磨削用量對(duì)球墨鑄鐵QT400磨削淬硬層及其均勻性的影響
2022-04-09 02:26:54趙曉峰劉菊東黃松偉
金屬熱處理 2022年3期
關(guān)鍵詞:深度
趙曉峰,劉菊東,黃松偉
(1.集美大學(xué) 海洋裝備與機(jī)械工程學(xué)院, 福建 廈門 361021;2.集美大學(xué) 工程訓(xùn)練中心, 福建 廈門 361021)
磨削淬硬是一種綠色環(huán)保的新技術(shù),其將表面熱處理工藝與磨削加工工藝復(fù)合,利用磨削產(chǎn)生的熱,使可淬硬零件表面溫度達(dá)到奧氏體相變溫度以上,并依靠可淬硬零件基體自冷,以達(dá)到表面淬火的目的[1]。
自1994年Brockhoff等[2]提出磨削淬硬加工工藝以來,國(guó)內(nèi)外許多專家學(xué)者先后對(duì)45鋼、40Cr鋼、42CrMo鋼、65Mn鋼、GCr15鋼等中高碳鋼進(jìn)行磨削淬硬試驗(yàn),研究了磨削用量、砂輪特性、磨削方式、冷卻條件、預(yù)應(yīng)力等對(duì)磨削淬硬層組織、顯微硬度、磨削淬硬深度及其均勻性、殘余應(yīng)力、摩擦磨損性能等的影響[3-16]。目前國(guó)內(nèi)外學(xué)者研究方向集中在對(duì)中高碳鋼和中高碳合金鋼等塑性材料的磨削淬硬研究,至今尚未見對(duì)鑄鐵等脆性材料的相關(guān)研究。鑄鐵作為可淬硬的脆性材料,具有良好的耐磨性、切削加工性能和熱導(dǎo)性能。但由于其組織成分與碳鋼不同,所以材料性能差異較大,并且已有碳鋼磨削淬硬的磨削工藝條件并不適用鑄鐵。因此,需要對(duì)鑄鐵開展磨削淬硬研究,以拓寬磨削淬硬材料的研究范圍。本試驗(yàn)采用平面磨削的方式對(duì)球墨鑄鐵QT400進(jìn)行磨削淬硬試驗(yàn),研究磨削深度和試樣進(jìn)給速度對(duì)球墨鑄鐵QT400磨削淬硬層組織、顯微硬度、淬硬層深度及均勻性的影響。
