埋地聚乙烯管道電熔接頭相控陣檢測技術
2022-04-20 06:46:50王世波
科學技術創新 2022年10期
關鍵詞:檢測
王世波
(上海派普諾管道檢測科技發展有限公司,上海 201801)
近年來,城鄉建設的快速推進和經濟的發展,同時對能源轉型和環境整治的力度不斷的提高, 天然氣作為當代的清潔能源被廣泛用于國民生產和居民生活。城鎮天然氣在運輸上基本以管道運輸為主,聚乙烯管道具有造價低、撓性大、耐腐蝕、可熔焊等特點,慢慢取代傳統鋼質管道在城市管網中的應用。目前工作壓力在0.1MPa≤P≤0.8MPa 的新建天然氣管道大部分已聚乙烯管道為主,在承壓類特種設備中,聚乙烯管道的熔接方式為電熔焊接和熱熔焊接。電熔焊焊接是一種自動焊的焊接形式,操作工藝簡單,經濟適用性大。受環境、焊接工藝和焊工水平等因素的影響,電熔焊接過程中熔合區部位往往會產生肉眼不可見的缺陷。由于輸送介質載荷等影響,缺陷部位會產生應力集中,導致焊接接頭是聚乙烯管道最為薄弱的地方,形成極大的安全隱患。采用超聲相控陣檢測方法對聚乙烯管道電熔焊接接頭進行檢測的優點在于檢測速度快、環境無輻射、成本低、缺陷顯示直觀,是一種可以對電熔焊接缺陷進行有效檢測的方法。
1 聚乙烯管道電熔接頭缺陷及常規檢測方法
1.1 聚乙烯管道電熔接頭的缺陷類型
聚乙烯管道電熔焊接過程中,焊接接頭形成的缺陷主要包括孔洞、夾雜、冷焊、過焊、電阻絲錯位、管材承插不到位等。
1.1.1 孔洞:位于電熔焊過程中熔融區域或相變界面的孔隙。孔洞缺陷分為單個孔洞和組合孔洞,是一種體積型缺陷,在定量上兩者評級標準不同。孔洞形成的原因為焊接加熱過程中嚴重過焊導致的材料過熱汽化以及在焊接界面粘有水或潮濕雜質受熱蒸發產生的氣孔,同時冷卻過程中散熱不均而產生的材料收縮形成冷卻縮孔。
1.1.2 夾雜:該缺陷存在形式包含金屬夾雜和非金屬夾雜兩種。缺陷形成原因可能是管件內壁與管材外壁在焊接前粘有雜質、管材外壁氧化皮未清理干凈等。
1.1.3 冷焊:管件和管材間的界面層分子擴散不到位,未能實現分子與分子之間的重新結合。缺陷形成原因是由于焊接熱量過低造成的。
1.1.4 金屬絲錯位:焊接過程中熔融區域內金屬絲排列參之不齊,凝固后未能恢復原先的位置。形成原因是焊接熱量過高,熔融區域材料流動性變大,金屬絲受自身重力或隨著熔融聚乙烯的流動發生位置變化,管件與管材配合過緊也會造成金屬絲錯位。
1.1.5 過焊:焊接熱量過高,相變區域過大,該缺陷通常會伴隨著孔洞和金屬錯位同時存在。
1.1.6 管材承插不到位:管材與套筒配合時,管材外壁未能完全覆蓋套筒內壁的金屬絲。
1.2 電熔接頭常規檢測方法及其局限性
電熔焊接接頭常規的檢測方法有目視檢查、拉伸試驗、耐壓實驗和常規超聲探傷等。
目視檢查只能通過觀察孔查看熔融物溢出程度來預判焊接工藝是否合格,還有受檢工件表面易見的缺陷,對于內部埋藏缺陷無法檢測出來。
