大寬厚比薄規(guī)格鍍鋅家電板生產(chǎn)關(guān)鍵技術(shù)與質(zhì)量控制
2022-04-26 01:17:32左岳,劉劼,陳鐘
冶金動(dòng)力 2022年2期
左 岳,劉 劼,陳 鐘
(馬鞍山鋼鐵股份有限公司冷軋總廠,安徽馬鞍山 243000)
前言
中國(guó)連續(xù)熱鍍鋅技術(shù)起始于20 世紀(jì)70 年代末期,到了21世紀(jì)初,隨著國(guó)民經(jīng)濟(jì)的快速發(fā)展,連續(xù)熱鍍鋅機(jī)組的建設(shè)獲得很大的發(fā)展[1-3]。熱鍍鋅產(chǎn)品因具有極佳的耐腐蝕性能和良好的外觀,被廣泛地應(yīng)用在建筑、汽車、家用電器、輕工包裝等行業(yè)。
目前,國(guó)內(nèi)薄規(guī)格以及超薄規(guī)格鍍鋅板一般在專業(yè)化生產(chǎn)線上生產(chǎn),由于工藝裝備配置及產(chǎn)線定位所存在的巨大差異,在大型立式連續(xù)退火爐鍍鋅線生產(chǎn)大寬厚比薄規(guī)格高表面質(zhì)量要求的熱鍍鋅產(chǎn)品存在較大技術(shù)難度。因鍍鋅工藝窗口窄,易斷帶、瓢曲、劃傷等原因,一直不能在馬鋼4#鍍鋅線批量生產(chǎn),需要系統(tǒng)開(kāi)展技術(shù)攻關(guān)。
杜江等針對(duì)薄規(guī)格鍍鋅板生產(chǎn)過(guò)程中的斷帶、褶皺、外觀差、鍍后變形的原因和應(yīng)對(duì)措施進(jìn)行了研究,總結(jié)出生產(chǎn)高質(zhì)量薄規(guī)格鍍鋅板的相關(guān)經(jīng)驗(yàn)[4]。孫永旭針對(duì)薄規(guī)格產(chǎn)品鍍鋅工序板形控制開(kāi)展研究,通過(guò)對(duì)退火、熱鍍、平整及拉矯工藝的優(yōu)化,摸索出了薄規(guī)格全硬鋼板形控制的方法,使板形質(zhì)量得到大幅度改善[5]。李偉剛針對(duì)2#鍍鋅線生產(chǎn)0.3 mm 薄規(guī)格生產(chǎn)工藝控制要點(diǎn)進(jìn)行了詳細(xì)描述,為超薄鍍鋅鋼板的生產(chǎn)提供參考[6]。姚養(yǎng)庫(kù)等針對(duì)0.12~0.25 mm 極薄熱鍍鋅鋼板的生產(chǎn)工藝和設(shè)備進(jìn)行介紹[7-8]。劉忠寶等詳細(xì)闡述了熱鍍鋅薄板帶的生產(chǎn)工藝布置及設(shè)備組成[9]。岑耀東針對(duì)薄規(guī)格熱鍍鋅板邊部過(guò)鍍鋅的原因及設(shè)備改造進(jìn)行研究分析,通過(guò)安裝邊部加熱管以彌補(bǔ)帶鋼邊部的熱量損失有效改善邊部過(guò)鍍鋅問(wèn)題[10]。
1 4#鍍鋅線生產(chǎn)工藝流程
