同一塊鋼板同時沖壓左、右控制臂零件時,左控制臂無開裂,右控制臂開裂嚴重,并且開裂均在右控制臂,這與零件在酸洗板寬度即邊、中部的位置關聯度不大;
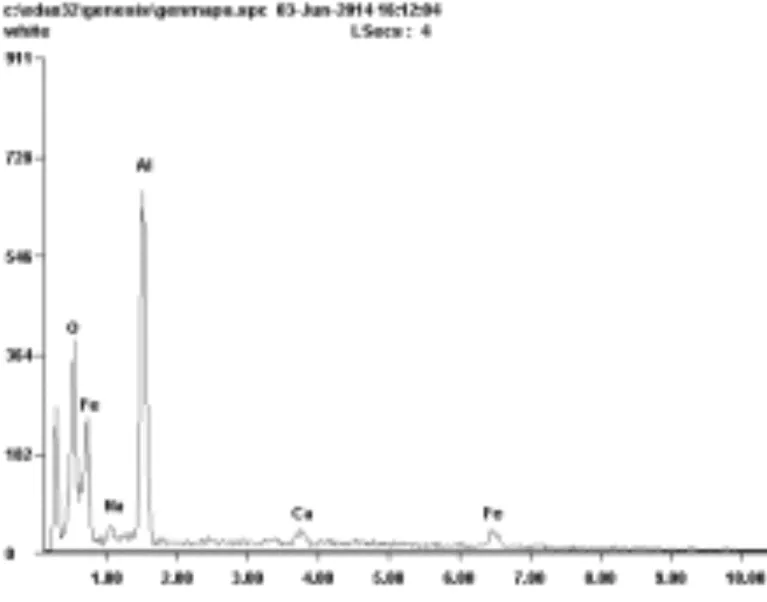
圖7 斷口上異物能譜

圖8 金相拋光樣電鏡形貌
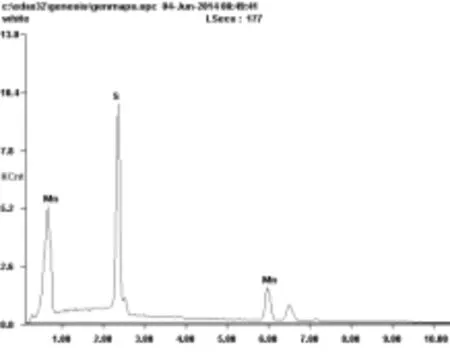
圖9 夾雜物能譜
從生產圖紙中分析其左、右控制臂形狀尺寸基本相同,不同的是R角所處的位置有差異,即左控制臂R角為與軋制方向一致,為軋板縱向;右控制臂R角為與軋制方向垂直,為軋板橫向。由于軋制方向的變形量不同,沿軋制方向變形量大,板寬方向變形量小,板卷沿軋制方向和垂直軋制方向的性能相比,鋼板強度縱向較橫向低,鋼板延伸率縱向較橫向高,從拉伸檢測結果也表明了這一規律,因此,沖壓開裂與零件受力薄弱處的方向性有顯著的相關性。
從沖壓工藝的角度看,由于該零件成形缺陷處為伸長類翻邊成形,即為內凹的外緣翻邊,此種翻邊凸緣成形會產生拉應力而易于破裂[2];在伸長類成形工藝中,當鋼板屈服強度低時,所需的拉力也小,成形工藝的穩定性高,不易拉裂[3],即較低的材料強度和較高的延伸率會更有利于成形;但是通過現場取回缺陷樣板進行檢測分析,發現鋼板橫向屈服強度高于縱向60 MPa左右,延伸率偏下限。
通過金相和電鏡檢測表明在開裂部位附近有硫化錳等夾雜物的存在,由于帶鋼S含量偏高,會使鋼中形成硫化錳夾雜,會進一步降低材料的韌塑性,在沖壓變形過程中由于夾雜物的存在會產生嚴重的應力集中, 致使有夾雜物存在的位置不能隨基體的形變而變形, 產生微裂紋或小孔,在隨后的變形過程中, 微裂紋或小孔進一步聚集、長大, 最終導致板材的開裂,為此需要從成分設計和煉鋼工藝著手改善帶鋼內在純凈度。
因此,較高的橫向屈服強度、較低的延伸率以及帶鋼硫化錳等夾雜物的存在是導致右控制臂沖壓開裂的主要原因。
2.2 開裂消除措施
由于此零件開裂是材料屈服強度高、延伸率低以及夾雜物控制所造成的,故消除此零件開裂缺陷可從以下幾個方面采取有效措施:
1)由于鈮元素作為一種重要的微合金元素,在軋制過程中可以提高材料的再結晶溫度,形成細小的碳化物和氮化物,抑制奧氏體晶粒的長大,最終通過晶粒細化和析出強化影響強度和韌性,為此通過適當減少鈮元素含量,進一步降低帶鋼的整體強度;
2)通過提高卷取溫度,適當增加晶粒的尺寸,可使帶鋼的屈服強度進一步降低;
3)由于錳元素與硫元素形成的硫化錳夾雜物和帶狀組織對鋼板的成形性具有不利作用,為此通過縮小硫含量的控制范圍;同時優化煉鋼精煉工藝路徑,采取LF+RH 雙聯工藝,并且RH采取本處理工藝,進一步提高帶鋼的內在純凈度;
4)進一步收嚴該產品的性能放行標準,確保沖壓生產過程的穩定。
2.3 實施效果
通過有效措施的采取,改進后鋼板橫向屈服強度、延伸率及夾雜物程度明顯改善:橫向屈服強度由改進前均值528 MPa降低到475 MPa,橫向延伸率均值由21%提高到27%,硫化物夾雜控制在0.5級以下;通過跟蹤用戶后續2000噸的使用,沖壓效果良好,未再發現開裂現象,并且恢復了對該汽車用戶的正常供貨。
3 結語
1) S420MC酸洗板橫向強度高、延伸率低以及鋼板存在硫化錳等夾雜物,是引起右控制臂沖壓開裂缺陷的主要原因;
2)通過采取降低鈮合金含量和提高卷取溫度,降低了帶鋼強度,提高了延伸率,保證鋼板合適的強韌性;
3)通過降低硫含量和優化煉鋼工藝路徑,使帶鋼純凈度得到進一步改善,從而有效降低開裂的風險;
4)收嚴產品性能的放行標準,確保了左右控制臂沖壓生產過程的穩定。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
