高頻率Nd∶YLF平頂激光沖擊對(duì)TC6鈦合金表面應(yīng)力及微變形的影響
2022-04-09 02:45:18謝地輝朱帥光張永康
金屬熱處理 2022年3期
關(guān)鍵詞:變形
朱 然,謝地輝,朱帥光,張永康
(廣東工業(yè)大學(xué) 機(jī)電工程學(xué)院,廣東 廣州 510006)
激光沖擊強(qiáng)化(Laser shock peening, LSP)技術(shù)通過(guò)采用短脈沖高峰值功率密度激光輻照金屬工件表面,形成瞬態(tài)高壓沖擊波壓力,使金屬材料表層發(fā)生局部塑性形變強(qiáng)化,形成具有一定深度的殘余壓應(yīng)力,實(shí)現(xiàn)工件的強(qiáng)化,從而能夠顯著提高金屬工件的抗疲勞、耐磨損和耐腐蝕等性能[1-3]。
在激光沖擊強(qiáng)化系統(tǒng)中,激光器是其最核心的一部分,激光器性能的優(yōu)劣直接決定了金屬件的強(qiáng)化處理效果。目前,Nd∶YAG固體激光器在國(guó)內(nèi)激光沖擊強(qiáng)化領(lǐng)域已有廣泛應(yīng)用,例如,某研究所相關(guān)研究人員研制了Nd∶YAG脈沖固體激光器,最大重復(fù)頻率為5 Hz,在此基礎(chǔ)上搭建了激光沖擊強(qiáng)化系統(tǒng)[4-5],同時(shí)針對(duì)不同金屬材料開(kāi)展了一系列的激光沖擊強(qiáng)化試驗(yàn)[6-9]。空軍工程大學(xué)以Nd∶YAG激光器為主,研發(fā)了激光沖擊強(qiáng)化成套設(shè)備,重復(fù)頻率選擇范圍設(shè)定在 1~3 Hz,針對(duì)激光沖擊強(qiáng)化鈦合金、高溫合金等材料的力學(xué)性能及抗疲勞性能進(jìn)行了研究[10-13]。