厚度大于2.0 mm的雙相鋼DP600窄搭接焊工藝探討
2022-04-26 01:17:28李登鵬
冶金動(dòng)力 2022年2期
李登鵬,董 標(biāo)
(馬鞍山鋼鐵股份有限公司冷軋總廠,安徽馬鞍山 243000)
前言
為了滿足汽車行業(yè)輕量化的發(fā)展需求,雙相(DP)鋼是20 世紀(jì)70 年代發(fā)展最快的一類新鋼種,也是開發(fā)較早的汽車先進(jìn)高強(qiáng)鋼,因其制造工藝和方法較為容易,產(chǎn)品系列較為齊全,在汽車加強(qiáng)件、防撞件及結(jié)構(gòu)件等方面得到了廣泛的應(yīng)用[1-2]。在鋼鐵行業(yè)中,連退線、精整線、鍍鋅線等在連續(xù)生產(chǎn)條件下,需要完成DP鋼對(duì)DP鋼的焊接以及DP鋼對(duì)其他不同鋼種的焊接。然而,國(guó)內(nèi)外對(duì)于DP 鋼種的焊接研究主要集中在薄規(guī)格及常規(guī)厚度(0.3~1.5 mm)的同種或異種鋼焊接[3-5],對(duì)于DP 鋼超厚規(guī)格2.0 mm 以上的同種或異種鋼焊接問題和工藝上的研究卻鮮有報(bào)道。
雙相鋼DP 由于其復(fù)雜的合金元素、較大的剛度使其較難形成熔合良好的窄搭接電阻焊接頭,進(jìn)而影響其接頭性能[6]。實(shí)際生產(chǎn)過程中,DP 鋼與其它鋼種的窄搭接焊難以形成穩(wěn)定的焊縫質(zhì)量,特別是厚度2.0 mm 以上規(guī)格的DP 鋼,容易形成孔洞、焊渣、虛焊等缺陷,造成爐內(nèi)焊縫斷帶,生產(chǎn)線停機(jī),給生產(chǎn)單位造成巨大的經(jīng)濟(jì)損失。為此通過汽車用先進(jìn)高強(qiáng)鋼DP600 厚度2.5 mm 與普通碳鋼DX51D厚度2.5 mm 的焊縫斷帶進(jìn)行分析,通過宏觀觀察、金相顯微鏡、SEM 對(duì)焊縫斷帶的裂紋形貌、組織進(jìn)行分析,確認(rèn)焊縫斷帶的原因。進(jìn)一步分析窄搭接焊接工藝參數(shù)對(duì)DP600 焊縫性能的影響,得到兩種鋼種焊接的最佳工藝參數(shù)。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料
