熱噴涂技術(shù)在汽車輕量化中的應(yīng)用研究
2022-04-08 11:24:52徐佳欣李增榮呂嘉新
中國(guó)新技術(shù)新產(chǎn)品 2022年2期
徐佳欣 李增榮 吳 艷 孫 浩 呂嘉新
(沈陽理工大學(xué)材料科學(xué)與工程學(xué)院,遼寧 沈陽 110159)
0 前言
隨著世界各國(guó)對(duì)汽車節(jié)能減排的要求,越來越多的汽車廠商采用輕量化的材料制備零部件,對(duì)1980 年以來的統(tǒng)計(jì)數(shù)據(jù)進(jìn)行分析發(fā)現(xiàn),汽車選料中的輕質(zhì)材料占比在不斷提高,因此整車的質(zhì)量不斷在減輕。在調(diào)研中發(fā)現(xiàn)超過半數(shù)的汽車發(fā)動(dòng)機(jī)已經(jīng)采用鋁制合金來制作,大大減輕了整車的質(zhì)量,但是鋁制發(fā)動(dòng)機(jī)缸體存在耐磨性差的缺點(diǎn),因此如何提高其耐磨性就成了解決該問題的焦點(diǎn)。目前有三種方法可以采用,第一種是在鋁制發(fā)動(dòng)機(jī)缸體內(nèi)嵌套一個(gè)鑄鐵的缸套,此法對(duì)鋁制缸體和鑄鐵缸套裝配的精密度要求較高,否則會(huì)造成受力不均以及熱膨脹等方面的問題,因此在加工和裝配時(shí)投入過大;第二種是采用過共晶鋁硅合金缸套,此法看似簡(jiǎn)單,但工藝極其復(fù)雜,技術(shù)尚不成熟,生產(chǎn)出來的硅相組織粗大極易開裂;第三種是采用熱噴涂技術(shù)在鋁制缸體內(nèi)壁制備出耐磨涂層,由于涂層的厚度非常薄,基本上不會(huì)增加發(fā)動(dòng)機(jī)的質(zhì)量,另外噴涂材料可以靈活選用且涂層的制備完全可以在缸體上直接噴涂完成,工藝簡(jiǎn)單、成本也低。
1 試驗(yàn)材料及方法
1.1 噴涂絲材的選擇
根據(jù)大量的試驗(yàn)結(jié)果,考慮到材料的力學(xué)性能、成分特點(diǎn)、相變規(guī)律等方面的情況,可選擇碳鋼系列的材料作為噴涂絲材,在該試驗(yàn)中選擇08Mn2Si和08CrMoV材料作為在鋁制缸體內(nèi)壁制備耐磨涂層的絲材,該絲材制備的涂層中具有大量的孔隙結(jié)構(gòu),在濕摩擦條件下可以成功鎖住潤(rùn)滑油,從而使涂層的抗摩擦性能大大提高。噴涂前先將基體進(jìn)行除污除銹處理,然后進(jìn)行噴砂,這樣做的目的是增加基體和涂層的結(jié)合強(qiáng)度,最后在基體上噴涂一層FeCrAl,該合金具有良好的自結(jié)合性能和較高的硬度且由于Al在形成涂層時(shí)會(huì)產(chǎn)生放熱效應(yīng),常被用作黏接層材料。表1是該試驗(yàn)選用的兩種絲材的化學(xué)成分。

表1 絲材的化學(xué)成分(質(zhì)量分?jǐn)?shù)%)
1.2 噴涂參數(shù)選擇
噴涂工藝中最主要的參數(shù)有電流、電壓、氣體的流量以及噴嘴和工件之間的噴涂距離,通過采用不同工藝參數(shù)進(jìn)行大量的噴涂試驗(yàn),選擇出了最優(yōu)化的噴涂工藝參數(shù),見表2。