國(guó)內(nèi)其它單位的研究人員[14-17]基于Nd∶YAG固體激光器,針對(duì)不同金屬材料進(jìn)行了一系列激光沖擊強(qiáng)化試驗(yàn),分析了激光沖擊強(qiáng)化對(duì)工件殘余應(yīng)力、硬度、耐腐蝕性能及摩擦性能的影響。國(guó)外一些學(xué)者也開(kāi)展了Nd∶YAG激光沖擊強(qiáng)化試驗(yàn),Aswegen等[18]分析了激光沖擊強(qiáng)化對(duì)2024鋁合金殘余應(yīng)力和疲勞裂紋擴(kuò)展的影響。Chattopadhyay等[19]針對(duì)鈦金屬焊接件進(jìn)行了激光沖擊強(qiáng)化,分析了其對(duì)耐腐蝕性能、力學(xué)性能及微觀組織的影響。Siddaiah等[20]分析了激光沖擊強(qiáng)化對(duì)AZ31B鎂合金磨損、耐腐蝕性能的影響。
與Nd∶YAG晶體相比,Nd∶YLF晶體具有更低的閾值以及更高的單模平均功率,具有更小的熱透鏡效應(yīng)、單模體積大等特點(diǎn)。在有效儲(chǔ)能、Q開(kāi)關(guān)輸出、單縱模穩(wěn)定態(tài)工作等方面,Nd∶YLF比Nd∶YAG顯示出更大的優(yōu)越性[21],美國(guó)某公司研制的Procudo200型激光沖擊強(qiáng)化系統(tǒng)已采用Nd∶YLF激光器[22]。目前基于Nd∶YLF激光器開(kāi)展的TC6鈦合金平頂激光沖擊強(qiáng)化試驗(yàn)的研究鮮有報(bào)道,高重復(fù)頻率(大于5 Hz)條件下的相關(guān)激光沖擊強(qiáng)化試驗(yàn)報(bào)道也比較少。