1 試驗(yàn)材料及方法
試驗(yàn)材料選用球墨鑄鐵QT400,其化學(xué)成分如表1 所示,試樣基體原始組織為鐵素體+球狀石墨,基體組織,如圖1所示。基體硬度為9~11 HRC(190~230 HV0.2),試樣尺寸為80 mm×6 mm×30 mm(長(zhǎng)×寬×高)。
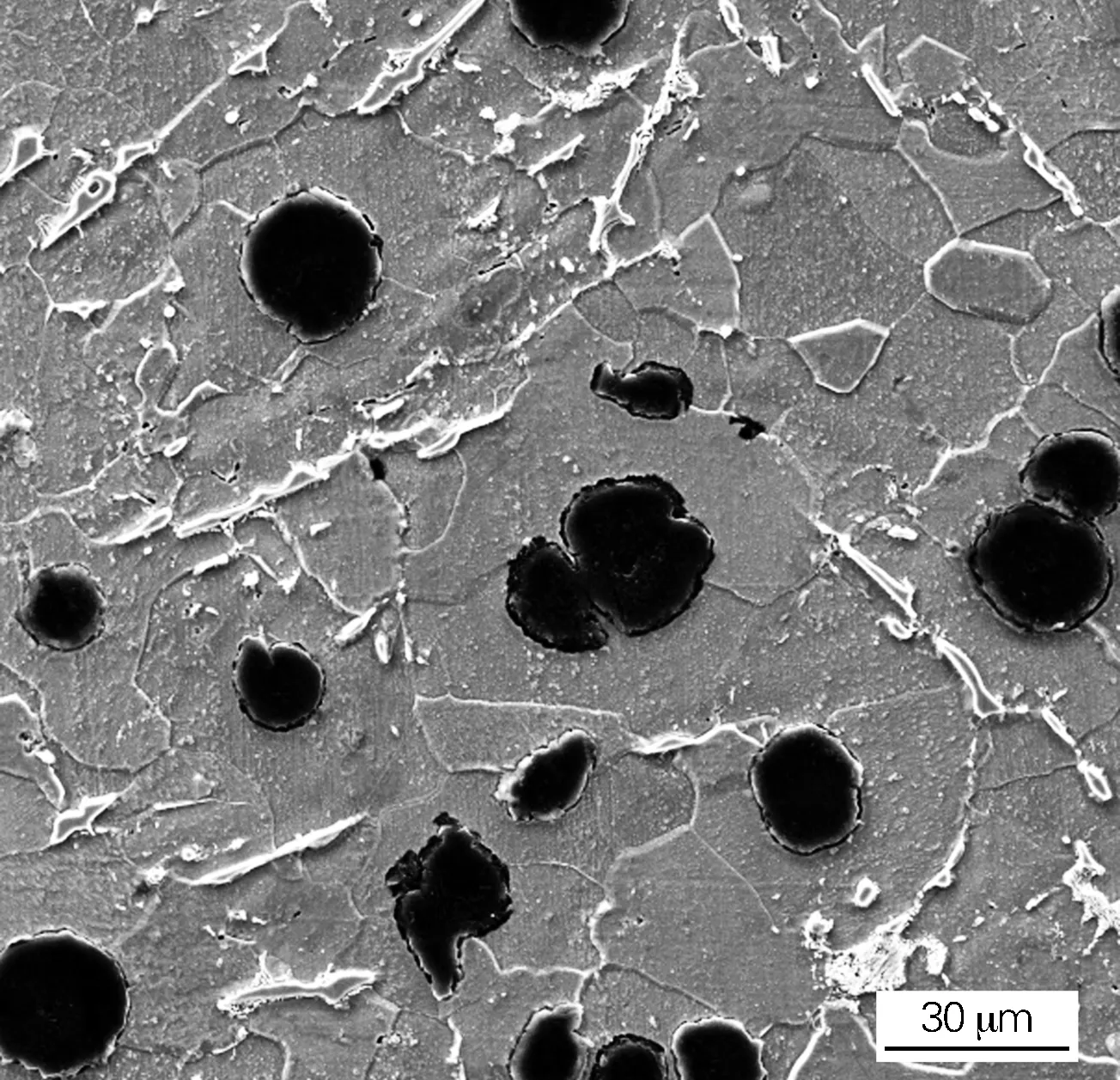
圖1 球墨鑄鐵QT400的基體組織

表1 球墨鑄鐵QT400的化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
在改裝后的M7130型臥軸矩臺(tái)平面磨床上進(jìn)行球墨鑄鐵QT400的磨削淬硬試驗(yàn),采用表2所示的磨削工藝條件。

表2 磨削工藝參數(shù)
磨削淬硬試驗(yàn)后,為了研究淬硬后試樣淬硬層及其均勻性,將試樣沿其長(zhǎng)度方向,用電火花切割機(jī)在切入端、中間端、切出端分別切取尺寸為5 mm×6 mm×5 mm的小試樣,經(jīng)鑲嵌拋光,制成金相試樣。金相試樣用體積分?jǐn)?shù)為4%硝酸酒精溶液腐蝕20 s后,分別采用VK-X1000激光共聚焦顯微鏡和PHENOM-XL掃描電鏡觀察球墨鑄鐵QT400淬硬層宏觀和微觀組織形貌。采用Falcon511型全自動(dòng)維氏顯微硬度計(jì)測(cè)量沿深度方向的顯微硬度,載荷1.96 N,加載時(shí)間10 s。
2 試驗(yàn)結(jié)果與分析
