火炮炮身用PCrNi1MoA鋼管試生產探討
2022-04-11 02:13:48馬恒春張振民
工業加熱 2022年2期
姚 忠,馬恒春,張振民
(西寧特殊鋼股份有限公司,青海 西寧 810005)
某公司研究試制標準為GJB1949—1994的PCrNi1MoA熱軋合金無縫鋼管,其鋼種類似于35CrNi1MoA,主要用來制造薄壁火炮炮身。標準對鋼的潔凈度、晶粒度、機械性能以及交貨狀態的硬度、無損探傷等有很高的要求。尺寸規格范圍為:外徑80~152 mm,壁厚15~40 mm,公差范圍及表面質量要求特別嚴格,增加了生產難度。工藝難點是殘余鋁的控制、電渣錠開裂問題的解決、終軋溫度范圍的控制及成品管退火工藝的制定等方面。針對這些問題和難點,課題組設計了合理的工藝方案,經生產檢驗鋼材的內外質量、尺寸精度等均滿足了技術條件的要求,機械性能指標富余量充足。
1 工藝路線
根據PCrNi1MoA鋼管的鋼種特性及用戶要求,采用以下工藝路線:
EAF電爐+爐外精煉+VD真空脫氣→鑄525kg電極坯→檢查→清理→電渣重熔280方電渣錠→坑冷→退火→檢查→清理→軋制Φ150mm管坯→坑冷→退火→矯直→酸洗→檢查、清理 →探傷→鋼管產材→退火→矯直→探傷→上交。
2 試制過程
2.1 粗 煉
為確保鋼種特性,降低鋼中有害元素對鋼材質量的影響,要求粗煉配料由中型、重型優質廢鋼和低磷、硫生鐵組成。配碳量0.65%~0.95%,P、S總和小于等于0.060%,做好電爐熔化期、氧化期、還原期的吹氧助熔、升溫、造白渣操作;當吹氧氧化溫度達到1 575 ℃時,鋼液中的脫碳量應大于30%,電爐出鋼時碳含量應≥0.15%;鋼液溫度≥1 600 ℃、 P含量滿足要求后進行二次造白渣操作,鋼渣具有良好的還原性,確保鋼中的脫氧效果;采用擴散脫氧的方法,噸鋼加Al量0.5 kg,其余主元素按標準中、下限計算加入合金;白渣出鋼,電爐出鋼溫度1 620~1 640 ℃。
2.2 爐外精煉
電爐出鋼后按照標準要求,對鋼液的主元素化學成分進行微調,根據不同元素對鋼材特性的影響,控制在不同范圍。當鋼液化學成分全部滿足要求后,鋼液采用石墨電極給電電加熱,加熱溫度≥1 630 ℃方可進入VD工序進行真空脫氣。
鋼液在爐外精煉時,需要對鋼液進行攪拌,達到均勻成分,均勻溫度的目的。某廠的鋼液攪拌采用向鋼包底部吹Ar方式進行,通過向鋼包底部吹大量的Ar氣,Ar氣泡在鋼包底部不斷上浮產生動力帶動鋼液進行攪拌,Ar攪拌不僅均勻鋼液的化學成分和溫度,同時還可以帶走鋼液中的有害氣體,而且氣泡在上浮過程中吸附大量夾雜物進入渣中,起到了對鋼液凈化的作用。吹Ar的流量根據鋼渣界面沸騰的情況可適時調整。
為獲得純凈的鋼液,需要對渣的堿度的進行控制,此鋼需要造低堿度渣,其目的是為了增加渣中FeO活度,加速脫氧速度和夾雜物的吸附,同時此渣系流動性較好,方便鋼液中的非金屬夾雜物在吹Ar和渣洗過程中被吸附到渣面,繼而提高鋼水的潔凈度。
2.3 VD脫氣處理