拉伸試驗未能做到100%的檢測比例,這種以偏概全的方法并沒有很強的說服力,而且在役的壓力管道定期檢驗時無法滿足這一檢測條件。
耐壓實驗是通過打壓后保壓時間來判定焊接接頭的質量,這種方法只能檢測較大的缺陷和穿透性缺陷,對于非穿透性缺陷無法檢測出來。
由于聚乙烯材料的特殊聲學特性,常規超聲探傷方法檢測時超聲波散射損失較大,加上套筒內部金屬絲和聚乙烯聲學特征差異造成的影響,常規超聲探傷方法很難準確的檢測出電熔接頭的各類缺陷。
2 超聲相控陣檢測及結果分析
2.1 檢測試塊
2.1.1 對比試塊
用于制作比試塊的材料要和被檢焊接接頭材料聲學性能相同或近似,且該材料內不得有大于或等于φ1mm平底孔當量的缺陷。
在DB31/T1058-2017 給出了PE-Ⅰ和PE-Ⅱ兩種對比試塊,以PE-Ⅱ為例,該試塊用于相控陣檢測系統定位精度測試和時間增益(ACG)修正,由聚乙烯材料聲學相似的材料制成。表面粗糙度應與被檢工件相接近,檢測面為平面,在以檢測面為中心的R25 半圓弧上均勻預埋35 根φ1 金屬絲。如圖1 所示。
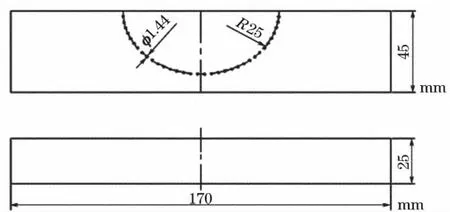
圖1 對比試塊PE-Ⅱ
2.1.2 模擬試塊
模擬試塊是含缺陷的電熔接頭,可以采用完好的焊接接頭制造人工缺陷,試塊的外觀和幾何尺寸應當和被檢工件相同。
在DN160(SDR11)的試塊上加工一個1.1mm 左右的孔洞缺陷進行陣檢測,來驗證超聲波相控陣檢測精度。
2.2 儀器和探頭
試驗使用的超聲波相控陣型號為BAMBOO-300E,該相控陣檢測系統具有專業針對PE 管道材料缺陷檢測、適用于電熔、熱熔焊接接頭各種管道口徑的模塊化系統、編碼定位掃查裝置便于缺陷準確定位、在惡劣的現場環境下就能夠進行操作的技術特點。
檢測探頭選用的是直探頭,探頭型號為5L128-0.3*10,5 代表探頭發射超聲波頻率為5MHz、L 表示線型陣元、128 為陣元個數、0.3 代表每個陣元之間的間距為0.3mm、10 表示陣元長度為10mm。儀器和探頭外觀如圖2 所示。

圖2 儀器探頭和外觀
2.3 耦合劑
耦合劑是用來實現探頭與被檢材料之間聲能傳遞的一種介質,可以是粘稠狀的液體,試驗使用的耦合劑是由實驗室專門配制而成,其聲速與聚乙烯材料接近,聲阻抗與聚乙烯材料相差不大,這樣可以減少超聲波的反射,聲能損失就越小。探頭與試塊的耦合效果越好,可以減少超聲波的折射,原點聚焦的效果越好。選用適當的耦合劑可以提高檢測靈敏度。
2.4 檢測結果及分析
檢測試塊為人工制造孔洞缺陷的模擬試塊,試塊實物圖如圖3 所示。檢測示意圖如圖4 所示。模擬試塊宏觀剖面用鋼尺測得水平軸向長度為1.1mm。

圖3 模擬試塊宏觀測量圖
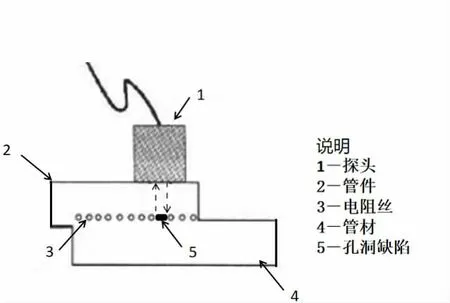
圖4 檢測示意圖