2.1 磨削淬硬層組織
在觀察大量視場(chǎng)后,根據(jù)試樣磨削后表面是否熔化和是否相變淬硬,可歸納為熔化、完全相變淬硬、未完全相變淬硬(過渡區(qū))和完全未淬硬等4種情況。其中表層完全未淬硬只出現(xiàn)在ap=0.1 mm,vw=0.40 m·min-1時(shí),試樣的切入端,磨削淬硬試驗(yàn)后的組織與基體組織一致。
圖2為表面熔化的宏觀形貌。圖2中試樣表層銀白色的區(qū)域?yàn)槿刍瘜樱钌珔^(qū)域?yàn)橥耆嘧兇阌矊樱钌蜏\白色混合區(qū)域是未完全相變淬硬層,未完全相變淬硬層的下面是基體。磨削淬硬后的試樣沿深度方向出現(xiàn)分層現(xiàn)象是由于磨削時(shí)產(chǎn)生的溫度場(chǎng)造成的。
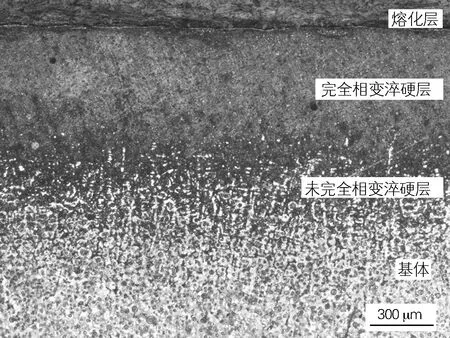
圖2 球墨鑄鐵QT400磨削淬硬后的宏觀形貌
2.1.1 宏觀形貌
圖3為不同磨削工藝條件下試樣切出端表面層的宏觀形貌。圖3(a)為ap=0.4 mm,vw=0.15 m·min-1時(shí),表面熔化層的宏觀形貌,圖3(a)中表面層由黑色和白色條狀物混合的區(qū)域?yàn)槿刍瘜樱藚^(qū)域中不見球狀石墨,厚度大約為 10~35 μm。熔化層主要出現(xiàn)在ap=0.3~0.7 mm,vw=0.15~0.20 m·min-1時(shí)試樣的中間端和切出端。圖3(b)為ap=0.4 mm,vw=0.30 m·min-1時(shí),表面層完全相變淬硬的宏觀形貌。圖3(b)中表層由深色物和球狀石墨組成的區(qū)域?yàn)橥耆嘧兇阌矊樱穸却蠹s0.1~0.6 mm。在ap=0.1 mm,
