海洋平臺樁管自動焊工藝研究與應(yīng)用
2022-04-21 02:35:52牛虎理張世杰何亞章張?zhí)锢?/span>吳金明
石油工程建設(shè) 2022年2期
劉 劍 ,牛虎理 ,張世杰 ,何亞章 ,張?zhí)锢?,吳金明
1.中國石油集團工程技術(shù)研究有限公司,天津 300451
2.中國石油集團海洋工程重點實驗室,天津 300451
3.北京興油工程項目管理有限公司,北京 100083
隨著我國海洋油氣的不斷開發(fā),海洋石油平臺建造安裝量逐年遞增,其中樁管的焊接是平臺導(dǎo)管架安裝建造中關(guān)鍵的部分[1]。樁管焊接具有以下特點:樁管的管徑達到800~2 200 mm,壁厚25~60 mm;大角度的坡口形式,坡口上部為30°、下部為15°;樁管有10°左右的傾斜,不利于焊縫成形[2]。平臺樁管焊接經(jīng)歷了從手工焊條電弧焊(SMAW) 到半自動氣保護(FCAW-G)焊接方法的變換,但由于樁管焊接量大,作業(yè)環(huán)境復(fù)雜,人工勞動強度大,因而往往引起焊接質(zhì)量不穩(wěn)定,焊接效率低[3]。
中國石油集團工程技術(shù)研究有限公司2005年開發(fā)了工業(yè)化樁管自動焊設(shè)備及其配套的自保護焊接工藝,并在海南24井上進行了現(xiàn)場焊接試驗[4],其性能基本滿足海上施工要求。但由于自保護藥芯焊接方法(FCAW-S)存在著焊接質(zhì)量穩(wěn)定性不夠和焊后接頭處理時間長的問題,因此該方法應(yīng)用場合越來越少。本文基于樁管施工作業(yè)現(xiàn)狀和技術(shù)要求,提出了以藥芯焊絲氣保護焊接為核心,采用樁管2G對接的自動焊設(shè)備及配套的工藝技術(shù),開發(fā)出高效穩(wěn)定的自動焊工藝的設(shè)計思路,并付諸于實施。試驗證明,采用該技術(shù)提高了焊接質(zhì)量和效率,縮短了施工周期,適應(yīng)了海上作業(yè)快速、高效的施工要求[5]。
1 樁管自動焊設(shè)備
樁管自動焊設(shè)備如圖1所示,主要由軌道、行走機構(gòu)、焊接執(zhí)行機構(gòu)和控制系統(tǒng)等組成。樁管自動焊設(shè)備整體采用模塊化設(shè)計,相對輕便,模塊化結(jié)構(gòu)能夠?qū)崿F(xiàn)海上施工的便捷操作。樁管自動焊設(shè)備的機頭由模塊化的行走機構(gòu)和焊接執(zhí)行機構(gòu)組成,二者可以快速組裝和拆卸,改變了以往樁管自動焊設(shè)備依托輪進行定位致使安裝過程中存在定位調(diào)節(jié)難的問題,提高了定位精度。

圖1 樁管自動焊設(shè)備
按照模塊化、輕量化及滿足海上大量使用的思路進行設(shè)備開發(fā),新開發(fā)的樁管自動焊設(shè)備具有以下兩個優(yōu)勢:其一,采用自保護焊接方式,具有較高的焊接質(zhì)量;其二,采取模塊化的結(jié)構(gòu),設(shè)備相對輕便,便于海上施工的快速裝卡和撤離。
2 焊接工藝開發(fā)
2.1 焊接性分析
本文針對埕海油田某平臺的樁管進行焊接試驗,摸索焊接工藝參數(shù)。樁管材質(zhì)為DH36,屬于低合金船用鋼,依據(jù)標準對船用鋼的化學(xué)成分及力學(xué)性能進行復(fù)驗,實測化學(xué)成分和力學(xué)性能如表1和表2所示。