表2 噴涂工藝參數(shù)
2 試驗(yàn)結(jié)果及分析
2.1 涂層硬度
該試驗(yàn)采用顯微硬度試驗(yàn)機(jī)對(duì)試樣進(jìn)行測(cè)試,每種試樣上分別選取5個(gè)不同位置的點(diǎn)進(jìn)行硬度測(cè)試,最終取平均值。08CrMoV涂層和08Mn2Si涂層的硬度分別為284.82HV和154.48HV,前者的硬度要比后者的高,但都高于其母材的硬度。主要原因是涂層組織中生成了大量的合金元素氧化物,該氧化物的硬度比較高,另外在試驗(yàn)中發(fā)現(xiàn)不同位置的硬度值相差較大,主要是由涂層組織結(jié)構(gòu)的非均一性造成的。在噴涂過程中高溫熔融粒子撞擊到基體表面時(shí),由于溫度急劇下降,恰好經(jīng)歷了類似的熱處理過程,使凝固的涂層具有了淬硬傾向,從而使涂層粒子的硬度要比母材的硬度還要高。當(dāng)采用一些比較活潑的金屬絲材噴涂時(shí),熔融粒子極易和空氣中的氧原子發(fā)生氧化反應(yīng),生成大量的氧化物,從而在一定條件下增加了涂層的硬度。但在研究中發(fā)現(xiàn)僅靠這些氧化物來提高涂層耐磨性還是遠(yuǎn)遠(yuǎn)不夠的,主要是粒子與基體之間的結(jié)合度不夠強(qiáng),再加上涂層的孔隙率比較高,反而降低了涂層的硬度。
2.2 涂層厚度
為了不斷改進(jìn)噴涂工藝,提高涂層的均勻程度,進(jìn)而提高涂層的耐磨性和其他性能,需要對(duì)涂層的厚度進(jìn)行了測(cè)試,每個(gè)試樣分別測(cè)量五個(gè)不同位置,最后取平均值,08Mn2Si涂層和08CrMoV涂層厚度平均值分別是207.4μm和207.2μm。由此可見,使用上述絲材所制備的涂層厚度比較均勻,厚度基本維持在207μm左右,與預(yù)期的涂層厚度基本一致,說明所采用的噴涂參數(shù)是合理可行的。
2.3 鐵基涂層的組織及能譜分析
圖1、圖2和圖3分別是08Mn2Si涂層的金相照片、3000倍的掃描電鏡照片和XRD衍射圖譜。

圖1 08Mn2Si涂層的金相圖片

圖2 08Mn2Si涂層的電鏡圖片(3000倍)
從圖1中可以看到08Mn2Si涂層中有大量的氧化物存在,呈灰色帶狀,主要分布在粒子的邊界,圖中顏色較深的區(qū)域?yàn)榭锥矗饕菄娡苛W拥牟灰?guī)則堆積所形成的,另外一些變形不完全的粒子以橢圓球形的狀態(tài)存在于涂層中,粒子與粒子之間會(huì)形成孔隙結(jié)構(gòu)。圖2是08Mn2Si涂層的電鏡組織照片,從中可以看到存在大量形態(tài)不規(guī)則的孔隙結(jié)構(gòu),該結(jié)構(gòu)的存在對(duì)濕摩擦條件下減小涂層的摩擦系數(shù)具有重要意義,圖3中XRD分析中發(fā)現(xiàn)的氧化物主要有FeO、FeO、MnO和SiO,如圖3所示。

圖3 08Mn2Si涂層的XRD衍射圖譜(Intensity為強(qiáng)度,2θ為2倍衍射角度)
圖4、圖5和圖6分別是08CrMoV涂層的金相照片、3000倍的掃描電鏡照片及XRD衍射圖譜。

圖5 08CrMoV涂層的電鏡圖片(3000倍)
從圖4中可以看出,08CrMoV涂層中存在大量變形不充分的粒子和未熔顆粒,這些未熔顆粒包圍著氧化物,氧化物和粒子結(jié)合被存在的裂縫大大削弱了。圖6 XRD分析結(jié)果表明,涂層中存在FeO、FeO和FeO等氧化物相。