vw=0.15~0.30 m·min-1和ap=0.4~0.7 mm,vw=0.30~0.40 m·min-1時(shí),試樣表面層宏觀形貌均勻性較好,此時(shí)試樣切入端、中間端和切出端表面層同為完全相變淬硬層。另外,在ap=0.4~0.7 mm,vw=0.15~0.20 m·min-1時(shí),試樣中間端和切出端表面層完全相變淬硬。圖3(c)為ap=0.1 mm,vw=0.40 m·min-1時(shí),表面層未完全淬硬層的宏觀形貌。圖3(c)中表面層由深色塊狀或條狀物、淺色塊狀物和球狀石墨組成的區(qū)域?yàn)槲赐耆嘧兇阌矊樱穸却蠹s0.5~0.8 mm。未完全相變淬硬層主要出現(xiàn)在ap=0.3 mm,vw=0.40 m·min-1時(shí)試樣的切入端和在ap=0.1~0.3 mm,vw=0.40 m·min-1時(shí)試樣的中間端和切出端。
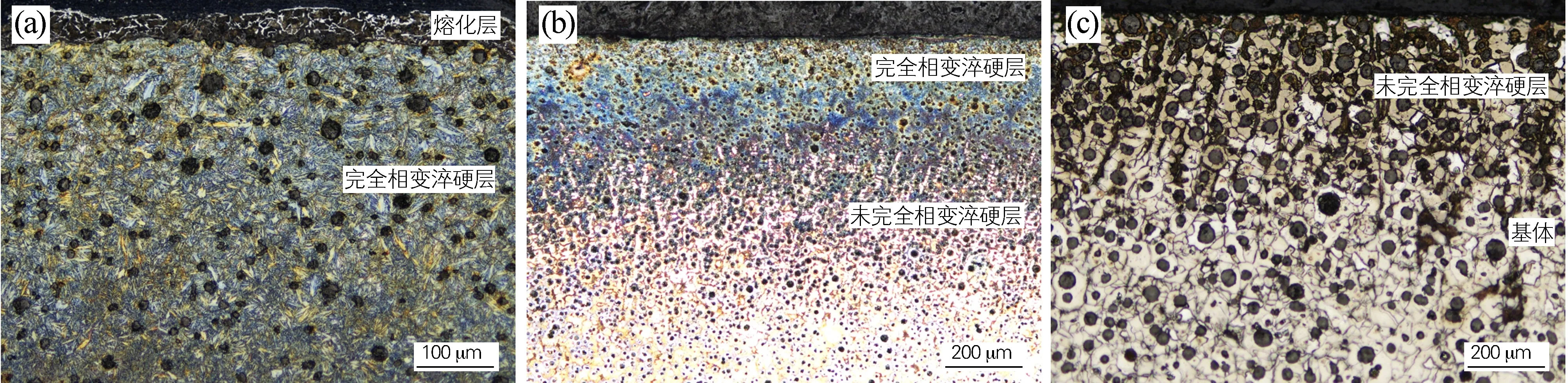
圖3 不同磨削工藝條件下試樣切出端表面層的宏觀形貌
在觀察所有試樣的宏觀組織形貌后,發(fā)現(xiàn)試樣磨削后表層宏觀形貌不同。一方面是因?yàn)樵嚇舆M(jìn)給速度vw相同時(shí),隨著磨削深度ap的增加,磨削力增大,磨削產(chǎn)生的熱量高,砂輪與試樣接觸長(zhǎng)度ls增加,磨削時(shí)間t增加,則熱作用時(shí)間增加,磨削溫度不斷升高[17],導(dǎo)致試樣磨削后表層宏觀形貌不同。例如同為切入端,在ap=0.1 mm,vw=0.40 m·min-1時(shí),磨削溫度在Ac1以下,冷卻后切入端表面層未完全相變淬硬;在ap=0.3 mm,vw=0.40 m·min-1時(shí),磨削溫度在Ac1~Ac3之間,冷卻后切入端表面層未完全相變淬硬;在ap=0.4 mm,vw=0.40 m·min-1時(shí),磨削溫度在Ac3及以上,冷卻后切入端表面層完全相變淬硬。