冷軋總廠4#連續(xù)熱鍍鋅機(jī)組的年設(shè)計(jì)產(chǎn)量為40 萬(wàn)t,產(chǎn)品定位為高表面質(zhì)量的家電板,帶鋼厚度為0.3~1.6 mm,帶鋼寬度為800~1 650 mm,采用美鋼聯(lián)法生產(chǎn),生產(chǎn)線分成4大部分:入口段、工藝段、質(zhì)量檢查段、出口段。具體工藝流程見(jiàn)圖1。

圖1 4#鍍鋅線生產(chǎn)工藝流程
2 生產(chǎn)過(guò)程控制及重難點(diǎn)技術(shù)優(yōu)化
大寬厚比薄規(guī)格熱鍍鋅鋼板的原料和成品具有以下特點(diǎn)。
(1)原料軋硬卷在軋制時(shí)變形量大,其內(nèi)部積聚的金屬畸變能也越大,因此退火再結(jié)晶溫度低。
(2)在后續(xù)工序加工時(shí),很少用于沖壓變形。
(3)在使用時(shí),用戶對(duì)其強(qiáng)度要求較高。
(4)產(chǎn)品等級(jí)一般為CQ級(jí)。
(5)厚鍍層易產(chǎn)生邊部增厚缺陷,從而導(dǎo)致喇叭口,甚至產(chǎn)生廢品。
2.1 上料開(kāi)卷工序工藝改進(jìn)
(1)核實(shí)來(lái)料質(zhì)量信息,加強(qiáng)原料檢查,重點(diǎn)關(guān)注毛刺、鋸齒邊、邊損、邊裂與頭尾板形,同時(shí)步進(jìn)梁一次上料不要過(guò)多。
(2)入口段準(zhǔn)備好電動(dòng)剪、鐵皮剪,并提前準(zhǔn)備廢板,預(yù)防雙層剪剪不斷時(shí)采用墊廢板剪切的方式維持生產(chǎn)。
(3)全程跟蹤開(kāi)卷過(guò)程,將頭尾厚度不均剪切干凈,若出現(xiàn)剪切不斷等異常情況,及時(shí)人工干預(yù)。
(4)焊接過(guò)程中,密切關(guān)注帶頭從等待位到焊機(jī)的運(yùn)行過(guò)程,如出現(xiàn)卡阻及時(shí)處理,檢查確認(rèn)焊接曲線,并進(jìn)行焊縫錘擊,確保焊縫質(zhì)量完好,避免焊縫斷帶。
2.2 退火工序工藝改進(jìn)
退火的作用一方面用爐內(nèi)的保護(hù)氣體(N2和H2的混合氣體)將帶鋼表面的氧化鐵皮還原成海綿狀純鐵,由此形成適合于熱鍍鋅的活性表面;另一方面對(duì)帶鋼進(jìn)行再結(jié)晶退火處理,以獲得良好的力學(xué)性能,方便熱鍍鋅板的后續(xù)加工。熱鍍鋅鋼板典型的退火工藝是:將帶鋼加熱到再結(jié)晶退火溫度,保溫一定時(shí)間,再冷卻到入鋅鍋要求的溫度。
2.2.1 防瓢曲工藝優(yōu)化
長(zhǎng)期實(shí)踐證明,薄規(guī)格鍍鋅瓢曲主要受退火溫度、線速度、冷卻速度、爐子張力四個(gè)關(guān)鍵因素影響。只要四個(gè)參數(shù)設(shè)置合理、產(chǎn)線穩(wěn)定,可避免瓢曲缺陷。通過(guò)長(zhǎng)期摸索與生產(chǎn)跟蹤,總結(jié)出解決瓢曲缺陷的典型工藝制度。
