鎂鋁合金橫梁設計與分析
2022-04-24 01:29:06蔣軍
商用汽車 2022年12期
蔣 軍
(江蘇火星石科技有限公司工程設計中心)
0 引言
隨著電動化在全球汽車行業內普及程度提高,電動汽車在未來有較大可能性占據主導地位。而電動汽車的重量與行駛里程有著較強的聯系:據粗略統計,電動車每減重10 kg,可使里程增加2.5 km,所以輕量化對電動汽車而言非常重要。傳統的儀表板橫梁多采用鋼材,重量較重。目前也有不少企業采用鋁合金材質制造儀表板橫梁,整體可減重20%左右,而采用鎂鋁合金材質,更可使減重達到40%以上。目前對采用壓鑄鎂鋁合金工藝制造的儀表板橫梁結構設計與分析研究較少,很多工程師第一次接觸,不了解該工藝該材料,不知道應該如何設計,需注意哪些方面等等。
1 壓鑄鎂鋁合金的性能特點
壓鑄鎂鋁合金橫梁相對于傳統的鋼制橫梁,優點明顯:壓鑄鎂鋁合金橫梁具有極好的輕量化特性,壓鑄成型的尺寸相對傳統焊接更加穩定,工件后續切削機加工性優良,比強度較好。而壓鑄鎂鋁合金橫梁的缺點主要有:材料熔點低,易燃燒,不易焊接,對應力集中較敏感,撞擊能量超出產品的承受范圍后易直接斷裂。
2 工藝描述及注意事項
壓鑄工藝就是將熔融的合金液體在高壓高速的條件下充滿模具內部,并使其在高壓下凝固,冷卻定型,最后取出制品。
鎂鋁合金的壓鑄與其它材料的壓鑄原理相同,工藝上有一些區別。首先,鎂易燃燒,所以鎂鋁的融化室要求較高,融化室內部不能進入氧氣,需充滿惰性氣體或抽真空;其次需先預熱,以消除鎂錠可能殘存的水份,防止發生濺射;在加料時還要保持鎂合金熔爐內熔液溫度不產生大的波動;鎂錠預熱所需要的溫度至少達到150℃或以上;最后相較于傳統的注塑等工藝,壓鑄鎂鋁合金橫梁在注射前,需要噴涂大量的脫模劑,否則由于高溫高壓以及產品結構復雜,工件脫模時會拉傷,脫模困難。

表1 不同材料的性能比較
3 設計要求
壓鑄鎂鋁合金儀表板橫梁在結構上大體可分為3 部分:如圖2 所示,主體1 指構成橫梁主體的大型連續面,不含凸凹臺面以及個別向外延伸的小面積支角;延伸支架2 泛指從主體上延伸一截小支架面,多用于給對手件提供安裝面;凸臺、凹坑3 指凸出主體表面或凹陷與主體表面。橫梁結構設計要求及注意事項,主要可以歸納為以下7 個方面。