另一方面是因?yàn)槟ハ魃疃萢p相同時(shí),隨著試樣進(jìn)給速度vw的增加,磨削力增加,磨削產(chǎn)生的熱量也增加,但試樣和砂輪的接觸時(shí)間ls就會(huì)減少,磨削時(shí)間t減少,熱作用時(shí)間減少,磨削溫度逐漸下降[17],也會(huì)導(dǎo)致試樣磨削后表層宏觀形貌不同。例如同為切入端,在ap=0.1 mm,vw=0.15 m·min-1時(shí),磨削溫度在Ac3及以上,冷卻后表面層完全相變淬硬;在ap=0.1 mm,vw=0.30 m·min-1時(shí),磨削溫度在Ac1~Ac3之間,冷卻后表面層未完全淬硬;在ap=0.1 mm,vw=0.40 m·min-1時(shí),磨削溫度在Ac1以下,冷卻后表面層未完全相變淬硬。由于不同的磨削用量,磨削產(chǎn)生的熱量和熱作用時(shí)間也不同,磨削溫度也不同,所以磨削后表層宏觀形貌不同。
2.1.2 顯微組織
圖4為ap=0.4 mm,vw=0.15 m·min-1時(shí),中間端試樣的顯微組織。圖4(a)為熔化層的顯微組織。由圖4(a)可以看出,熔化層的顯微組織為二次滲碳體、殘留奧氏體和碳化物的混合物。圖4(b)為完全相變淬硬層的顯微組織,其顯微組織為針狀馬氏體、殘留奧氏體和球狀石墨。圖4(c,d)為未完全相變淬硬層(過渡層)的顯微組織,未完全相變淬硬層(過渡層)分為上過渡層和下過渡層,其顯微組織為針狀馬氏體、鐵素體、殘留奧氏體和球狀石墨。