本文選取TC6鈦合金材料為研究對(duì)象,采用Nd∶YLF激光器對(duì)其進(jìn)行10 Hz重復(fù)頻率條件下的平頂光束激光沖擊強(qiáng)化試驗(yàn),從表面殘余應(yīng)力和形變強(qiáng)化兩個(gè)角度來(lái)評(píng)價(jià)激光沖擊強(qiáng)化效果,分別從光斑搭接率、激光能量、沖擊次數(shù)對(duì)上述兩個(gè)方面進(jìn)行評(píng)價(jià)和分析,為高重復(fù)頻率條件下Nd∶YLF激光沖擊強(qiáng)化在關(guān)鍵零部件上應(yīng)用提供一定的工藝基礎(chǔ)積累。
1 試驗(yàn)材料與方法
1.1 試驗(yàn)材料
選取尺寸為25 mm×25 mm×5 mm的TC6鈦合金板做為激光沖擊強(qiáng)化試樣,材料的化學(xué)成分組成及室溫力學(xué)性能分別如表1和表2所示。在進(jìn)行激光沖擊強(qiáng)化處理之前對(duì)待處理表面進(jìn)行打磨拋光處理,并對(duì)其進(jìn)行超聲波清洗,最后對(duì)其進(jìn)行去應(yīng)力退火以降低初始應(yīng)力對(duì)激光沖擊強(qiáng)化效果的影響。

表1 TC6鈦合金的化學(xué)成分(質(zhì)量分?jǐn)?shù), %)[23]
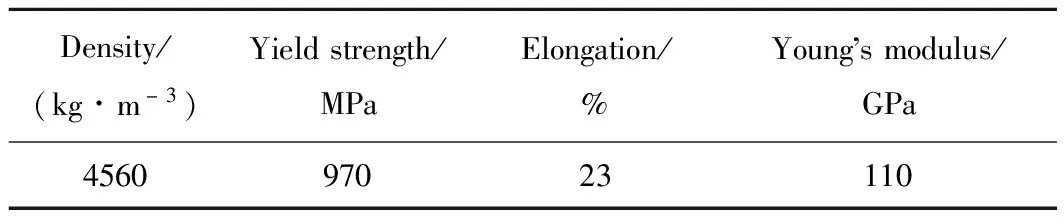
表2 TC6鈦合金的室溫力學(xué)性能[23]
1.2 激光沖擊強(qiáng)化試驗(yàn)
采用美國(guó)某公司研制的第三代Procudo200型激光沖擊強(qiáng)化系統(tǒng),該系統(tǒng)采用Nd:YLF晶體激光棒,產(chǎn)生的波長(zhǎng)為1053 nm,脈沖能量最大為10 J,最大脈沖頻率為20 Hz,脈沖寬度8~22 ns,圓形光斑直徑為φ(2~8)mm,激光光斑能量分布呈現(xiàn)平頂分布(見(jiàn)圖1)。激光沖擊軌跡及區(qū)域如圖2所示。本文激光沖擊強(qiáng)化試驗(yàn)采用的光斑直徑為φ3 mm,脈沖頻率為10 Hz,脈沖寬度為20 ns,表3列出了不同試樣的激光處理工藝參數(shù)。