①溫度制度,見(jiàn)表1 所列。

表1 4#鍍鋅線薄規(guī)格產(chǎn)品退火溫度控制表
②線速度:100~120 r/min;
③冷卻方式:風(fēng)機(jī)轉(zhuǎn)速0~10%;
④爐子張力:按系統(tǒng)張力或優(yōu)化后的系統(tǒng)張力。
2.2.2 退火爐熱工工藝優(yōu)化
通過(guò)普查4#鍍鋅線輻射管空氣及煤氣壓差,對(duì)于煤氣壓差偏低的輻射管進(jìn)行重新調(diào)整,提升至1.2 kPa。在新空燃比的情況下,密切關(guān)注廢氣煙溫,通過(guò)持續(xù)地觀察,煙溫在可以接受的溫度范圍內(nèi)。其次,在加熱模型中,由設(shè)定溫度與實(shí)際溫度的差值,產(chǎn)生加熱需求,由加熱需求計(jì)算輻射管在一個(gè)周期內(nèi)的燃燒時(shí)間,在模型中將加熱需求提升5%,提升在周期內(nèi)的輻射管加熱時(shí)間,從而提升退火爐的加熱能力。相對(duì)于傳統(tǒng)的直接調(diào)整空燃比來(lái)說(shuō),放大加熱需求是一種更加柔和的方式,且在正常的空燃比情況下,單純地提升燃燒時(shí)間不會(huì)對(duì)輻射管造成損壞。
如2 圖所示,當(dāng)設(shè)定765 ℃時(shí),在原有加熱需求的情況下,到750 ℃之前為滿度燃燒,進(jìn)入750 ℃之后,系統(tǒng)判斷接近目標(biāo)值,會(huì)自動(dòng)降低加熱需求,最后的15 ℃通過(guò)減速加熱的方式逼近目標(biāo)溫度。如果本身加熱能力有限,這個(gè)逼近的過(guò)程就會(huì)相當(dāng)緩慢(如①所示);增加了加熱需求之后,可以將滿度燃燒的最低點(diǎn)提升至760 ℃,最后的5 ℃進(jìn)行減速逼近,這樣就可以更加快速的達(dá)到目標(biāo)值(如②所示)。圖2中②與①比較來(lái)看,②至少比①早一個(gè)周期進(jìn)入目標(biāo)值。通過(guò)加熱能力的優(yōu)化調(diào)整,退火爐升降溫變?yōu)槿岷瓦^(guò)渡,對(duì)防止薄帶鋼瓢曲有較好的效果。

圖2 退火爐加熱模型優(yōu)化
2.2.3 鋅鼻子露點(diǎn)控制系統(tǒng)自主設(shè)計(jì)改造
鋅鼻子露點(diǎn)的有效控制是改善鋅灰鋅渣缺陷的有效措施。4#鍍鋅線原沒(méi)有鋅鼻子露點(diǎn)控制,只有爐子出口露點(diǎn)監(jiān)控,因?yàn)榇藱z測(cè)點(diǎn)距離鋅鼻子過(guò)遠(yuǎn),無(wú)法真實(shí)反映鋅鼻子露點(diǎn),也無(wú)法正常控制鋅鼻子露點(diǎn)值。正常生產(chǎn)要求鋅鼻子露點(diǎn)控制在-20 ℃左右,而在此控制模式下鋅鼻內(nèi)露點(diǎn)值經(jīng)常超過(guò)+10 ℃,不僅僅對(duì)露點(diǎn)分析儀造成嚴(yán)重?fù)p害,而且由于露點(diǎn)過(guò)高,對(duì)產(chǎn)品質(zhì)量造成嚴(yán)重威脅。