為降低鋼液中的有害氣體,需要對爐外精煉的鋼液進行真空脫氣處理,當爐外精煉的鋼水成分達設定要求,鋼液溫度≥1 630 ℃時,方可進入下一工位進行真空脫氣處理,按照設備能力及操作規程要求,鋼包在密封環境下進行抽真空操作,當鋼包真空度達到0.5乇以下后,在此真空度下保持時間18 min。鋼包在極真空下保持時,鋼液處于負壓狀態,鋼液中的氣體的溶解度隨之降低。鋼液在脫氣過程中也需要吹Ar操作,Ar泡在真空狀態下去除有害氣體的作用會加強。
根據鋼種使用特性,必須保證其為細晶粒鋼。為此通過控Ti、Al的方式細化鋼材晶粒,鋼液脫氣結束后加鈦鐵使Ti含量 0.02%~0.03%,使鋼液中Al含量為0.030%~0.040%,采用弱氬攪拌鋼液15 min,鋼液溫度達到1 530~1 560 ℃吊包鎮靜后進行澆鑄,電極坯堆冷后檢查清理,轉下一道工序進行電渣重熔冶煉。
2.4 電渣重熔
電渣重熔是一個二次對鋼坯熔化、渣洗、成形的過程,此過程使得所獲得的鋼錠更加純凈,鋼錠的結晶組織更加致密,極大地改善了原始電極坯的成分偏析問題。在電渣重熔過程中原始電極坯利用渣阻熱進行熔化并呈熔滴狀進行渣洗,這樣可使金屬的潔凈度進一步提高,由于鋼液在凝固過程中始終有渣液保護,不僅防止鋼液二次氧化,同時鋼錠表面光滑,避免了電爐鋼錠的皮下氣泡、裂紋、結疤等缺陷。
電渣重熔采用四元渣系:CaF2、Al2O3、CaO、MgO渣,錠型:280 mm×280mm。電力制度為:冶煉電壓:55~60 V,冶煉電流6 000~8 500 A,充填時間10~18 min,出水溫度:35~55 ℃,鋼錠坑冷48 h后進行退火。
2.5 開 坯
采用650橫列式三架軋機對280 mm×280 mm電渣錠開管坯;電渣錠入爐預熱段溫度控制在800 ℃以下,入爐后以≤150 ℃/h的升溫速度升溫,加熱溫度控制在 1 120~1 220 ℃,終軋溫度≥950 ℃,開Ф150 mm管坯,長度控制在2.1~2.5 m。坯料入坑緩冷后進行退火,并酸洗清理表面。由于軋制管坯不可避免地存在或多或少的表面缺陷,為避免這些缺陷帶入下道工序并影響到成品鋼管表面質量,采用了管坯酸洗后扒皮工藝處理,清理后進行無損探傷檢驗。
管坯退火工藝見圖1。
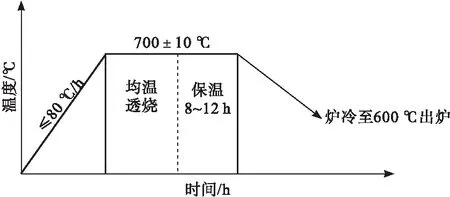
圖1 PCrNi1MoA鋼Ф150mm管坯退火工藝曲線
2.6 鋼管生產工藝
PCrNi1MoA鋼管生產工藝為:坯料表面復查→定尺鋸切下料→裝入環形爐加熱→高壓水除鱗→穿管→軋管→微張力減徑→冷床快速冷卻→退火→矯直→切頭尾→檢查→探傷檢驗→包裝上交。
3 混晶問題的分析討論
據相關文章表述,要解決PCrNi1MoA的混晶問題,從化學成分控制角度出發應該使得鋼種的酸溶Al含量在0.02%~0.04%、[N]含量控制在(50~90)×10-6;其次是在軋制過程中加熱溫度要高和終軋溫度也要高,高溫加熱的目的是鋼中有盡可能多的固溶鋁和氮,使其以細小彌散的AlN相析出,從而阻止晶粒長大;終軋溫度高的目的是后盡可能避免在750~650 ℃緩冷。有研究表明緩冷至室溫后可在Ac1臨界點溫度附近退火處理,也可促使細小彌散的AlN相析出。