表1 DH36船用鋼化學(xué)成分質(zhì)量分數(shù) 單位:%
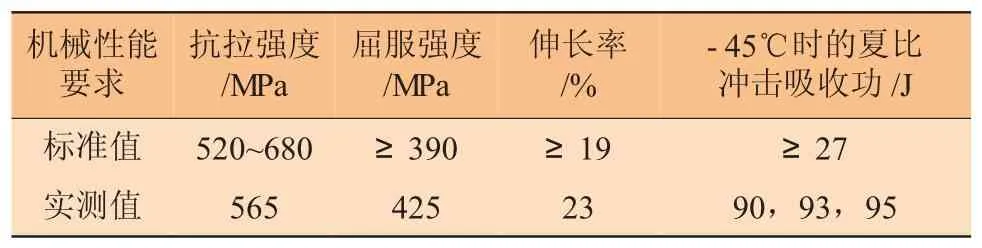
表2 DH36船用鋼力學(xué)性能
對管材復(fù)驗的化學(xué)成分進行統(tǒng)計,根據(jù)美國金屬學(xué)會提出的碳當量計算公式,進行DH36船用鋼的碳當量計算,分析鋼材的塑性、淬硬傾向和冷裂紋傾向,并為后續(xù)的焊接提出相應(yīng)的減少焊接應(yīng)力和防止開裂的技術(shù)措施。美國金屬學(xué)會的碳當量公式為:

碳當量計算結(jié)果CE=0.393<0.4,因此DH36的碳當量不高,淬硬傾向不大,冷裂傾向較小;對于厚度較高的船用鋼焊接,適宜采用較小的熱輸入,控制結(jié)晶速度,保證接頭韌性[6]。由于樁管在海洋潮濕環(huán)境中焊接,有可能產(chǎn)生氫致裂紋,焊接時還需要從焊接工藝、焊接選材等方面控制焊接接頭的硬度和擴散氫含量。
2.2 焊接坡口設(shè)計
坡口的確定原則是既要保證充分的熔透,又要盡可能減少熔敷量,并力求使接頭變形為最小。樁管的管徑達到800~2 200 mm,壁厚25~60 mm,而且樁管具有10°的傾斜,所以坡口形式需有利于焊縫成形[7]。為了進一步減少熔敷量,減少熔敷的焊道數(shù)量,提高焊接效率,降低焊接接頭的應(yīng)力和變形,提高接頭的抗裂性,因此采用上部30°、下部15°的坡口形式,即采用單面V型坡口,角度為45°,如圖2所示。
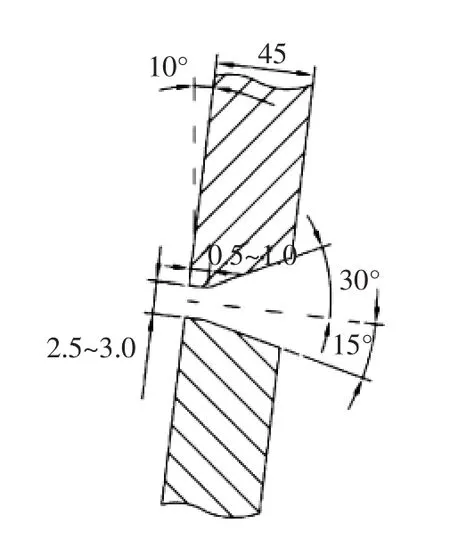
圖2 坡口示意
2.3 焊接工藝試驗
依照等強度匹配基本原則、低溫韌性需求和相關(guān)技術(shù)要求,選擇焊接材料進行焊接試驗。海上施工常用的SMAW+FCAW-G焊接方法,焊接材料選擇E7016+E71T-1C-J組合,有效地保證了打底焊接質(zhì)量和填充焊接效率,焊接接頭性能能夠滿足質(zhì)量要求。根據(jù)樁管材質(zhì)、坡口形式、焊材性能,針對性制定了樁管預(yù)焊接工藝規(guī)程,開展焊接工藝試驗,為形成適用于樁管自動焊設(shè)備的焊接工藝提供依據(jù)。按照AWSD1.1M-2020的要求,板材焊評可以替代管材焊評。此次試驗材料選擇規(guī)格700 mm×300mm×25 mm的DH36船用鋼板。設(shè)計45°坡口,采用手工焊+自動焊的焊接方法,進行2G位置的焊接。此次焊接工藝開發(fā)試驗過程由中國船級社全程見證。經(jīng)過一系列焊接工藝參數(shù)摸索試驗,得到了如表3所示的典型的焊接工藝參數(shù)。