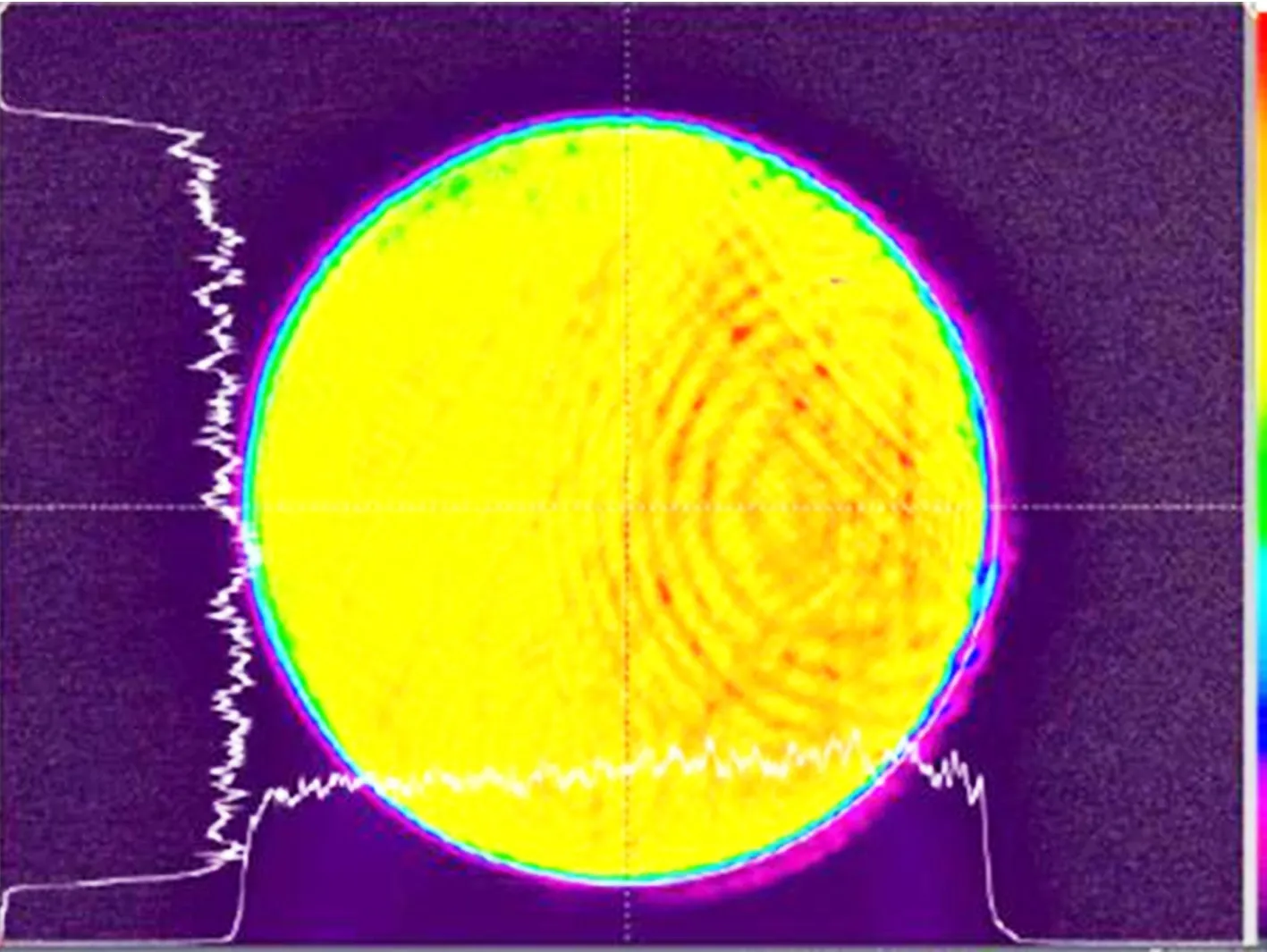
圖1 激光束能量分布
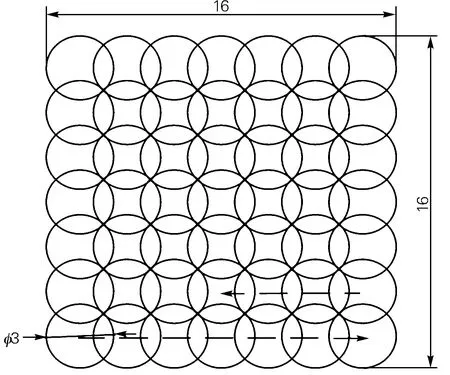
圖2 激光沖擊強(qiáng)化軌跡
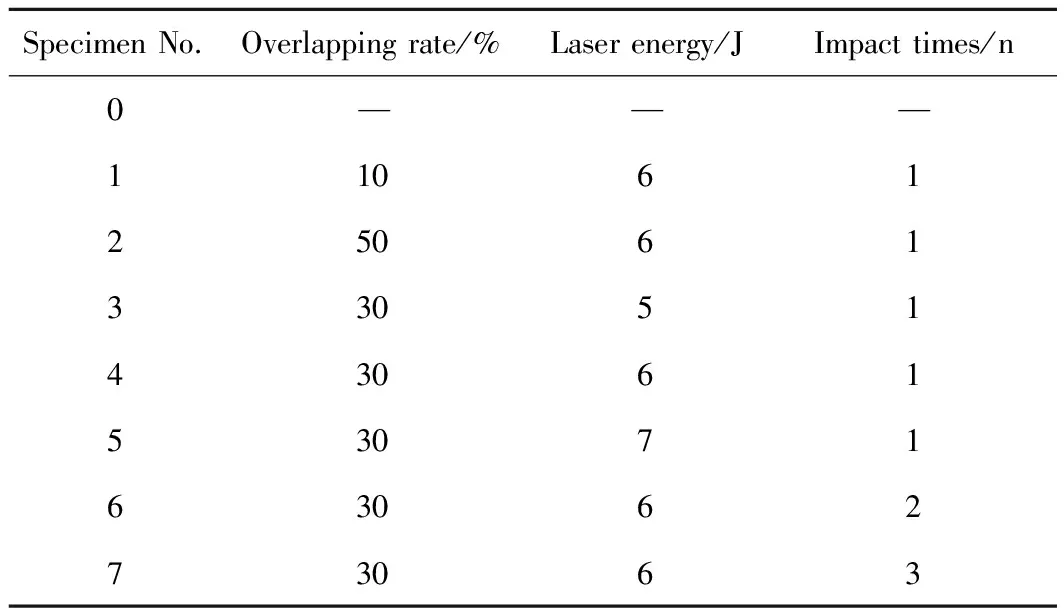
表3 不同試樣的激光沖擊強(qiáng)化工藝參數(shù)
1.3 表面殘余應(yīng)力和形貌的測(cè)量
利用XL-640型X射線應(yīng)力測(cè)定儀測(cè)量試樣沖擊前后的表面殘余應(yīng)力,測(cè)量方法為測(cè)傾固定Ψ法,輻射為Cu Kα,衍射晶面為(213),2θ掃描起止角分別為147°和137°,記數(shù)時(shí)間50 s,測(cè)量點(diǎn)間距為3 mm。
利用Contour GT-X3型白光干涉儀得到樣品的三維形貌和表面粗糙度等特征,測(cè)試過(guò)程中采取拼接掃描的方式,利用光的干涉原理,對(duì)試樣4 mm×4 mm的區(qū)域進(jìn)行形貌特征的測(cè)量。
2 試驗(yàn)結(jié)果與分析
2.1 表面殘余應(yīng)力
當(dāng)激光沖擊能量為6 J,重復(fù)頻率為10 Hz時(shí),Procudo200型激光沖擊強(qiáng)化控制系統(tǒng)顯示屏記錄的不同時(shí)刻能量變化曲線如圖3所示。從圖3可以看出,該激光沖擊強(qiáng)化系統(tǒng)在高重復(fù)頻率條件下,能量波動(dòng)很小,仍可保證高效穩(wěn)定的工作。