圖1 某鎂鋁合金壓鑄設備
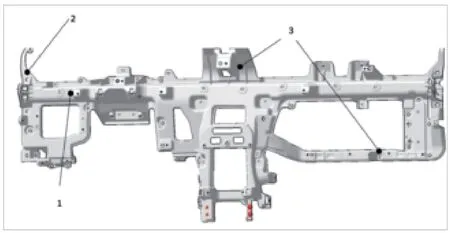
圖2 某車型鎂鋁合金壓鑄橫梁
3.1 主體
設計儀表板主體的時候,首先要保證相對于傳統的橫梁的主梁位置形成一個寬度至少50 mm,高度至少40 mm的U 形主體結構,如圖3 所示。可結合CAE 分析進行增強,否則橫梁難以滿足整體的模態、強度要求。
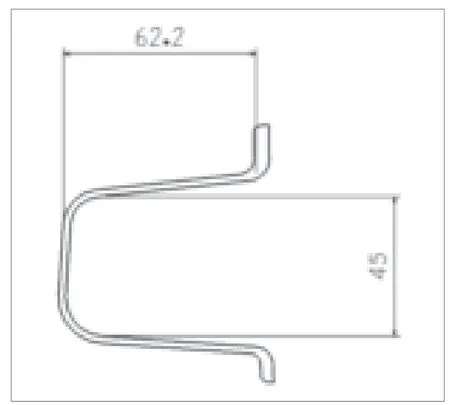
圖3 某車型橫梁主體截面圖
其次,主體的壁厚要基本保持不變,因為鎂鋁合金材料在冷卻收縮時,內部各成份的材質收縮性不同,會導致料厚突變處產生縮痕、欠注等缺陷。
最后,主體壁厚不得小于2.3 mm,最好在3 mm 以上,壁厚太薄,冷卻時,前端冷卻較快,難以注滿,并容易形成一些冷料紋等缺陷;另外壁厚太薄,影響整體的剛度和強度,不管是運輸還是裝配過程中,很容易碰撞損壞。當然,選擇壓鑄鎂鋁合金主要就是為了減重,所以壁厚如果過厚,則減重不明顯,所以建議主體的最厚的壁厚不大于4 mm,另外從壓鑄工藝、成型工藝方面來說的話,壁厚最大不得大于5 mm,壁厚過大,成型收縮時,易產生收縮不良,影響產品性能。
3.2 延伸支架
延伸支架的設計,如圖4 所示,寬度應當保證在20 mm 以上,壁厚可比主體壁厚增加0.5 mm 左右,長寬比建議在3:1 到5:1 之間。另外需在此基礎上增加翻邊或加強筋增加,否則容易斷裂特別是耐久后更容易斷裂。

圖4 某車型橫梁延伸支架
3.3 凸臺、凹坑
凸臺、凹坑的拔模斜度需單邊到達至少2°,否則容易拉傷;凸臺、凹坑的底部寬度(最窄的一端)與高度比要大于1:5,否則容易成型困難或損傷模芯;如果凸臺、凹坑是四周封閉的,高度建議不大于120 mm,若非封閉的,高度建議在100 mm 以下,否則容易斷裂;凸臺、凹坑的壁厚可以適當的比主體厚0.5 mm 左右,根部一定要倒圓角,且半徑不得小于1 mm。
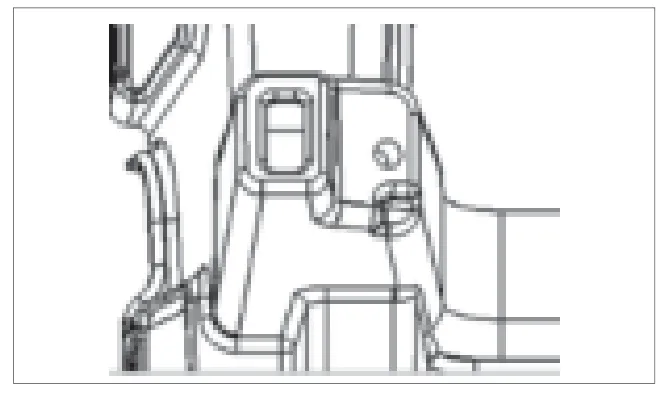
圖5 凸臺