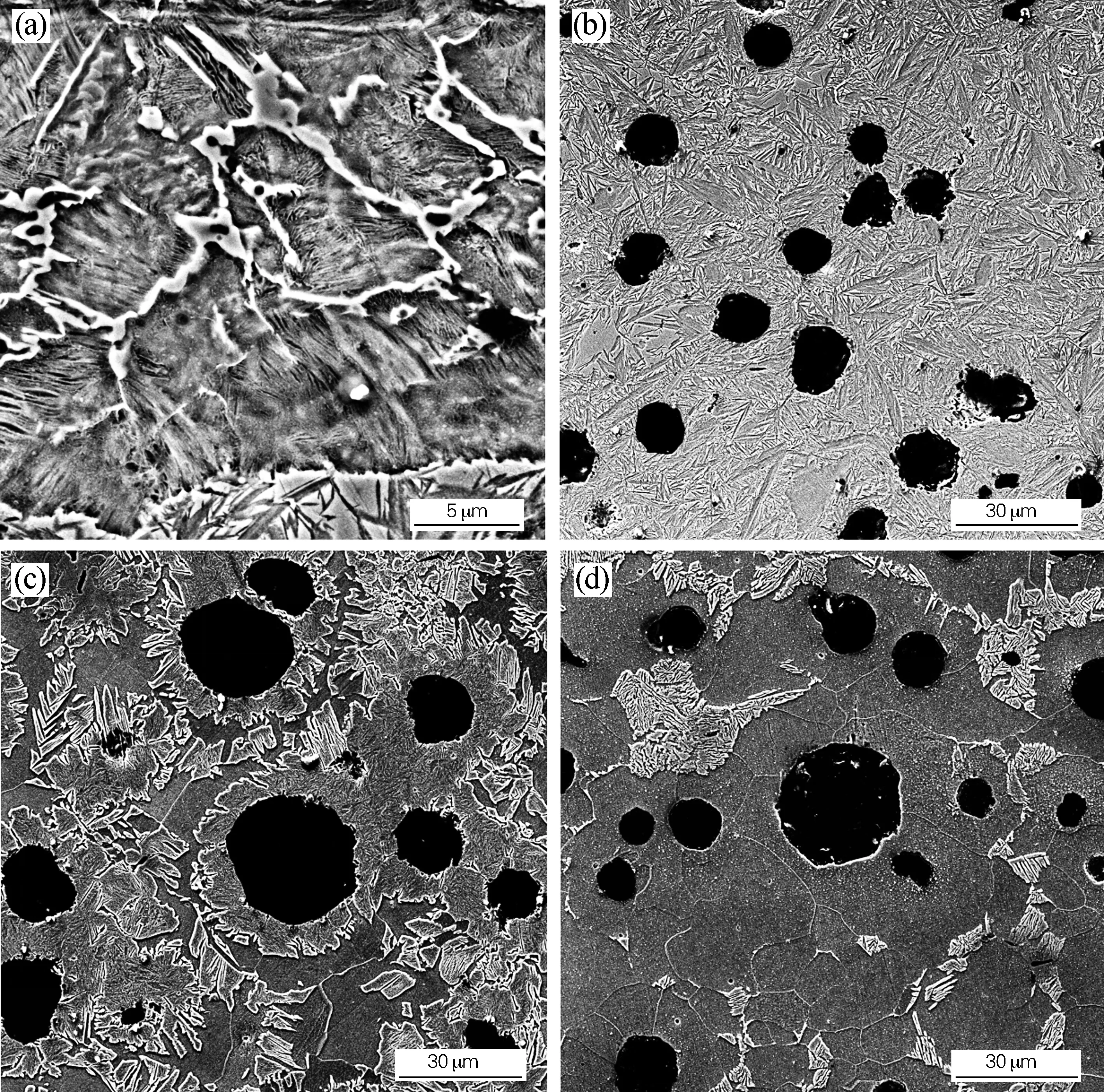
圖4 中間端試樣的顯微組織(ap=0.4 mm,vw=0.15 m·min-1)
由圖4(c,d)可知,未完全相變淬硬層(過渡層)出現(xiàn)明顯的分層現(xiàn)象,這是由上過渡層溫度高于下過渡層造成的。當(dāng)加熱溫度稍大于Ac1時(shí),鐵素體向奧氏體的轉(zhuǎn)變首先在晶界處開始,球狀石墨表面的碳原子通過晶界擴(kuò)散,靠近晶界的鐵素體更容易奧氏體化,快速冷卻后,在晶界上形成細(xì)小針狀的馬氏體,如圖4(d)所示;雖然球狀石墨周圍碳含量較高,但是球狀石墨周圍的硅含量也高,硅元素能提高球狀石墨周圍馬氏體相變臨界點(diǎn)的溫度[18]。因此,球狀石墨周圍的馬氏體總是最后才開始轉(zhuǎn)變,快速冷卻后,在球狀石墨周圍形成細(xì)小針狀的馬氏體,如圖4(c)所示。
2.2 顯微硬度分布
對(duì)比試驗(yàn)結(jié)果,發(fā)現(xiàn)在不同磨削用量下,球墨鑄鐵QT400的顯微硬度分布曲線的變化規(guī)律大致相同,限于篇幅,文中只分別給出了ap=0.5 mm和vw=0.15 m·min-1一定時(shí)磨削用量對(duì)切入端試樣的顯微硬度分布曲線,如圖5所示。
由圖5可知,顯微硬度分布曲線分為高硬度區(qū)、硬度下降區(qū)和低硬度區(qū),分別對(duì)應(yīng)顯微組織中的完全相變淬硬層、未完全相變淬硬層(過渡層)和基體。高硬度區(qū)的平均硬度值在850~950 HV0.2之間,與基體相比,顯微硬度提高近3倍。在硬度下降區(qū),顯微硬度逐漸下降,落差在600 HV0.2左右。