不同搭接率(10%、30%和50%)激光沖擊強(qiáng)化作用后試樣如圖4所示,從圖4可以看出,光斑搭接率為50%時(shí),試樣表面黑膠帶發(fā)生破損,靶材表面出現(xiàn)一定程度的燒蝕現(xiàn)象,測(cè)試不同光斑搭接率作用后試樣中心位置處的表面殘余應(yīng)力,測(cè)試結(jié)果如表4所示。從表4可以看出,不同光斑搭接率作用后,試樣中心處的表面殘余壓應(yīng)力分別為-398、-617和-491 MPa,光斑搭接率為30%時(shí),試樣表面獲得殘余應(yīng)力最大,因此在Nd∶YLF平頂光束激光沖擊強(qiáng)化過(guò)程中,優(yōu)選30%的光斑搭接率。該搭接率的選取與先前研究[24]選取50%的搭接率相比,可以減少光斑數(shù)量,提高效率,降低加工成本。
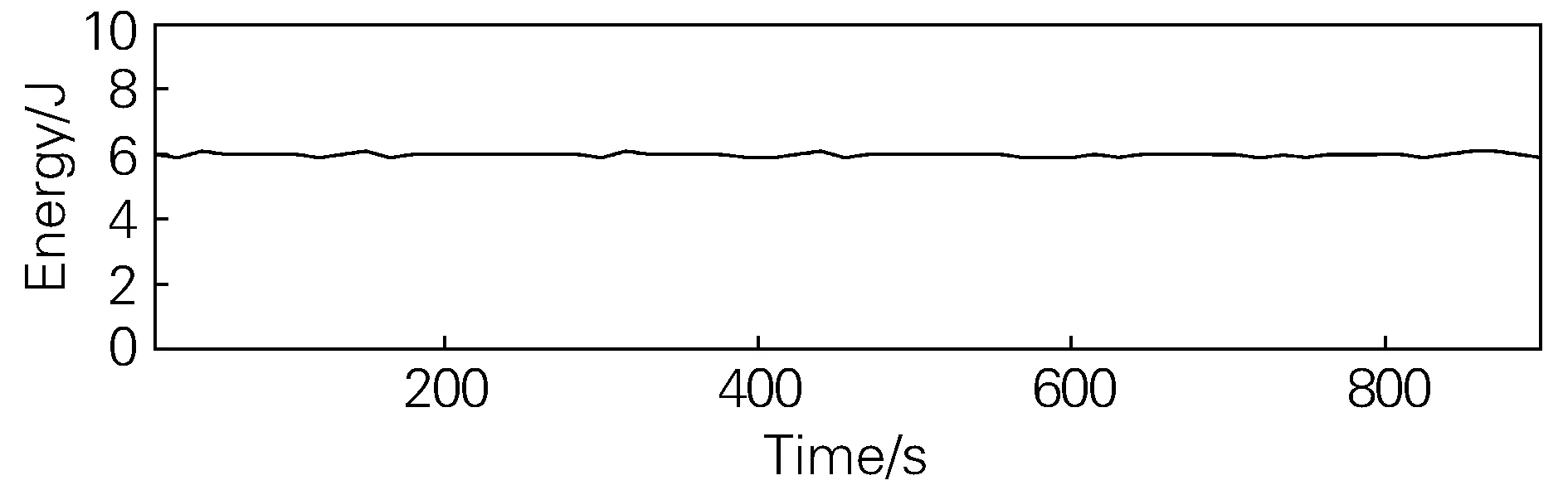
圖3 激光沖擊能量隨時(shí)間的變化
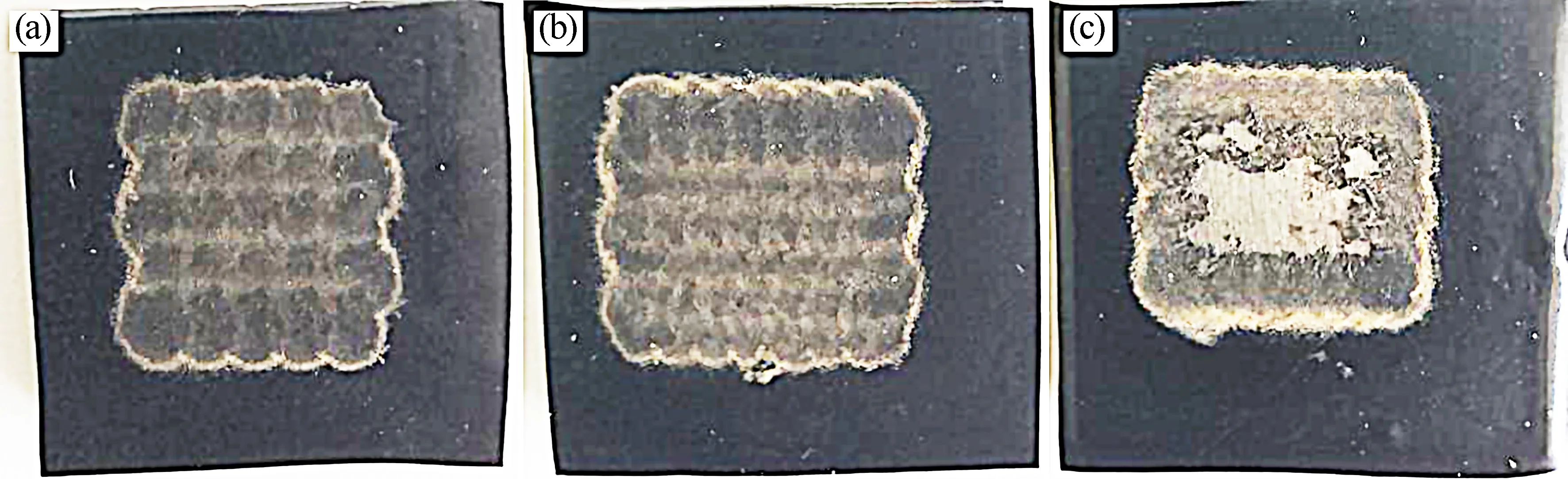
圖4 不同搭接率作用后的激光沖擊強(qiáng)化試樣(激光能量6 J,沖擊1次)

表4 不同搭接率作用下試樣中心處表面殘余應(yīng)力(激光能量6 J,沖擊1次)
圖5為不同激光沖擊能量對(duì)TC6鈦合金試樣表面殘余應(yīng)力的影響。從圖5(a)可以看出,隨著激光沖擊能量的增加,TC6鈦合金表面殘余壓應(yīng)力增加,同時(shí)可以看出,對(duì)于平頂分布的激光,在30%的光斑搭接率下,不同位置表面殘余應(yīng)力值波動(dòng)較小;從圖5(b)可以看出,當(dāng)激光沖擊能量分別為5、6和7 J時(shí),TC6鈦合金表面平均殘余應(yīng)力相對(duì)于未處理表面殘余應(yīng)力(-31.4 MPa)分別增加了501.7、552.4和575 MPa。
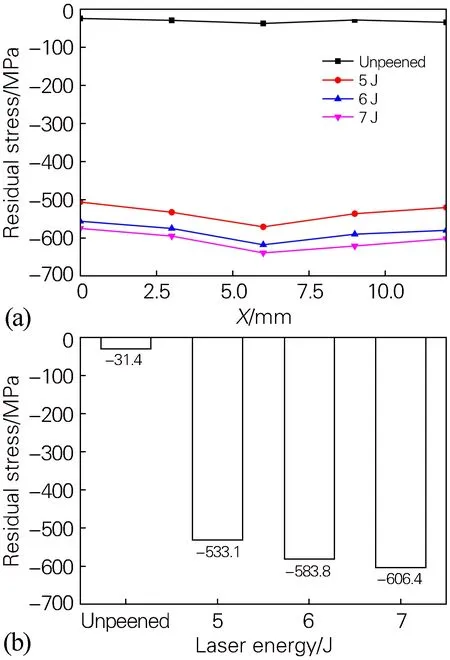