試驗(yàn)材料選取汽車用雙向鋼DP600 厚度2.5 mm,普通碳鋼DX51D 厚度2.5 mm 鋼卷。其規(guī)格、成分如表1和表2所列。
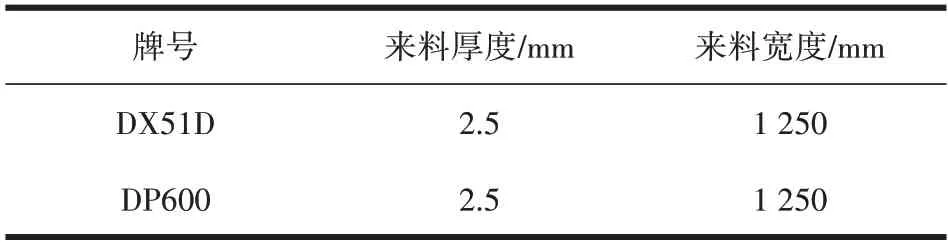
表1 材料尺寸及規(guī)格
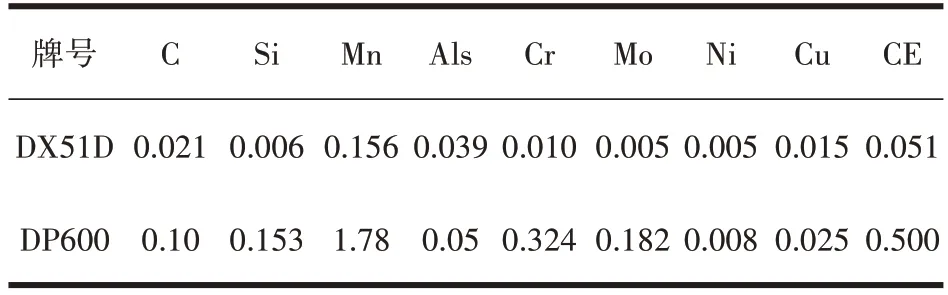
表2 材料成分 %
1.2 試驗(yàn)方法
采用日本TEMIC 全自動(dòng)窄搭接焊機(jī)進(jìn)行焊接,利用杯突試驗(yàn)機(jī)和折彎試驗(yàn)機(jī)對(duì)焊縫質(zhì)量進(jìn)行判定。取焊縫斷裂樣本通過宏觀觀察,金相顯微鏡、SEM 對(duì)斷帶焊縫進(jìn)行失效分析。通過焊接試驗(yàn)方法,分析窄搭接焊工藝參數(shù)對(duì)DP600 焊接接頭性能的影響。
2 焊縫斷帶的工藝參數(shù)及焊縫質(zhì)量分析
2.1 焊縫斷帶的工藝參數(shù)
生產(chǎn)DP600 鋼厚度2.5 mm 時(shí),與前卷普通碳鋼DX51D厚度2.5 mm 進(jìn)行窄搭接焊,焊縫兩側(cè)月牙杯突試驗(yàn)合格后放行。在焊縫運(yùn)行到退火爐緩冷段時(shí)發(fā)生焊縫斷帶,斷帶試樣如圖1 所示。其工藝參數(shù)見表3。

圖1 焊縫斷帶試樣
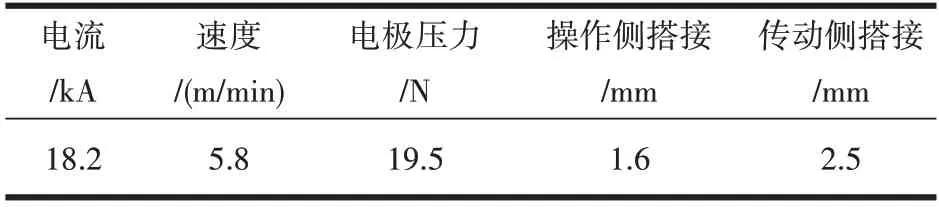
表3 DP600鋼與DX51D焊接工藝表
在此工藝參數(shù)條件下,焊接平均溫度在1140 ℃,操作側(cè)和傳動(dòng)側(cè)溫度波動(dòng)無(wú)明顯異常,中部溫度波動(dòng)較大,整體在正常控制范圍之內(nèi)。
2.2 裂紋及開裂形貌
圖2為斷帶焊縫整體形貌,可以看出,焊縫兩個(gè)邊部(每個(gè)邊部約100~200 mm),裂紋開裂沿DX51D 側(cè)母材擴(kuò)展,且開裂處具有較大塑性變形;中部(約750 mm)大部分焊縫呈剝離狀撕裂,斷口無(wú)明顯塑性變形,有間斷撕裂點(diǎn),如圖3 所示。圖4 為焊縫操作側(cè)邊部局部放大圖,可以看出,距帶鋼邊部約5 mm處為焊接熔合點(diǎn)起始位置,即帶鋼操作側(cè)邊部存在約5 mm 未熔合區(qū)域。