圖6 凹坑

圖7 凸臺截面
3.4 缺口、開槽
缺口、開槽設計(見圖8)主要一點就是開口的地方最好增加翻邊,或加厚開口邊緣,否則料流到槽口邊緣時,溫度較低,易在邊緣處特別是圓角處產生裂紋,增加此處的翻邊或料厚,可有效避免此不良現象。另對于一些較小的開口孔或螺栓安裝孔,可不作此方面的要求。
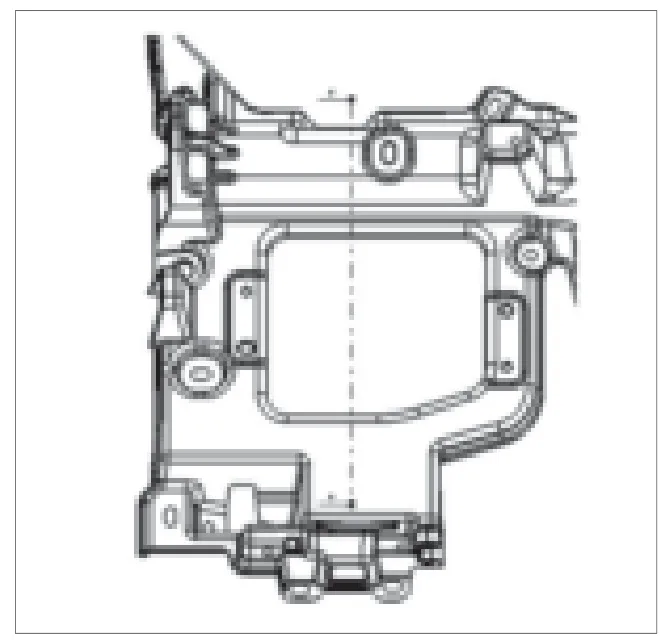
圖8 開口示意圖
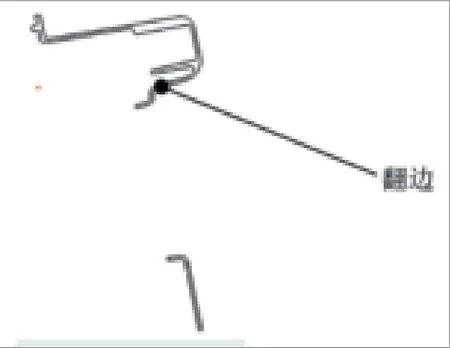
圖9 開槽截面圖
3.5 拔模
主脫模方向的拔模角度,不可過小,建議都在2°以上,最小在1.5°以上,另外對于加強筋類,也要平均單邊在1.5°以上。針對一些無法正常出模的安裝孔類,可后期采用機加工處理。
3.6 加強筋
加強筋設計盡量避免十字交叉特別是X 字形網狀結構,否則多股料流在交叉處產生紊亂,更容易收縮、欠注。
加強筋的布置要考慮到工藝的脫模影響,不是越多越好,太多會導致產品脫模拉傷、變形。
3.7 連接安裝方式
機加工螺紋孔,可用于對手件的螺栓安裝;對于拆解比較頻繁及力矩較大的,可采用螺牙套,與對手件的螺栓安裝;若與一些塑料件對手件安裝,可以在橫梁開孔,并套上簧片螺母,或可采用拉鉚螺母與對手件安裝。
通過實際車型裝配,總結如下:對于拆解頻繁的扭矩要求較大的,自攻螺紋孔容易滑絲,建議采用螺牙套及拉鉚螺栓,總體就是盡量少采用機加工的螺紋孔,特別是M6 及以下的螺紋孔,最大破壞扭矩較小,M6 螺紋孔在13 Nm就可能滑絲了。
4 總結
本文主要分享在設計開發壓鑄鎂鋁合金儀表板橫梁過程中的經驗總結,未來隨著新能源汽車的普及及輕量化的普及,壓鑄鎂鋁合金CCB(Cross Car Beam,即儀表板橫梁,編者注)的應用會越來越廣泛,也希望未來能有更多此方面的文章分享。
猜你喜歡
南大法學(2021年3期)2021-08-13 09:22:32
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
自然與文化遺產研究(2016年2期)2016-05-17 05:53:59
銅業工程(2015年4期)2015-12-29 02:48:39
山西大同大學學報(社會科學版)(2015年6期)2015-01-22 07:22:22
石油化工應用(2014年8期)2014-03-11 17:40:03