圖5 激光能量對(duì)試樣表面殘余應(yīng)力的影響(沖擊1次)
圖6為不同沖擊次數(shù)對(duì)TC6鈦合金試樣表面殘余應(yīng)力的影響。從圖6(a)可以看出,隨著沖擊次數(shù)的增加,TC6鈦合金表面殘余壓應(yīng)力增加;從圖6(b)可以看出,當(dāng)沖擊次數(shù)分別為1次、2次和3次時(shí),TC6鈦合金表面平均殘余應(yīng)力相對(duì)于未處理表面殘余應(yīng)力(-31.4 MPa)分別增加了552.4、586.4和606.8 MPa,隨著沖擊次數(shù)的增加,表面殘余應(yīng)力的變化梯度有所減小,沖擊3次后表面殘余應(yīng)力平均值近似于鈦合金屈服強(qiáng)度的65.8%。
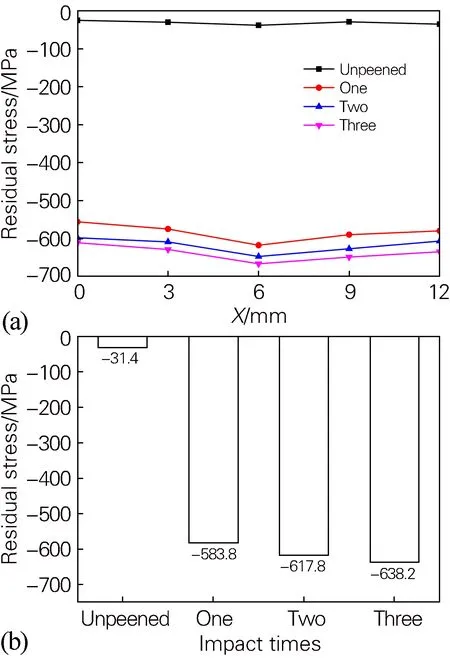
圖6 沖擊次數(shù)對(duì)試樣表面殘余應(yīng)力的影響
2.2 表面微變形
圖7為激光沖擊強(qiáng)化對(duì)TC6鈦合金三維表面形貌及表面輪廓變化的影響,表5為單光斑內(nèi)輪廓變形曲線的最高點(diǎn)和最低點(diǎn)數(shù)值。圖7(a)為未處理試樣的三維表面形貌及表面輪廓變化曲線;圖7(b, c, d)為不同激光沖擊能量對(duì)TC6鈦合金表面變形的影響。可以看出,隨著激光沖擊能量的增加,表面變形量增加,從表5可以進(jìn)一步看出,在單光斑內(nèi),激光沖擊能量分別為5、6和7 J時(shí),對(duì)應(yīng)的表面輪廓變化幅值分別為3.8、5.6和6.1 μm。