鋼帶在爐內(nèi)運(yùn)行過程中,這5 mm 區(qū)域會(huì)造成焊縫應(yīng)力集中,成為焊縫開裂的起始點(diǎn)。由此可見,此次2.5 mm DP600 焊縫斷帶以操作側(cè)為撕裂起始點(diǎn)沿著整個(gè)焊縫開裂,邊部有大的塑性變形,而中部未熔合區(qū)域較多,在爐內(nèi)高溫和張力作用下,造成斷帶。
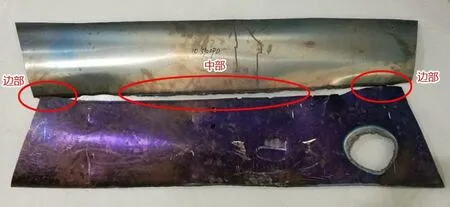
圖2 斷帶焊縫整體形貌

圖3 斷帶焊縫中部放大圖
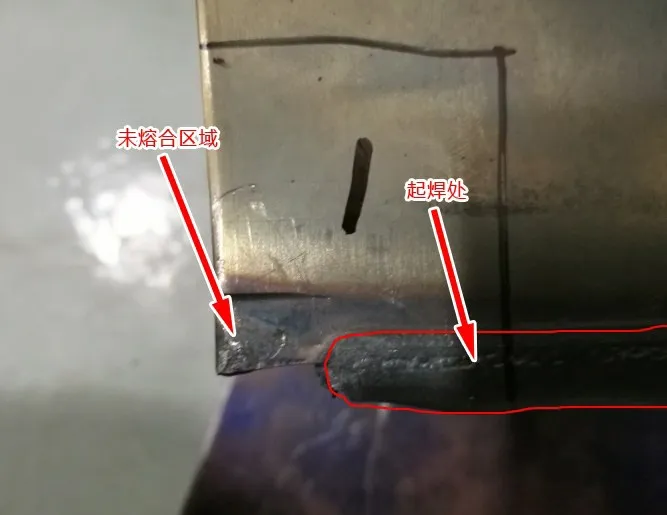
圖4 斷帶焊縫邊部放大圖
2.3 接頭金相橫截面觀察
為進(jìn)一步對(duì)不同位置焊接接頭橫截面進(jìn)行觀察,分別對(duì)斷帶焊縫中部和邊部取樣,在顯微鏡下觀察截面形貌,如圖5、圖6所示。可以看出,對(duì)于帶鋼中部區(qū)域,熔合面積較小,斷裂沿DX51D 與DP600 搭接界面撕開且無(wú)明顯塑性變形;對(duì)于帶鋼邊部區(qū)域,DX51D 與DP600 熔合較好未分離,斷裂發(fā)生于焊縫附近DX51D 母材處,焊接效果明顯好于中部。結(jié)果顯示整條焊縫大部分區(qū)域沿材料的搭接界面撕裂。從焊縫失效后的橫截面來(lái)看,搭接面撕裂位置熔合相對(duì)較差。
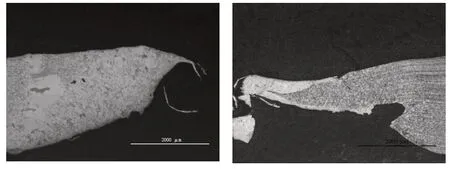
圖5 斷帶焊縫中部截面
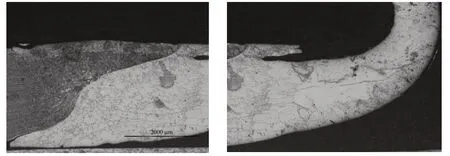
圖6 斷帶焊縫邊部截面
2.4 焊縫表面電鏡掃描
圖7 為斷帶焊縫邊緣未熔合區(qū)域端面及表面SEM 形貌,可以看出,未熔合區(qū)域端面厚度未明顯減薄仍保留原始剪切端面。觀察其截面組織,只有DP600,上下表面未發(fā)現(xiàn)DX51D。可見,操作側(cè)搭接面在焊輪碾壓電極放電作用下,有未完全融合區(qū)域,只有物理性的絞合連接,沒有金屬鍵原子間的結(jié)合。
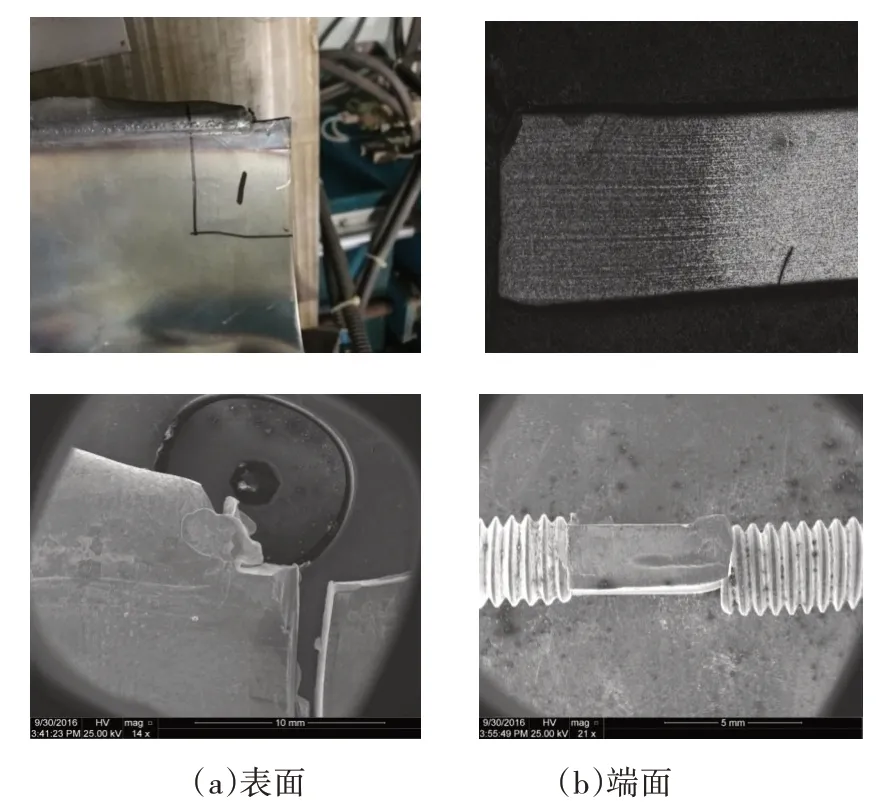
圖7 斷帶焊縫邊緣處斷面形貌
3 原因分析及討論
3.1 焊接工藝參數(shù)控制