圖4 08CrMoV涂層的金相圖片

圖6 08CrMoV涂層的XRD衍射圖譜(Intensity為強(qiáng)度,2θ為2倍衍射角度)
2.4 鐵基涂層的耐磨性
為了測(cè)試上述兩種涂層的耐磨性,選用車用常規(guī)潤(rùn)滑油,施加50N的軸向作用力。灰鑄鐵作為非常耐磨的材料,其耐磨的主要原因是在鐵基體中存在硬質(zhì)相,另外灰鑄鐵中大量的石墨起到了自潤(rùn)滑作用,從而減小了摩擦系數(shù),同時(shí)大大提高了鑄鐵的耐磨性。在該試驗(yàn)中,為了方便進(jìn)行耐磨性比較,特選用灰鑄鐵作為對(duì)比材料,兩種涂層及鑄鐵的摩擦系數(shù)及失重情況如圖7所示,從圖中可以看出,兩種涂層的摩擦系數(shù)均比灰鑄鐵的要小,其中08Mn2Si涂層的摩擦系數(shù)最小,同時(shí)失重最低,耐磨性最好。08CrMoV涂層的失重比灰鑄鐵的略高一點(diǎn),對(duì)比可以得出在有潤(rùn)滑油的情況下,在軸向壓力50N的作用下,兩種涂層的摩擦系數(shù)均在0.02~0.04,和灰鑄鐵的摩擦系數(shù)可以相媲美,之所以摩擦系數(shù)這么小的主要原因是摩擦?xí)r在接觸面上存在一層油膜,屬于流體潤(rùn)滑。決定失重的因素主要是在軸向壓力作用下是否能保持氧化物與粒子的牢固結(jié)合。在涂層中存在的孔隙率和氧化物比重越高,就使的粒子之間的結(jié)合力越弱。在濕摩擦條件下,大量進(jìn)入珩磨溝槽和孔隙內(nèi)的潤(rùn)滑油,對(duì)大大降低涂層的摩擦系數(shù)起來至關(guān)重要的作用。
圖8為濕摩擦條件下試樣的磨痕金相照片,從圖可以看出,兩種涂層的磨損形式主要是磨粒磨損。兩種涂層的珩磨溝槽非常明顯,由于珩磨溝槽和孔隙結(jié)構(gòu)有強(qiáng)大的儲(chǔ)油作用,因此兩種涂層的摩擦系數(shù)均比較小。

圖 7 平銷浸油50N條件下摩擦磨損試驗(yàn)
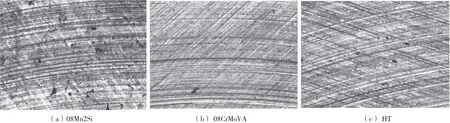
圖 8 平銷浸油50N條件下磨痕金相圖片
3 結(jié)論
對(duì)上述試驗(yàn)結(jié)果進(jìn)行綜合分析,可以得出如下結(jié)論:1)選用08Mn2Si和08CrMoV兩種噴涂絲材,利用熱噴涂技術(shù)在鋁制缸體上可制備出結(jié)合緊密的鐵基涂層,其具有硬度高、厚度適中、與基體結(jié)合強(qiáng)度高等特點(diǎn)。2)涂層中存在的大量合金氧化物和孔隙結(jié)構(gòu),一方面合金氧化物可提高涂層的硬度,另一方面孔隙結(jié)構(gòu)的存在可以在濕摩擦條件下儲(chǔ)存潤(rùn)滑油,從而縮小涂層的摩擦系數(shù)。3)在濕摩擦條件下,涂層的磨損形式主要是磨粒磨損且珩磨溝槽非常明顯,涂層材料的摩擦系數(shù)在0.02~0.04,均小于灰鑄鐵的摩擦系數(shù),主要原因是大量的潤(rùn)滑油進(jìn)入珩磨溝槽和孔隙內(nèi)起到了很好的潤(rùn)滑作用,從而提高了涂層材料的耐磨性。