單光斑內(nèi)非搭接區(qū)域,即在距離光斑中心大約0.6 mm的區(qū)域內(nèi),表面輪廓變化梯度較小,在光斑搭接區(qū)域,即在距離光斑中心大約0.6~1.5 mm的區(qū)域內(nèi),表面輪廓變化呈現(xiàn)“V”形,這主要是由于對(duì)于本試驗(yàn)過(guò)程中采用的激光器為Nd∶YLF晶體,直徑為φ3 mm單光斑內(nèi)激光能量為平頂分布,能量波動(dòng)較小,形成的沖擊波壓力在光斑內(nèi)分布較為均勻,沖擊波壓力作用在鈦合金表面,最終造成光斑搭接曲率變形較大,非搭接區(qū)域表面變化梯度較小;同時(shí)激光能量增加,形成的沖擊波壓力變大,造成受沖擊鈦合金表面輪廓變化幅值增加。
圖7(c, e, f)為沖擊次數(shù)對(duì)TC6鈦合金表面變形的影響。可以看出,隨著沖擊次數(shù)的增加,表面變形量增加,從表5可以進(jìn)一步看出,在單光斑內(nèi),激光沖擊次數(shù)分別為1次、2次和3次時(shí),對(duì)應(yīng)的表面輪廓變化幅值分別為5.6、6.7和7.2 μm,幅值增加量有所減小,這主要是由于隨著沖擊次數(shù)增加,鈦合金表面加工硬化所引起的。
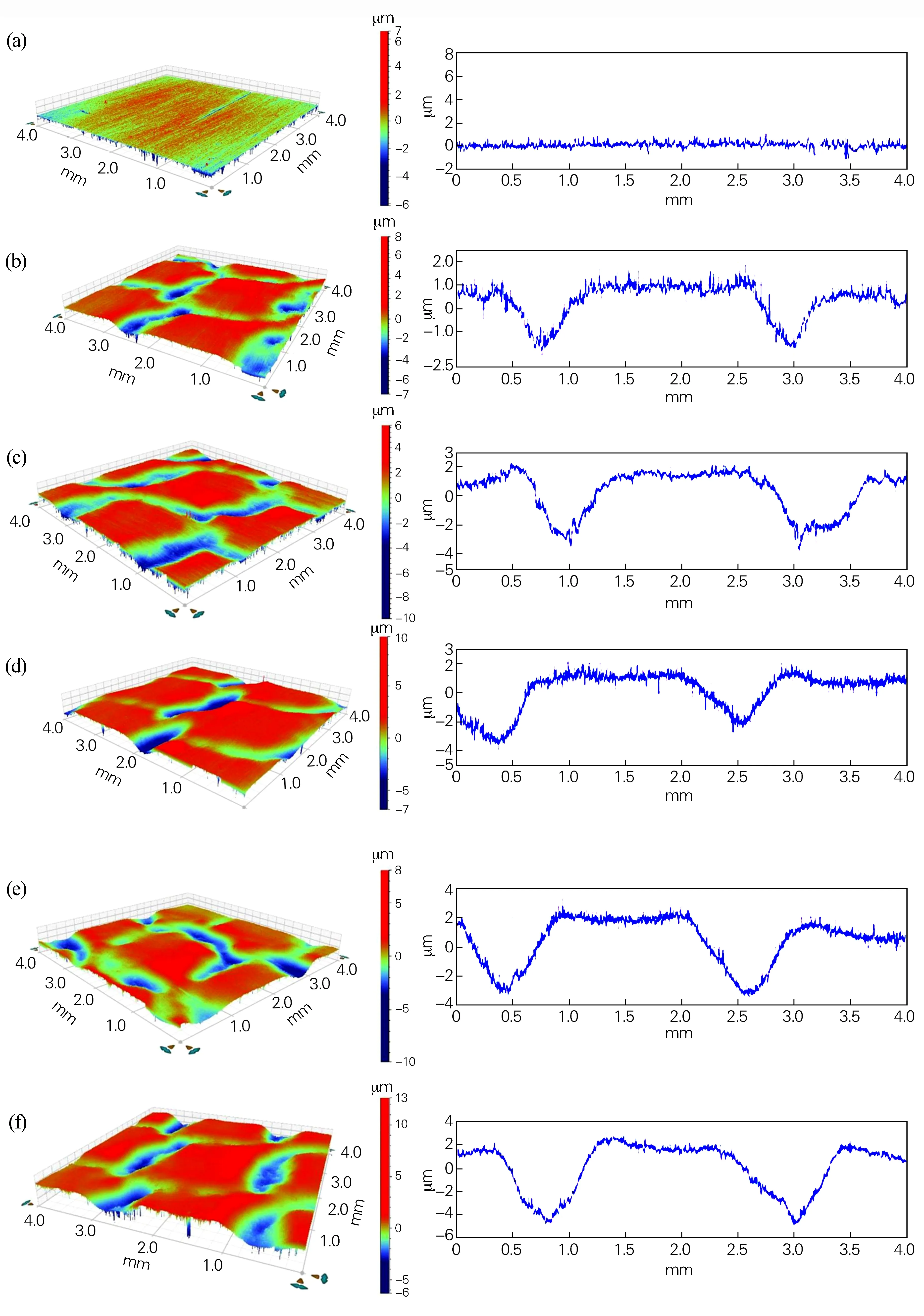
圖7 激光沖擊強(qiáng)化TC6鈦合金試樣的三維表面形貌及表面變形曲線
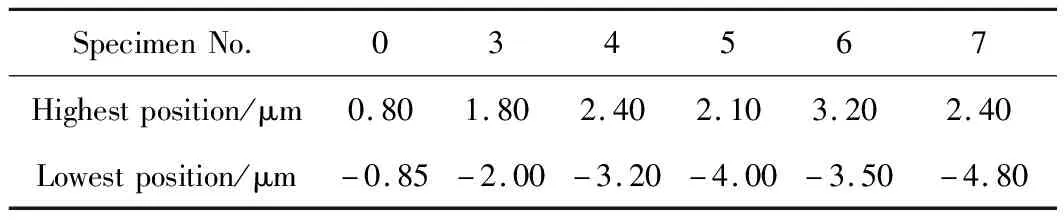
表5 激光沖擊強(qiáng)化TC6鈦合金試樣在光斑內(nèi)變形曲線的最高點(diǎn)和最低點(diǎn)數(shù)值
圖8(a)為激光沖擊能量對(duì)TC6鈦合金表面粗糙度的影響。可以看出,激光沖擊能量分別為5、6和7 J時(shí),對(duì)應(yīng)的表面粗糙度值分別為0.739、0.924和1.115 μm,隨著激光沖擊能量的增加,TC6鈦合金表面粗糙度增加,這主要是由于激光沖擊能量增加,鈦合金表面輪廓變化波動(dòng)增加所致。圖8(b)為沖擊次數(shù)對(duì)表面粗糙度的影響。可以看出,隨著沖擊次數(shù)的增加,TC6鈦合金表面粗糙度增加。當(dāng)沖擊次數(shù)分別為1次、2次和3次時(shí),對(duì)應(yīng)的表面粗糙度值分別為0.924、1.152和1.394 μm。