從圖5(a)可以看出,試樣進(jìn)給速度vw相同時(shí),隨著磨削深度ap的增加,高硬度區(qū)就越寬。從圖5(b)可以看出,磨削深度ap相同時(shí),隨著試樣進(jìn)給速度vw的增加,高硬度區(qū)就越窄。這是因?yàn)樵黾幽ハ魃疃萢p或者減小試樣進(jìn)給速度vw,傳入試樣表層熱量就越高,表層溫度達(dá)到Ac3以上,熱作用時(shí)間增加,奧氏體中的碳原子擴(kuò)散越均勻,冷卻后的馬氏體含量就越高,顯微硬度分布曲線中的高硬度區(qū)就越寬。
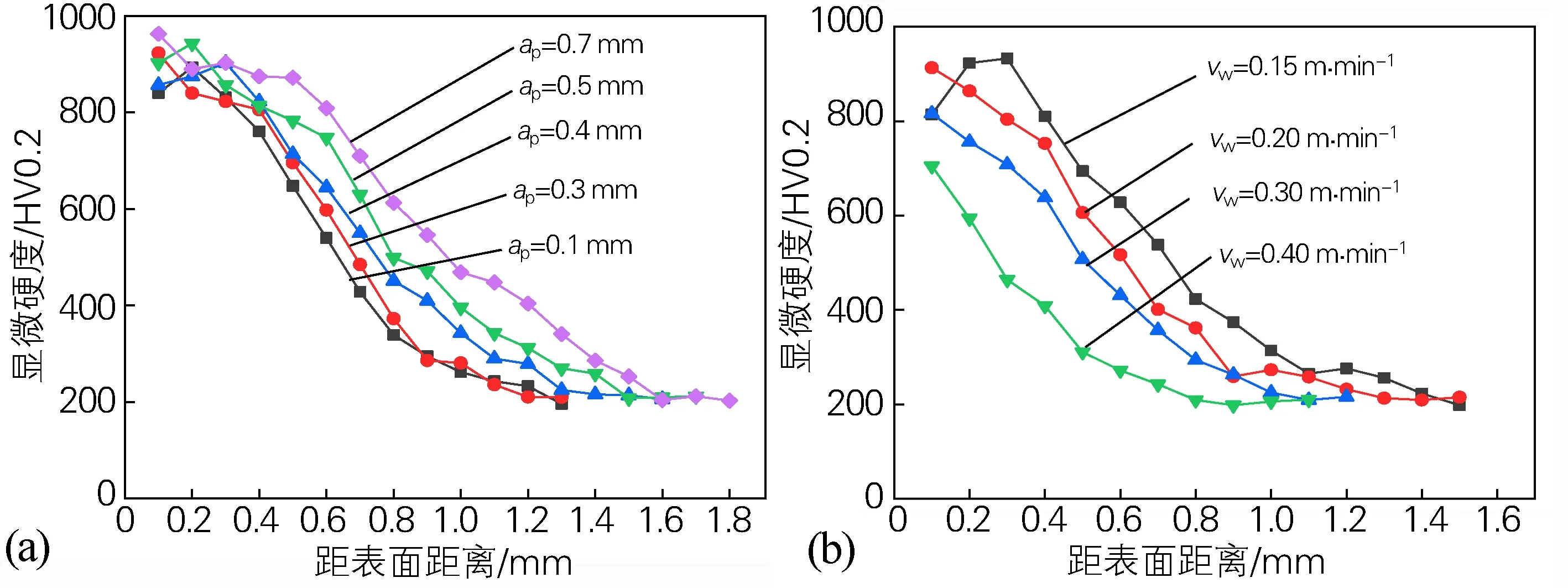
圖5 不同磨削條件下切入端試樣的顯微硬度分布
2.3 磨削淬硬層深度及其均勻性
在工程實(shí)際中為了提高球墨鑄鐵QT400的耐磨性,要求淬火后的硬度大于55 HRC,相當(dāng)于600 HV0.2,本文將顯微硬度大于600 HV0.2以上的區(qū)域定義為淬硬層。
圖6為磨削用量對(duì)球磨鑄鐵QT400淬硬層深度的影響。從圖6可以看出,當(dāng)磨削用量相同時(shí),從切入端到中間端再到切出端的淬硬層深度逐漸增加。這是因?yàn)槟ハ鞔阌策^程中,同試樣不同位置兩次累積熱量不同,切出端熱量最高,中間端次之,切入端熱量最低[11]。因此,切入端到中間端再到切出端的淬硬層深度逐漸增加。當(dāng)試樣進(jìn)給速度vw相同時(shí),相同位置的淬硬層深度隨著磨削深度ap的增加而增加;當(dāng)磨削深度ap相同時(shí),相同位置的淬硬層深度隨著試樣進(jìn)給速度vw的增加而減小。這是因?yàn)樵黾幽ハ魃疃萢p或者減小試樣進(jìn)給速度vw,傳入試樣表層熱量就越高,溫升也越高,熱作用時(shí)間增加,熱影響范圍增大,故淬硬層深度增加。