綜上理論所述,在生產過程中進行了控制,在冶煉電極坯的時候控制Al的含量為0.030%~0.040%。電渣重熔時對渣料中鋁粉的加入量也進行控制,確保重熔后鋼錠的殘余Al含量≥0.02%;電爐冶煉的鋼[N]基本都在(50~90)×10-6;電極坯中還加入了一定量的Ti,加熱析出的TiN、AlN可均可達到細化晶粒的目的。鋼坯穿管時將鋼溫控制在 1 150 ℃左右,從而確保了較高的軋管溫度和終軋溫度,軋制后鋼管冷床空冷,避免在600~800 ℃緩冷。空冷后對鋼管進行等溫退火,高溫溫度710 ℃,等溫溫度700 ℃,均在其Ac1(720 ℃)附近,確保彌散的AlN相的均勻析出。混晶圖片如圖1所示,正常晶粒圖片如圖2所示。
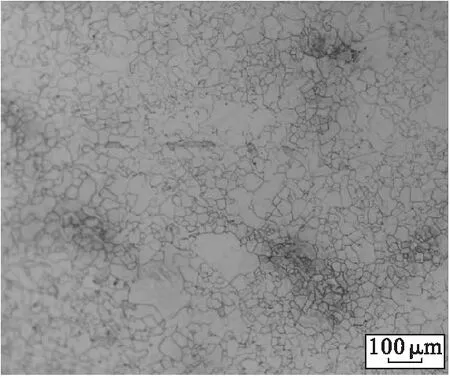
圖1 混晶
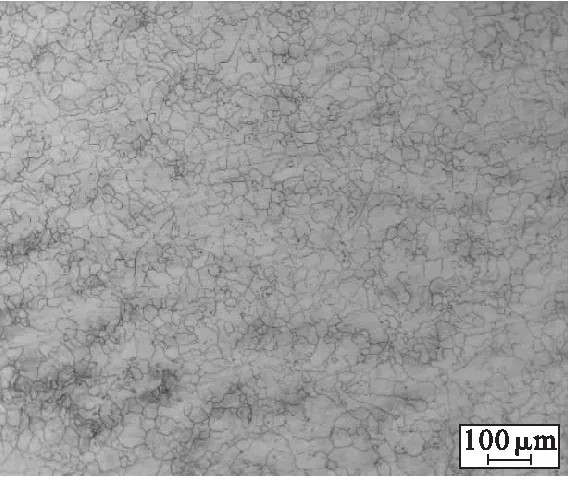
圖2 正常晶粒
4 電渣錠開裂的預防
含Cr、Ni的電渣錠對裂紋較敏感,經常出現開裂現象,采用以下措施進行預防:
(1)電極坯冶煉過程控制Mo含量在中限0.25%左右,由于Mo元素的存在,可以減輕鋼的回火脆性傾向,改善鋼錠的韌性,另一方面對鋼錠的表面質量也有改善,整體降低鋼錠的開裂傾向。
(2)電渣錠應入坑緩冷,降低冷卻過程中的熱應力。因此采取電渣錠入保溫坑冷卻的方式,冷卻時間≥48 h。
(3)電渣錠退火也可有效降低鋼中的組織應力、熱應力。應及時對電渣錠進行退火處理。
5 檢驗結果及分析
5.1 化學成分
經電爐、精煉及VD處理后鋼的化學成分見表1。

表1 PCrNi1MoA 鋼化學成分 %
成分全部合格,殘余Al為0.052%。經電渣重熔后,成分雖然有所波動,但都在技術要求范圍之內且重熔后抽查殘余Al為0.022%~0.030%,滿足了內控要求。
5.2 高倍檢驗
夾雜物及晶粒度級別如表2所示,從檢驗結果可以看出,夾雜物及晶粒度均控制較好。

表2 PCrNi1MoA夾雜物及晶粒度級別 級
5.3 機械性能
經870 ℃保溫30 min正火、860 ℃保溫30 min油淬、560 ℃回火3h空冷處理,PCrNi1MoA的機械性能如表3所示。
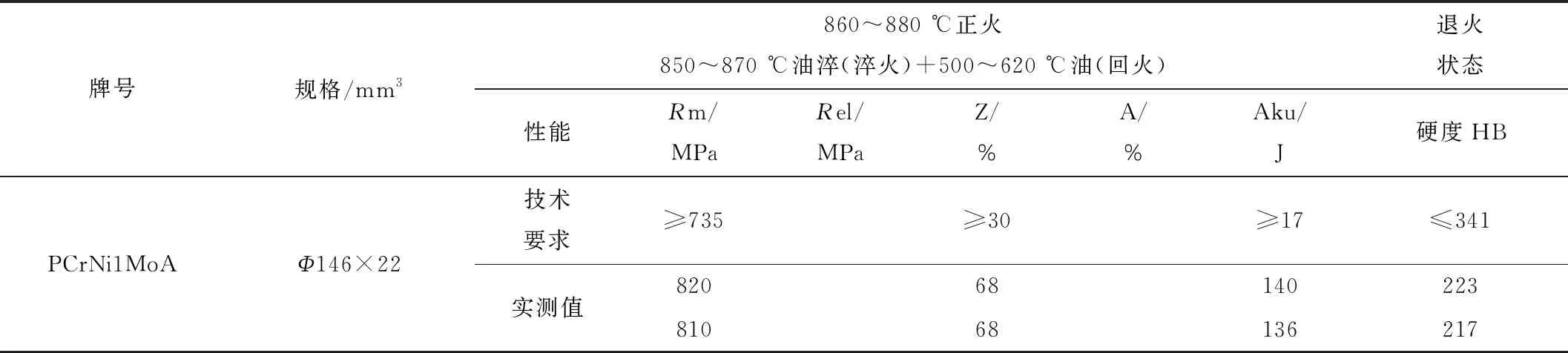
表3 PCrNi1MoA機械性能
從表3中可以看出,管材的試樣熱處理機械性能完全滿足性能指標要求,檢驗退火硬度 HB值也合格。
5.4 塔形、尺寸公差及無損探傷檢驗
鋼管經塔型檢驗2支試料各臺階均無發紋;鋼管實際尺寸(外徑和壁厚)完全達到標準規定的公差要求;標準要求無損探傷缺陷等級深度應符合GB5777中C12的規定,實際探傷按GB5777中C8級逐支進行100%檢驗,全部合格。
6 結 論
(1)采用電爐冶煉 →爐外精煉 →VD真空脫氣→電渣重熔的冶煉工藝獲得的PCrNi1MoA鋼,各項指標均達到標準要求,用戶使用效果反饋較好。
(2) 冶煉、鋼管軋制通過對特殊Al、Ti成分及加熱軋制溫度的控制,有效地避免了鋼的混晶,且晶粒度較預期有了較大的提高。
(3)采用了合理的化學成分控制及緩冷制度,有效地解決了電渣錠的開裂問題。
(4)鋼管熱處理機械性能完全滿足軍工薄壁火炮炮身用鋼管的標準要求。