根據(jù)焊縫斷帶的焊接溫度曲線波動(dòng)及焊縫質(zhì)量分析,可以看到,在原焊接工藝參數(shù)條件下,整條焊縫沒有完全實(shí)現(xiàn)均勻、連續(xù)的良好熔核,部分沒有完全熔合,導(dǎo)致焊縫虛焊。可見,厚規(guī)格2.5 mm DP600的窄搭接焊工藝參數(shù)需進(jìn)一步優(yōu)化。
窄搭接焊過程是將兩塊材料(帶鋼)搭接在一起,通過適當(dāng)?shù)碾娏鳎篙喌哪雺海诓牧献陨淼碾娮琛⒉牧祥g及材料與電極間接觸部分的集中電阻上產(chǎn)生熱量,最終熔化而焊接起來(lái),是一種快速加熱,快速冷卻的熱循環(huán)過程。雙相鋼DP600 因合金元素Si、Mn 等含量高,其可焊性指標(biāo)CE(碳當(dāng)量)為0.500,我們知道碳當(dāng)量越小,可焊性越好;反之,碳當(dāng)量越大,可焊性就越差。當(dāng)碳當(dāng)量值超過0.4 時(shí),冷裂紋敏感性增加,對(duì)焊接工藝參數(shù)比較苛刻。通過下列幾組工藝參數(shù),采用窄搭接焊機(jī),對(duì)鋼種DP600 厚度2.5 mm、DX51D 厚度2.5 mm 進(jìn)行焊接試驗(yàn)。焊機(jī)根據(jù)焊接有效長(zhǎng)度自帶焊縫溫度曲線,焊接完成后,焊接溫度曲線要求平穩(wěn)且在溫度要求范圍以內(nèi);焊縫剪切下來(lái)的長(zhǎng)條作為試驗(yàn)樣本,利用杯突試驗(yàn)機(jī)均勻取焊縫5個(gè)點(diǎn)做杯突試驗(yàn),5個(gè)杯突試驗(yàn)點(diǎn)全部合格,說明焊縫質(zhì)量合格,只要有一個(gè)杯突試驗(yàn)點(diǎn)不合格,說明焊縫質(zhì)量不合格。根據(jù)杯突試驗(yàn)結(jié)果和焊縫的表面形貌得到最佳焊接工藝參數(shù),并研究工藝參數(shù)對(duì)焊縫質(zhì)量的影響。焊接工藝參數(shù)如表4所列。
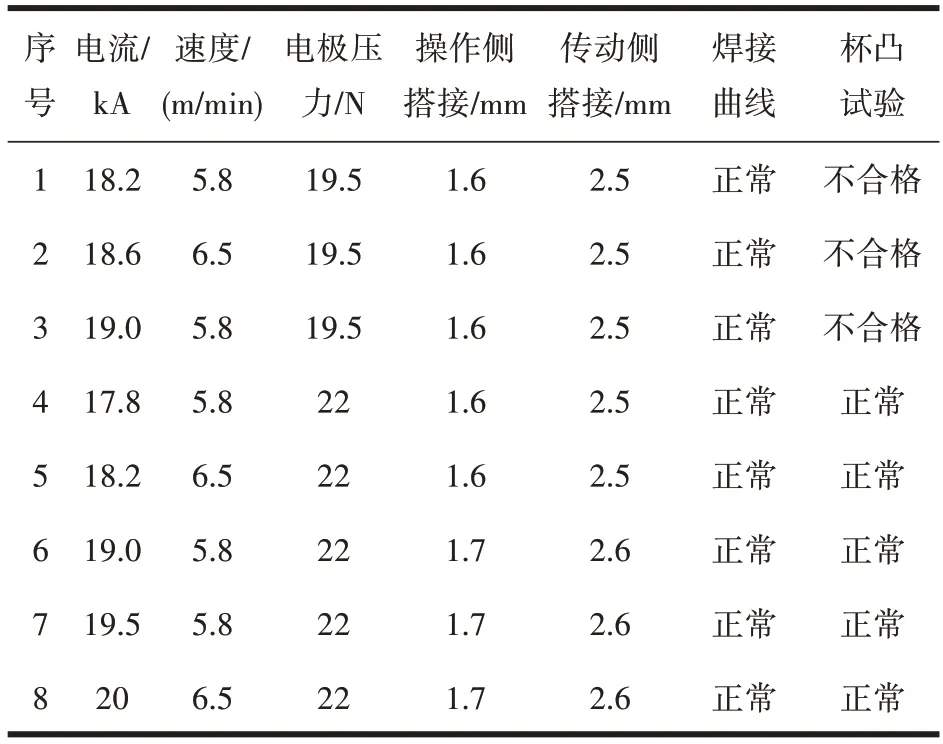
表4 DP600厚度2.5 mm與DX51D厚度2.5 mm焊接工藝表