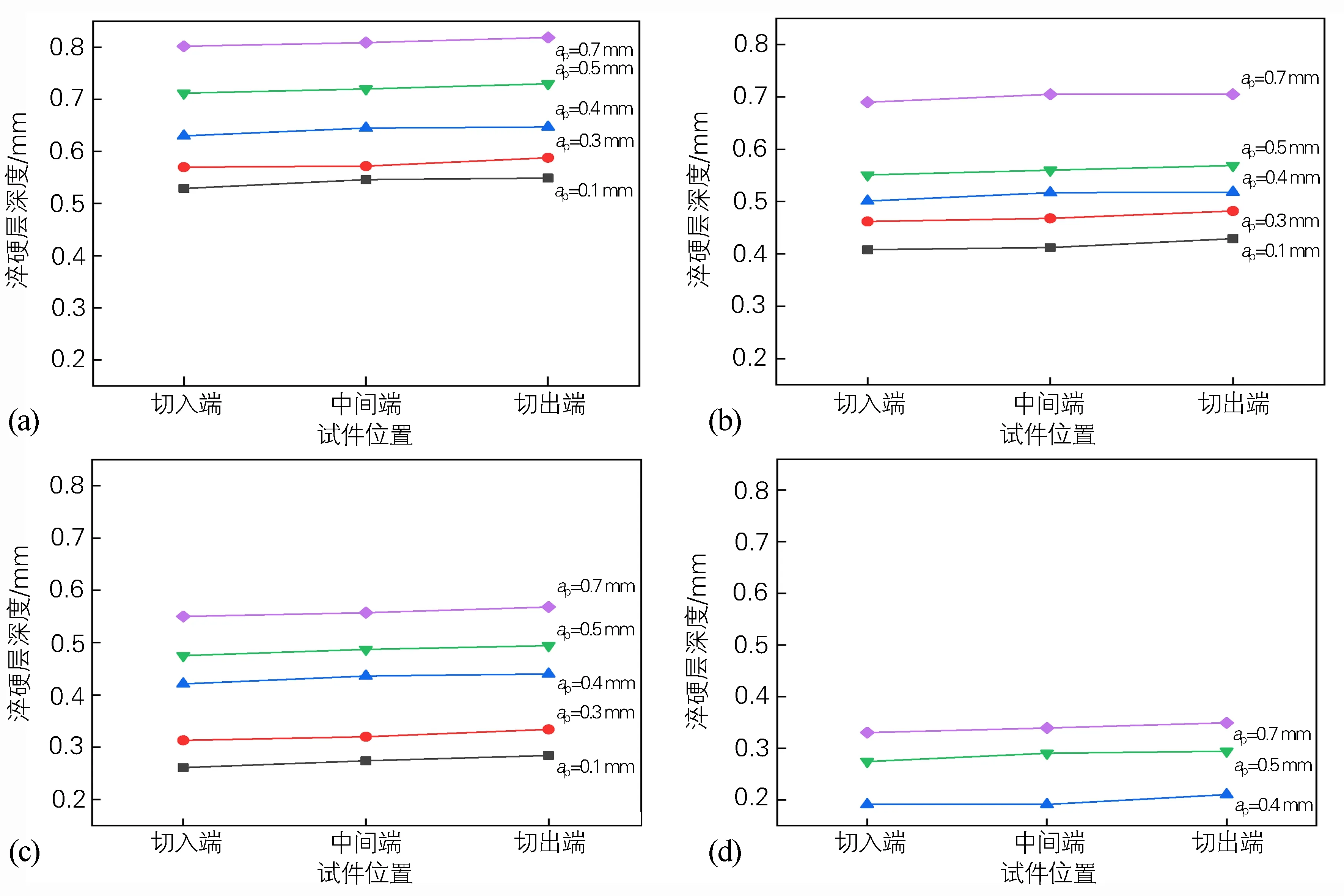
圖6 磨削用量對(duì)球磨鑄鐵QT400淬硬層深度的影響
由圖6還可見,當(dāng)ap=0.4 mm,vw=0.40 m·min-1時(shí),此時(shí)切入端、中間端和切出端淬硬層深度差值最大,最大差值為0.02 mm。符合《熱處理手冊(cè)第四卷:熱處理質(zhì)量控制和檢驗(yàn)》[19]中“感應(yīng)加熱表面淬火有效硬化層深度波動(dòng)范圍”表2-37中給出的深度波動(dòng)范圍(即單件有效硬化層深度≤1.5 mm時(shí),深度波動(dòng)范圍≤0.2 mm)。由此可見,磨削后淬硬層深度均勻性良好。
3 結(jié)論
1)本試驗(yàn)?zāi)ハ鳁l件下,試樣表面層出現(xiàn)3種淬硬結(jié)果,分別為熔化、完全相變淬硬、未完全相變淬硬。其中熔化層組織為二次滲碳體、殘留奧氏體和碳化物,完全相變淬硬層組織為針狀馬氏體、殘留奧氏體和球狀石墨,未完全相變淬硬層組織為針狀馬氏體、鐵素體、殘留奧氏體和球狀石墨。
2)隨著磨削深度ap增大或試樣進(jìn)給速度vw減小,相同位置試樣表層由完全未淬硬向熔化過渡。
3)顯微硬度分布曲線中高硬度區(qū)的平均數(shù)值在850~950 HV0.2之間,與基體(190~230 HV0.2)相比,顯微硬度提高近3倍。隨著磨削深度ap增加或試樣進(jìn)給速度vw減小,高硬度區(qū)的范圍變寬。
4)磨削深度ap增加或試樣進(jìn)給速度vw減小,可增加淬硬層深度并且均勻性良好。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