在分析了外方控制程序以后,對(duì)程序進(jìn)行優(yōu)化,在鋅鼻子處增加一組露點(diǎn)分析儀,在WINCC 畫面中增加接口,重新編寫露點(diǎn)控制程序,實(shí)現(xiàn)鼻子區(qū)域露點(diǎn)的自動(dòng)控制。圖3 為8 h 內(nèi)實(shí)際生產(chǎn)時(shí)的露點(diǎn)控制曲線。
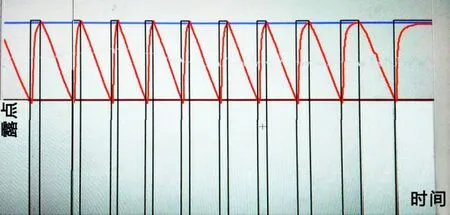
圖3 連續(xù)8 h內(nèi)露點(diǎn)控制實(shí)際曲線
2.2.4 退火爐跳輥區(qū)域張力優(yōu)化
跳輥區(qū)域需要同時(shí)對(duì)跳輥位置和跳輥張力進(jìn)行控制,焊縫進(jìn)入退火爐時(shí)張力調(diào)整容易產(chǎn)生波動(dòng),特別是薄規(guī)格帶鋼,帶鋼張力小,一旦產(chǎn)生波動(dòng)很難調(diào)整。
通過(guò)調(diào)整跳輥張力控制調(diào)節(jié)器參數(shù)以及優(yōu)化跳輥張力反饋,有效地控制了薄規(guī)格帶鋼進(jìn)入退火爐時(shí)的張力波動(dòng)幅度,降低爐內(nèi)帶鋼因張力波動(dòng)造成瓢曲的風(fēng)險(xiǎn),如圖4所示。
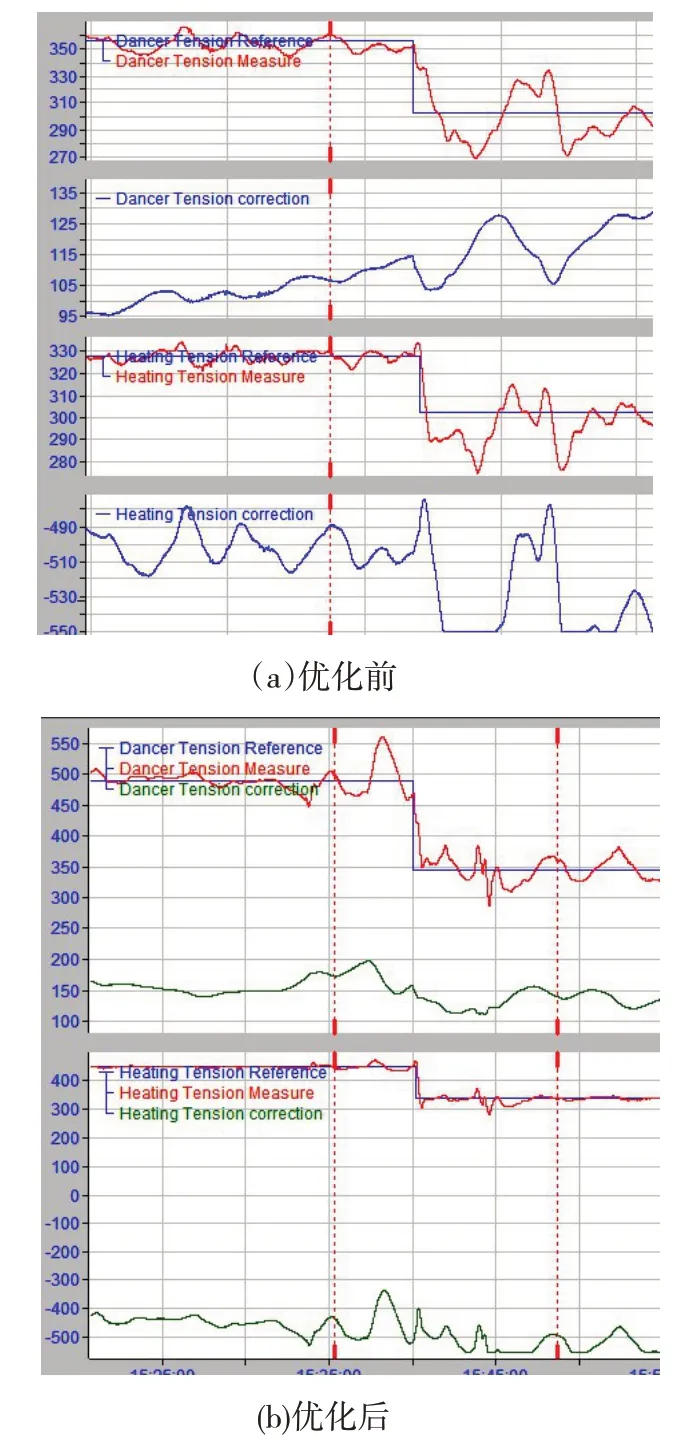
圖4 優(yōu)化前后薄規(guī)格過(guò)焊縫時(shí)張力波動(dòng)
2.3 氣刀工序工藝改進(jìn)
生產(chǎn)線使用方登(FOEN)動(dòng)態(tài)氣刀系統(tǒng),依靠從氣刀嘴噴射出來(lái)的高流量較高純度的壓縮空氣刮削掉出鋅鍋后帶鋼上多余的鋅液。通過(guò)調(diào)整氣刀噴吹壓力和氣刀與帶鋼之間的距離來(lái)控制鋅層的厚度和均勻性。如果不考慮帶鋼邊緣效應(yīng),從氣刀嘴噴射出來(lái)的氣體是一個(gè)扁平狀的氣流,氣流的流速在帶鋼寬度方向的分量幾乎為零,是一種二維噴射[10]。但實(shí)際上在帶鋼的邊緣位置,兩股相交的氣流會(huì)發(fā)生激烈的碰撞,使流向發(fā)生偏轉(zhuǎn),在帶鋼寬度方向上有了分量,產(chǎn)生渦流,此時(shí),氣體的流向變得非常復(fù)雜,刮鋅能力減弱。為了改變這種偏轉(zhuǎn)的氣流,通過(guò)安裝氣刀擋板的方式改變氣流方向,一定程度上能部分消除帶鋼邊緣效應(yīng)帶來(lái)的影響,使氣流較均勻地噴向帶鋼邊緣,對(duì)帶鋼邊部過(guò)鍍鋅有一定的抑制作用。