表3 焊接工藝參數(shù)
2.4 焊接工藝評定
試件焊接完成后,全部進行了無損檢測,包括外觀檢查、X射線和超聲波檢測。結(jié)果表明,焊縫無裂紋、未熔、夾渣、氣孔、咬邊等缺陷,滿足標準要求。焊接工藝評定的力學(xué)性能試驗包括焊接接頭拉伸、彎曲、夏比沖擊、宏觀觀察、維氏硬度、斷裂韌性(-20℃) 等,試驗結(jié)果見表4~表7。焊接接頭硬度測試點位置如圖3所示,焊接接頭試樣的宏觀腐蝕照片如圖4所示。
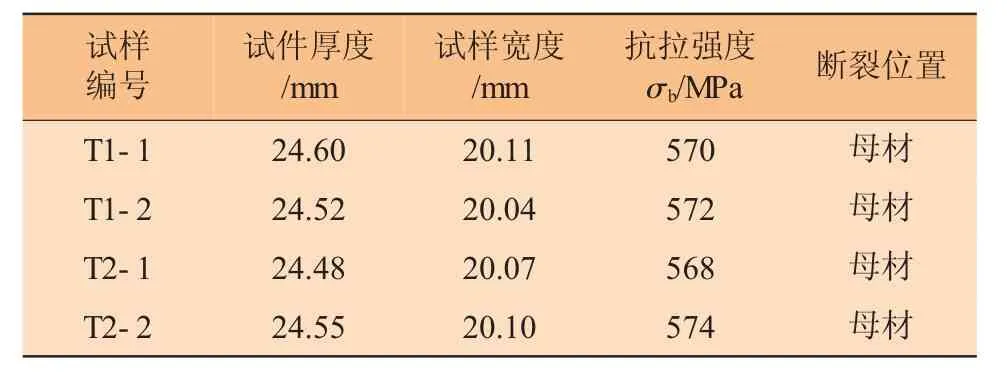
表4 拉伸試驗結(jié)果
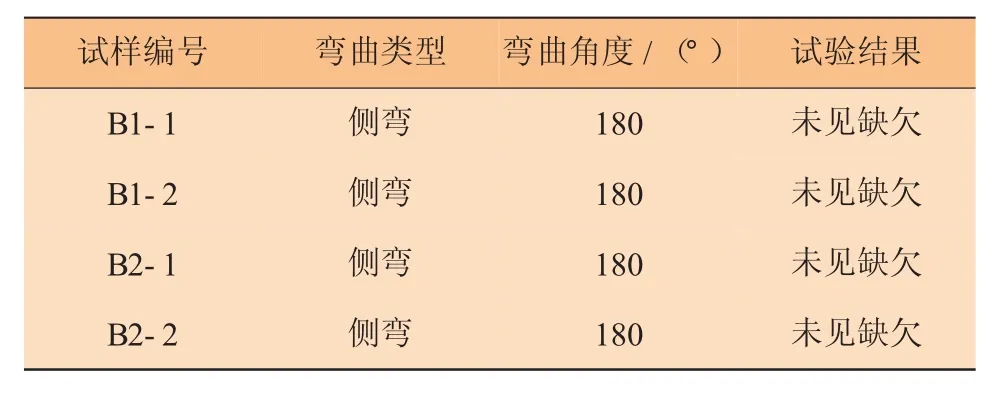
表5 彎曲試驗結(jié)果