采用超聲相控陣檢測S 掃描件成像技術測得缺陷模擬試塊的成像圖如圖5 所示。特征線是聚乙烯材料在焊接過程中材料發生相變區域的邊界超聲反射信號,焊接成型后是不可消失的,從檢測圖像中可以看出試塊的特征線明顯、電阻絲均勻排列、未有缺陷的地方底波信號連續。
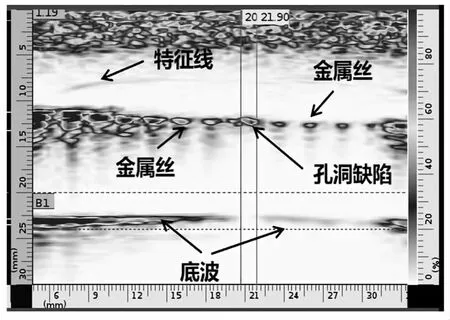
圖5 相控陣檢測成像圖
當超聲波遇到孔洞缺陷后,信號到達孔洞的地方便會反射到探頭接受,此時缺陷的底波的信號會缺失或是非常微弱,導致底波的信號不連續。
超聲相控陣測的孔洞的水平軸向長度為1.2mm,檢測誤差在9.09%左右,與宏觀鋼尺檢測的誤差較小,檢測靈敏度極高,基本能夠滿足工程實際應用中的檢測要求。
3 工程應用及效果評價
在對某燃氣公司執行聚乙烯中壓天然氣管道全面檢驗的開挖坑檢時,發現了兩處孔洞型缺陷,超聲相控陣檢測成像如圖6 所示。

圖6 工程案例超聲相控陣檢測成像圖
工程案例1 中,該缺陷波反映出來的是單個孔洞缺陷,測得標稱熔合區總長度L 為40mm,缺陷在熔合面軸向方向尺寸X 為3.3mm,且孔洞自身高度H 小于壁厚的10%,X/Y 的值為8.25%,質量評級為Ⅱ級。
工程案例2 缺陷波反映的是組合孔洞缺陷,測的測得標稱熔合區總長度L 為45mm,缺陷在熔合面軸向方向尺寸X 為18mm,X/Y 的值為40%,質量評級為Ⅲ級。質量評級標準參照DB31T1058-2017 進行,質量評級詳情見表1。
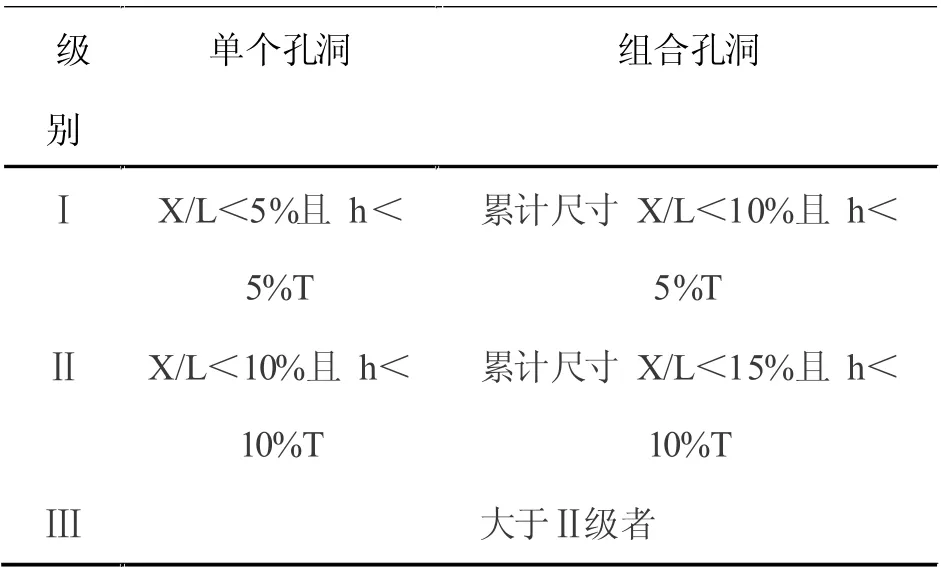
表1 孔洞缺陷的質量分級
在國標GB/T29460-2012 里面已經明確規定,對于單個孔洞缺陷計算尺寸X/L>10%和組合孔洞缺陷計算尺寸X/L>20%的孔洞類型缺陷為不可接受的超標缺陷。
工程案例2 中的缺陷已經明顯不能滿足壓力管道的服役要求,需立刻對超標缺陷進行處理,告知使用單位后進行了切管重焊。對切下來的缺陷電熔焊接接頭進行拉伸剝離試驗,其脆性剝離百分比為45.03%>33.3%,已不滿足國標GB/T 19808-2005 的要求。含缺陷的電熔焊接接頭剝離后的宏觀剖面圖見圖7,可以明顯的看出電阻絲旁邊有大量的密集型組合孔洞缺陷,超聲相控陣檢測結果準確可靠。

圖7 工程案例2 電熔接頭拉伸剖面圖
4 結論
近年來承壓類特種設備安全事故越發頻繁,聚乙烯燃氣管道的焊接部位是最為脆弱的地方,往往發生泄漏事故的案例也是在焊接接頭這一塊。超聲相控陣檢測技術能夠解準確有效的檢查出聚乙烯管道電熔焊接接頭的危害缺陷,便于及時處理工程隱患。國家和地方也陸續頒布相關超聲相控陣檢測技術規范和聚乙烯天然氣管道定期檢驗中焊接接頭檢驗標準,做到安全生產管理、管道完整性管理,確保人民的生命和財產安全。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48