由表4可以看到,1號(hào)試樣為焊縫斷帶原工藝參數(shù),其操作側(cè)和中部杯突試驗(yàn)不合格,如圖8 所示。操作側(cè)杯突沿著焊縫裂開,沒有出現(xiàn)縱向撕裂,仔細(xì)觀察撕裂區(qū),發(fā)現(xiàn)母材搭接量處完全各自分開,沒有實(shí)現(xiàn)有效熔合,并且焊縫出現(xiàn)大量焊渣。對(duì)比1、2、3 號(hào)試樣,當(dāng)焊輪壓力設(shè)定為19.5 kN 時(shí),調(diào)節(jié)不同焊接電流,焊接溫度曲線良好,但是杯凸試驗(yàn)不合格,杯凸裂紋沿著焊縫擴(kuò)展,搭接區(qū)母材相互撕開,表明焊縫沒有完全焊透;當(dāng)增加焊輪壓力設(shè)定為22 kN 時(shí),電流由17.8 kA 逐步增加到19.0 kA時(shí),杯凸試驗(yàn)都合格,其焊接平均溫度由978℃提高到1100℃,焊縫表面質(zhì)量良好,有少量的氧化鐵皮。當(dāng)電流增加到19.5 kA 時(shí),焊縫火花出現(xiàn)“炸火”現(xiàn)象,焊縫表面質(zhì)量出現(xiàn)焊渣,壓坑,同時(shí)焊輪表面也出現(xiàn)焊渣及腐蝕坑。如圖9 所示。對(duì)比3、6 號(hào)試樣,可以看到,當(dāng)增加焊輪壓力,焊縫表面質(zhì)量明顯好轉(zhuǎn),同時(shí)對(duì)抑制熔核飛濺有明顯改善。這是因?yàn)閴毫υ黾樱篙喤c母材面積增加,焊接回路電阻減小,焊縫單位面積內(nèi)熱輸入量降低,可減少熔核區(qū)域溶液飛濺。通過試驗(yàn),可以看到,當(dāng)焊接電流為19.0 kA,焊輪移動(dòng)速度為5.8 m/min,電極壓力為22 kN,操作側(cè)搭接量為1.7 mm,傳動(dòng)側(cè)搭接量為2.6 mm 時(shí),焊接工藝參數(shù)最佳。
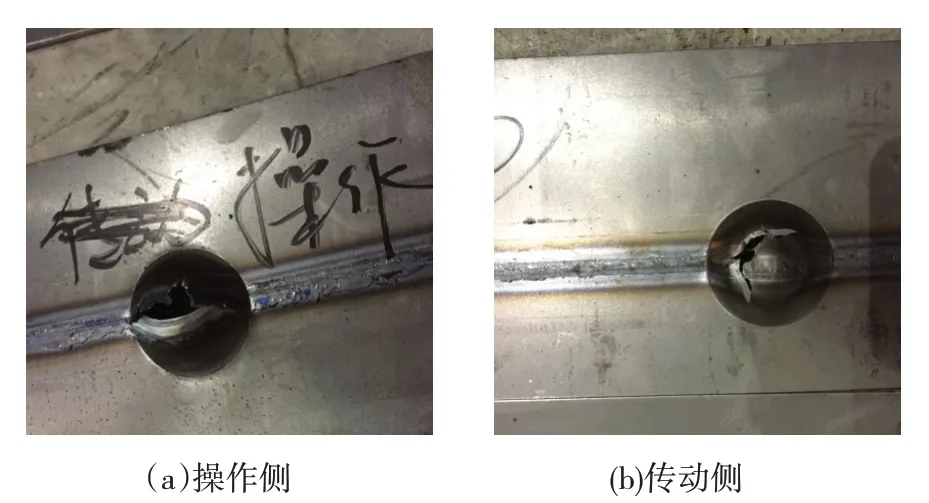
圖8 1號(hào)試樣操作側(cè)與傳動(dòng)側(cè)杯凸
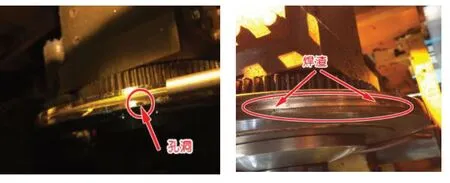
圖9 焊輪表面腐蝕孔洞及焊渣
3.2 焊輪的影響