由于薄規(guī)格帶鋼熱鍍鋅時(shí)邊部自身散熱快,邊部鋅液冷卻快,再加上氣刀高速氣流對(duì)帶鋼邊部的強(qiáng)力冷卻,導(dǎo)致邊部鋅液溫度降低(接近凝固點(diǎn)419.5 ℃),黏性增強(qiáng)。此時(shí),氣刀的刮削能力不能充分發(fā)揮,無(wú)法吹掉帶鋼邊部多余的鋅液,造成邊部過(guò)鍍鋅,而且基板厚度越薄、散熱越快,越容易出現(xiàn)邊部過(guò)鍍鋅缺陷。尤其是薄規(guī)格厚鍍層鍍鋅卷經(jīng)常在邊部10 mm 左右范圍內(nèi)出現(xiàn)鋅層超厚現(xiàn)象,鋅層厚度比正常高出20%~100%,帶有該缺陷的帶鋼在卷取時(shí),因累積效應(yīng)而使成品卷邊部翹起,形成喇叭口,在后續(xù)開(kāi)卷時(shí)會(huì)產(chǎn)生邊浪。該缺陷一直是薄規(guī)格鍍鋅生產(chǎn)中最常見(jiàn)而又難以解決的問(wèn)題之一,如圖5所示。

圖5 薄規(guī)格鍍鋅卷邊部增厚現(xiàn)象
實(shí)際生產(chǎn)中采用相應(yīng)制度,此缺陷得到有效控制,目前4#鍍鋅線已可批量生產(chǎn)薄規(guī)格單面137.5 g/m2厚鍍層訂單。
①生產(chǎn)線速度按上限控制。
②氣刀參數(shù)調(diào)整控制:氣刀高度≤300 mm,氣刀間距≥12 mm,氣刀壓力≥13.5 kPa。
③氣刀邊部擋板位置:氣刀邊部擋板距帶鋼距離2~3 mm,且與帶鋼在同一水平位置。
④氣刀擋板垂直度精度和氣刀裝配精度管理。
⑤通過(guò)監(jiān)控鋅層測(cè)厚儀,觀察帶鋼邊部鍍層厚度與中部是否均勻。
⑥光整通過(guò)調(diào)整彎輥控制邊部質(zhì)量,同時(shí)觀察有無(wú)邊皺、亮邊情況。
⑦焊縫到達(dá)出口時(shí)在帶頭取樣,現(xiàn)場(chǎng)測(cè)量?jī)蓚?cè)邊部5 mm、10 mm、20 mm 處厚度與帶鋼中部的厚度差,當(dāng)邊部厚度大于中部厚度0.01 mm 以上時(shí),存在邊厚、卷取疊加翻邊(喇叭口)的風(fēng)險(xiǎn)。
⑧出口采用齊邊卷曲,卷取至3~4 t時(shí)出口操作人員負(fù)責(zé)觀察并用手觸摸卷取機(jī)上鋼卷兩側(cè)邊部有無(wú)隆起、翻邊(喇叭口)現(xiàn)象。
⑨結(jié)合訂單要求,在滿足最小卷卷重的前提下,合理分小卷。
⑩鋼卷下線后,出口操作人員仔細(xì)檢查鋼卷邊部情況,確認(rèn)是否存在收帶尾時(shí)跑偏、帶尾溢出(折疊)等現(xiàn)象。
2.4 光整工序工藝改進(jìn)
2.4.1 光整區(qū)域張力控制優(yōu)化