表6 沖擊試驗結(jié)果

表7 維氏硬度值(HV10)
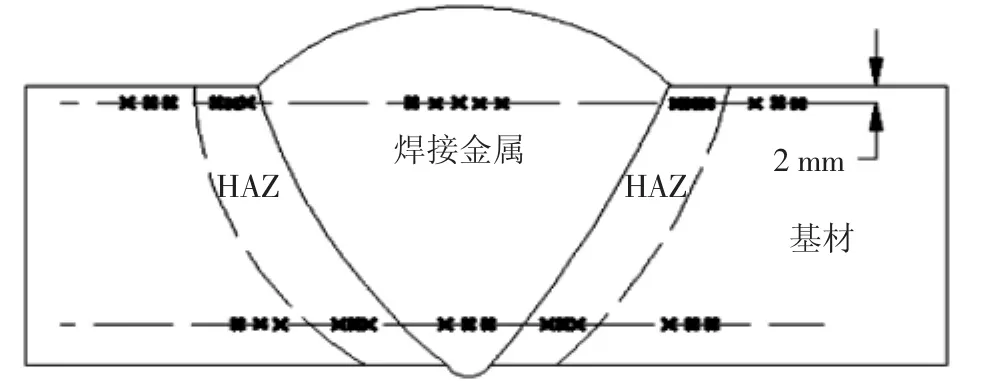
圖3 維氏硬度測點位置示意
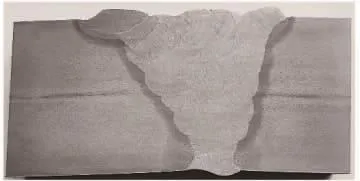
圖4 宏觀腐蝕照片
按照 ISO 15653:2018《Metallic materials—Method of test for the determination of quasistatic fracture toughness of welds》試驗標準,開展裂紋尖端張開位移(CTOD)試驗[8],試驗溫度為-20℃。在母材、熱影響區(qū)、焊縫等區(qū)域分別取樣進行低溫CTOD試驗,表8的測試結(jié)果表明,焊接接頭各部位CTOD值≥0.15 mm,滿足設(shè)計文件要求。
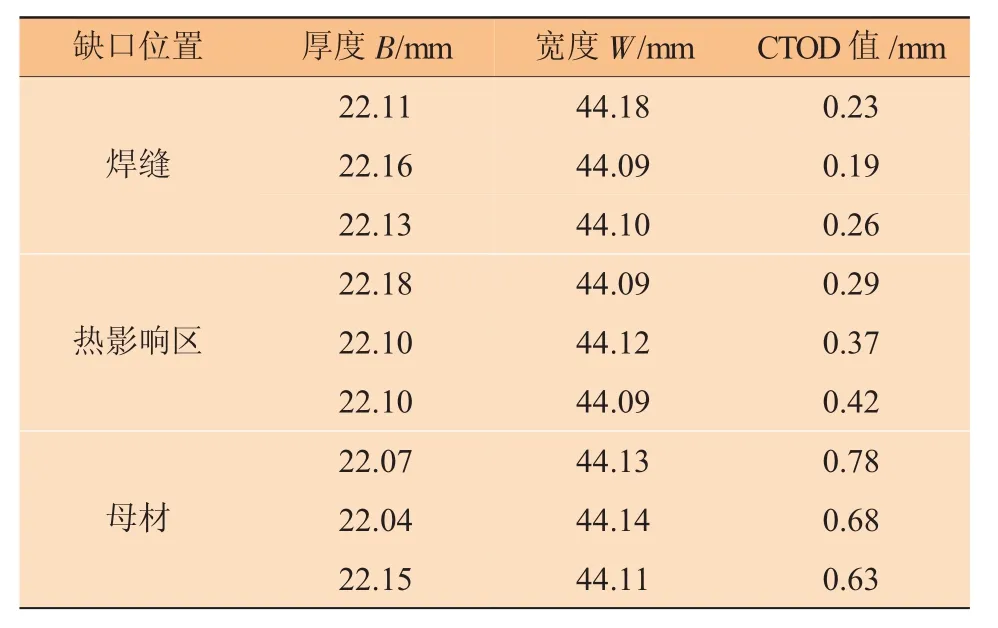
表8 CTOD試驗結(jié)果
焊接工藝評定試驗表明,為匹配自研樁管自動焊設(shè)備而開發(fā)的焊接工藝滿足試驗標準的各項指標要求,可用于工程施工。
3 工藝的現(xiàn)場應(yīng)用
研制的樁管自動焊設(shè)備及工藝在中國石油集團海洋工程公司海工事業(yè)部承建的埕海油田開發(fā)平臺建造工程中得到應(yīng)用。現(xiàn)場焊接隔水管焊縫2條,焊縫總長度6.38 m,單層焊道累計達95.76 m。現(xiàn)場焊接的焊縫外觀如圖5所示。應(yīng)用過程中設(shè)備輕便,裝卸和操作便利,焊接過程穩(wěn)定,焊接飛濺小,焊縫成型美觀,焊接效率高。焊縫的X射線和超聲檢測結(jié)果表明,焊接質(zhì)量好,滿足標準要求。

圖5 現(xiàn)場焊接的焊縫外觀
4 結(jié)束語
(1)海洋平臺樁管采用氣保護自動焊工藝進行焊接的焊接接頭抗拉強度、夏比沖擊功、斷裂韌性等指標均達到標準和項目設(shè)計要求,開發(fā)的焊接工藝滿足項目需求。
(2)應(yīng)用試驗證明,研制的海洋平臺樁管自動焊設(shè)備和焊接工藝能夠滿足樁管海上接樁焊接施工的要求,可顯著降低勞動強度,提高焊接質(zhì)量,提升焊接效率,大大節(jié)約海上施工作業(yè)的時間,其具有較高的應(yīng)用價值。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24