窄搭接焊焊輪在焊接時(shí),充當(dāng)焊接電極、電阻、提供焊接壓力,對(duì)焊縫質(zhì)量有著至關(guān)重要的作用。對(duì)于厚規(guī)格DP600 的焊接,由于復(fù)雜的合金元素和高的強(qiáng)度,不利于焊縫組織均勻性,同時(shí)焊接工藝參數(shù)有效調(diào)整范圍較普通碳鋼要小,這意味著焊接工藝參數(shù)的少量調(diào)整,就對(duì)焊縫質(zhì)量有著明顯的影響,這樣的特點(diǎn)也對(duì)焊輪的表面質(zhì)量也有著較高的要求。
焊輪是窄搭接焊最易消耗的部件,焊輪表面的圓度、焊渣、孔洞等對(duì)焊縫表面質(zhì)量有著明顯的影響。對(duì)于DP600 厚度2.0 mm 以上的窄搭接焊,對(duì)焊輪的要求如下。
(1)焊輪在線修磨要修成略帶圓弧的頂面,以使鋼帶在焊點(diǎn)處相互緊密接觸,使電流集中在此處,以此為中心形成熔核,從而使焊縫連續(xù)、均勻。
(2)必須保證焊輪圓周光滑圓順,沒有凸點(diǎn)和凹點(diǎn),這樣才能保證焊接時(shí),隨著焊輪的轉(zhuǎn)動(dòng),所有點(diǎn)均能均勻接觸鋼帶,不會(huì)造成只有局部接觸,使電流集中于某一點(diǎn),燒傷鋼帶或焊輪。
4 結(jié)論
(1)DP600 厚度2.5 mm 與DX51D 厚度2.5 mm的焊縫斷帶進(jìn)行金相、SEM 分析,操作側(cè)為裂紋源,邊部有大的塑性變形,而中部未熔合區(qū)域較多,整條焊縫熔核不均勻、連續(xù),在爐內(nèi)高溫和張力作用下,造成斷帶。
(2)通過對(duì)DP600 厚度2.5 mm 的窄搭接焊接試驗(yàn),工藝參數(shù)進(jìn)行摸索,當(dāng)焊接電流為19.0 kA,焊輪移動(dòng)速度為5.8 m/min,電極壓力為22 kN,操作側(cè)搭接量為1.7 mm,傳動(dòng)側(cè)搭接量為2.6 mm 時(shí),焊接工藝參數(shù)最佳,焊縫質(zhì)量良好。
(3)對(duì)于DP600 厚度2.5 mm 的窄搭接焊接,適當(dāng)增加焊輪壓力,焊縫表面質(zhì)量明顯好轉(zhuǎn),同時(shí)對(duì)抑制熔核飛濺有明顯改善。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24