針對(duì)薄規(guī)格,特別是窄薄規(guī)格(如0.4×1 000 mm),原來(lái)生產(chǎn)時(shí)很容易造成光整區(qū)域張力震蕩性波動(dòng),產(chǎn)品質(zhì)量無(wú)法控制。通過(guò)修改光整機(jī)區(qū)域張力控制程序中的I值(積分值),有效穩(wěn)定了窄薄規(guī)格張力和軋制力波動(dòng)。
從圖6可看出,調(diào)整后的光整段張力控制穩(wěn)定,薄窄規(guī)格產(chǎn)品光整軋制穩(wěn)定性大幅度提高。

圖6 光整區(qū)域張力優(yōu)化參數(shù)示意圖
2.4.2 光整區(qū)域劃傷缺陷優(yōu)化
光整機(jī)后面配備了一組高壓熱水噴淋(配備1組擠干輥)、一組脫鹽水噴淋(配備1 組擠干輥)和一組熱風(fēng)干燥系統(tǒng)。為了保護(hù)光整機(jī)工作輥及帶鋼焊縫不斷帶,光整機(jī)過(guò)焊縫時(shí)會(huì)輕開(kāi)。在過(guò)焊縫時(shí),兩組噴淋提前關(guān)閉,兩組擠干輥也是處于打開(kāi)狀態(tài)。而在實(shí)際的生產(chǎn)過(guò)程中,由于過(guò)焊縫時(shí)高壓噴淋系統(tǒng)管道內(nèi)的殘壓原因,導(dǎo)致過(guò)焊縫時(shí),板面難免有殘余的水分滴落在板面上,在擠干輥打開(kāi)的狀態(tài)下,殘余的水分通過(guò)熱風(fēng)干燥機(jī)不能徹底干燥板面,就會(huì)在7#張緊輥1#輥處產(chǎn)生輥面打滑現(xiàn)象,特別是薄帶鋼,張力小,過(guò)焊縫打滑劃傷的現(xiàn)象較為突出。
為了解決此類問(wèn)題,設(shè)計(jì)增加了一套高效吹掃系統(tǒng),如圖7 所示,確保板面全覆蓋,解決了光整過(guò)焊縫板面劃傷問(wèn)題。

圖7 光整機(jī)吹掃系統(tǒng)原理圖
2.5 出口卷取工序工藝改進(jìn)
2.5.1 卷取張力錐度優(yōu)化
生產(chǎn)線從投產(chǎn)以來(lái)一直采用恒張力卷取制度。隨著薄規(guī)格尤其是大寬厚比薄規(guī)格IF 鋼的量產(chǎn),出現(xiàn)了薄軟規(guī)格帶鋼卷取后再次開(kāi)卷產(chǎn)生浪形。結(jié)合其它產(chǎn)線卷取經(jīng)驗(yàn),在試驗(yàn)跟蹤基礎(chǔ)上通過(guò)采用卷取張力錐度控制的方式消除或減輕這種缺陷,如圖8所示。

圖8 出口卷取張力錐度控制
錐度卷取工藝:①卷徑φ610~750 mm 為1.6 倍T0高張力卷取;②卷徑φ750~780 mm 為錐度卷取;③卷徑φ850~Max mm 為T0低張力卷取。目前出口張力自動(dòng)斜率控制主要通過(guò)對(duì)設(shè)定值進(jìn)行錐度控制,斜坡范圍在0~100 daN 調(diào)整,實(shí)現(xiàn)畫面控制和卷徑聯(lián)鎖的方式完善薄規(guī)格卷取張力錐度系統(tǒng)配置。