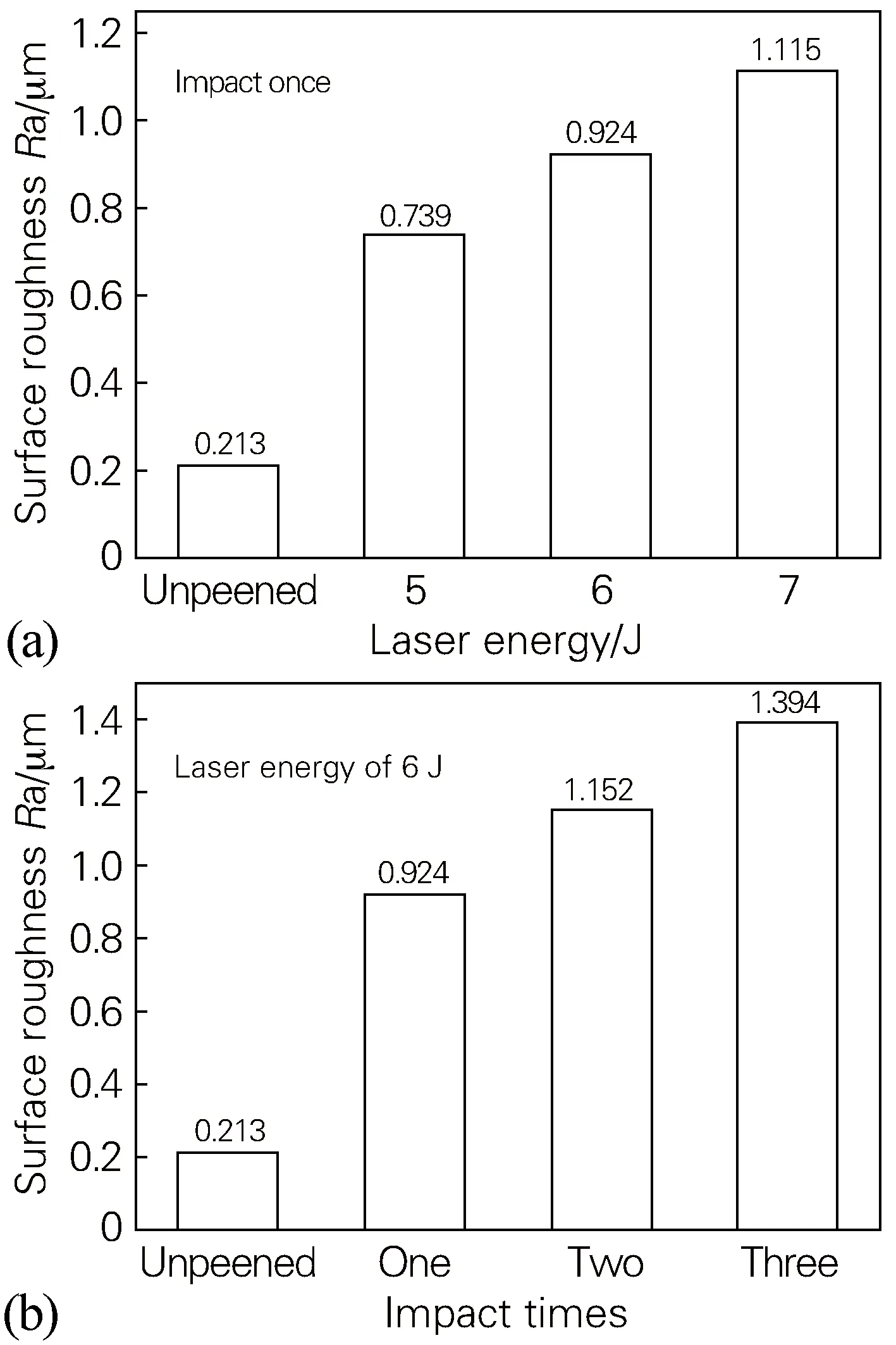
圖8 激光能量(a)和沖擊次數(shù)(b)對(duì)TC6鈦合金表面粗糙度的影響
3 結(jié)論
本文選取TC6鈦合金為研究對(duì)象,采用10 Hz重復(fù)頻率條件下的Nd∶YLF平頂激光器對(duì)其進(jìn)行沖擊強(qiáng)化,優(yōu)選了光斑搭接率,進(jìn)一步研究了激光沖擊能量和沖擊次數(shù)對(duì)鈦合金表面殘余應(yīng)力和變形的影響。主要結(jié)論如下:
1)Nd∶YLF平頂激光沖擊強(qiáng)化鈦合金表面時(shí),應(yīng)選取30%的光斑搭接率,50%搭接率易造成鈦合金表面發(fā)生燒蝕,與已有研究工作選取50%搭接率相比,30%的搭接率有利于減少加工成本,提高加工效率。
2)隨著激光沖擊能量及沖擊次數(shù)的增加,試樣表面殘余壓應(yīng)力增加,其中沖擊3次后表面殘余壓應(yīng)力平均值近似于鈦合金屈服強(qiáng)度的65.8%。
3)隨著激光沖擊能量及沖擊次數(shù)的增加,試樣表面變形量增加,由于單光斑內(nèi)激光沖擊能量為平頂分布,非搭接區(qū)域表面變形梯度小,搭接區(qū)域呈現(xiàn)“V”形;此外,試樣表面粗糙度也相應(yīng)增加。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話(huà)世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