2.5.2 薄寬規(guī)格打捆優(yōu)化
大寬厚比薄規(guī)格鍍鋅卷下線時(shí),外圈帶尾易與步進(jìn)梁鞍座產(chǎn)生擠壓從而導(dǎo)致外圈折皺,同時(shí)使用打捆帶打包時(shí)也易產(chǎn)生外圈折皺,鞍座凸起物也易產(chǎn)生烙印,對(duì)內(nèi)部鋼卷存在折痕、烙印潛在風(fēng)險(xiǎn),通過(guò)在下線第一個(gè)鞍座上粘貼3M 膠帶和鞍座增加羊毛氈的方法,完全消除了薄寬規(guī)格鍍鋅卷外圈折皺、烙印的缺陷,如圖9所示。
2.6 全流程設(shè)計(jì),解決用戶個(gè)性化力學(xué)性能需求問(wèn)題
薄規(guī)格家電板用戶對(duì)力學(xué)性能一般都有特殊要求,主要表現(xiàn)在高強(qiáng)度、高延伸率、高厚度精度方面。通過(guò)采取從訂單評(píng)審、煉鋼鋼種組選擇、熱軋溫度制度、鍍鋅工藝調(diào)整(溫度、速度、光整拉矯延伸率)、異常性能分析改進(jìn)等措施,從產(chǎn)品設(shè)計(jì)入手,通過(guò)試制跟蹤、工藝優(yōu)化調(diào)整等方式,有效解決了海爾、禾盛、立霸、蘇泊爾等不同用戶不同性能要求。

圖9 薄寬規(guī)格鍍鋅卷打捆方式
3 結(jié)論
大寬厚比薄規(guī)格鍍鋅家電板的試制與量產(chǎn),突破了系列技術(shù)難點(diǎn)。
(1)制定4#鍍鋅線薄寬規(guī)格退火爐加熱溫度控制標(biāo)準(zhǔn),優(yōu)化退火爐熱工工藝,突破了薄寬規(guī)格帶鋼在大型立式爐內(nèi)容易發(fā)生瓢曲的技術(shù)瓶頸。
(2)優(yōu)化退火爐區(qū)域系統(tǒng)張力,有效防止薄寬規(guī)格鍍鋅帶鋼爐內(nèi)打滑現(xiàn)象。
(3)優(yōu)化氣刀工藝參數(shù),解決薄規(guī)格厚鍍層帶鋼邊部增厚缺陷。
(4)通過(guò)鋅鼻子露點(diǎn)控制系統(tǒng)改造,有效減少薄規(guī)格鍍鋅卷鋅灰缺陷。
(5)通過(guò)優(yōu)化光整區(qū)域系統(tǒng)張力,新增光整后吹掃系統(tǒng),有效解決了薄規(guī)格鍍鋅卷劃傷缺陷。
(6)新增出口錐度卷取工藝,有效解決薄規(guī)格鍍鋅卷開(kāi)卷浪形缺陷。
(7)實(shí)現(xiàn)薄規(guī)格鍍鋅產(chǎn)品全流程設(shè)計(jì),解決用戶個(gè)性化需求。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39