鍍鋅線氣刀條紋缺陷的原因分析及預(yù)防措施
2022-04-26 01:17:44謝慶云
冶金動力 2022年2期
謝慶云
(馬鞍山鋼鐵股份有限公司冷軋總廠,安徽馬鞍山 243000)
引言
近些年,隨著鍍鋅板作為汽車板和家電板的日益推廣和普及,客戶對于鍍鋅板的表面質(zhì)量要求也越來越高。而氣刀條紋缺陷是鍍鋅板常見的表面缺陷的一種,嚴(yán)重影響了鍍鋅板的使用。基于此,重點(diǎn)研究氣刀條紋缺陷的產(chǎn)生機(jī)理并給出對應(yīng)措施,為鍍鋅板的推廣應(yīng)用提供支撐。
1 氣刀條紋缺陷介紹
氣刀條紋是帶鋼在鍍鋅以后通過氣刀時產(chǎn)生的線條狀凸起,缺陷的主要特征是向外凸起的,并且具有連續(xù)性。氣刀條紋是由于氣刀內(nèi)某點(diǎn)的氣流存在異常,在帶鋼上體現(xiàn)為某一線的刮鋅力不強(qiáng),該處的鋅層厚度高過其他部位,在鍍鋅板表面顯現(xiàn)成一道白色線狀的缺陷。如圖1所示。
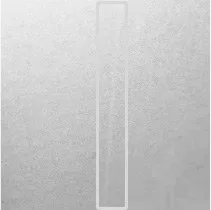
圖1 氣刀條紋
2 氣刀條紋的原因分析
氣刀裝置在生產(chǎn)線使用時,若鋅液或其他異物飛濺到氣刀刀唇上,造成氣刀氣流的軌跡產(chǎn)生偏向,從而影響到氣刀對該區(qū)域的刮鋅力變化,在鍍鋅帶鋼表面對應(yīng)區(qū)域內(nèi)形成一條鋅層偏厚的條痕。若氣刀刀唇處存在損傷,損傷位置處的氣刀氣流發(fā)生變化,則也會在鍍鋅帶鋼表面形成氣刀條紋缺陷。
區(qū)分兩者可以通過多次清理氣刀刀唇來進(jìn)行分辨,如能將氣刀條紋缺陷清理掉或氣刀條紋缺陷的位置隨著清理后發(fā)生變化,則是氣刀唇內(nèi)有鋅渣或其他異物存在;如氣刀條紋無法清理掉且氣刀條紋位置相對于氣刀位置固定,就要考慮可能是氣刀刀唇損傷,要擇機(jī)進(jìn)行停機(jī)處理,吊下氣刀進(jìn)行檢查確認(rèn)[1]。氣刀刀唇損傷則需要更換氣刀。
氣刀刀唇異物分布位置存在以下四種情況,在上刀唇端面、刀唇間隙中、下刀唇端面、下刀唇下表面,這四種情況均會造成氣刀氣流紊亂,吹鋅能力降低,從而在鍍鋅帶鋼表面產(chǎn)生氣刀條紋,如圖2所示。
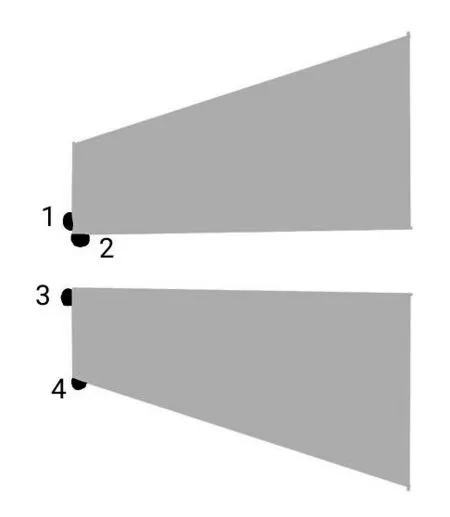
圖2 異物粘附刀唇位置
3 產(chǎn)生氣刀條紋的影響因素
產(chǎn)生氣刀條紋最主要的因素是氣刀刀唇粘鋅或結(jié)瘤。而產(chǎn)生粘鋅、結(jié)瘤的原因與氣刀上下刀唇位置、前后刀唇高度、氣刀間隙、氣刀刀唇與帶鋼距離等有密不可分的關(guān)系。
3.1 氣刀上下刀唇前后位置的影響
當(dāng)氣刀的上下刀唇端面保持前后對齊,在同一垂直面上時,如圖3 所示。氣刀刀唇中噴吹出的氣流穩(wěn)定,有利于保持鍍鋅板表面質(zhì)量生產(chǎn)穩(wěn)定,不容易產(chǎn)生氣刀條紋缺陷。
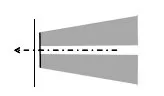
圖3 上下唇的前后對齊
當(dāng)氣刀的上刀唇凸出,下刀唇落后時,如圖4所示。氣流從氣刀間隙噴出后,受刀唇口形狀的影響,噴出的氣流會向下方發(fā)散,在氣流接觸到鍍鋅帶鋼后,氣流沿帶鋼表面形成上下分流,由于大部分氣流方向朝下,使吹鋅能力增強(qiáng),當(dāng)氣刀高度較低時,離鋅液面較近,非常容易產(chǎn)生鋅液飛濺,造成氣刀噴嘴堵塞或結(jié)瘤,且下刀唇端面易粘鋅,進(jìn)而產(chǎn)生氣刀條紋缺陷。同時,朝下散射的氣流厚度增加,使鍍鋅帶鋼表面鋅流紋及氣刀橫紋很難控制,不利于生產(chǎn)高表面質(zhì)量的鍍鋅產(chǎn)品。[2]
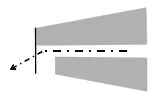
圖4 氣刀上刀唇凸出,下刀唇落后
當(dāng)氣刀的下刀唇凸出,上刀唇落后時,如圖5所示。氣流從氣刀間隙噴出后,受刀唇口形狀影響,氣流會向上方發(fā)散,使帶鋼上面的鋅液向上方飛濺,飛濺的鋅液非常容易粘在氣刀刀唇間隙或上刀唇端面,進(jìn)而產(chǎn)生較重的氣刀條紋缺陷。因此,在人工驗(yàn)收氣刀刀唇的位置時,應(yīng)嚴(yán)格把關(guān),避免出現(xiàn)下刀唇凸出、上刀唇落后的情形。
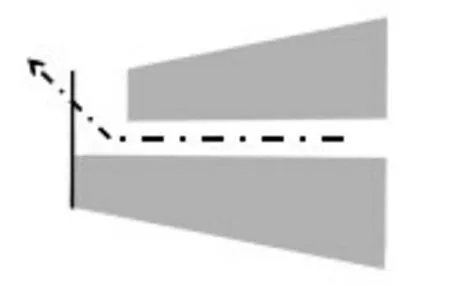
圖5 氣刀下刀唇凸出,上刀唇落后
3.2 帶鋼兩側(cè)氣刀刀唇高度的影響
當(dāng)氣刀兩側(cè)刀唇高度不在同一條水平線上時,會造成帶鋼邊部鋅液飛濺的方向混亂,從而加重氣刀與帶鋼邊部的堵塞和結(jié)瘤,產(chǎn)生氣刀條紋。其產(chǎn)生原因如圖6所示。
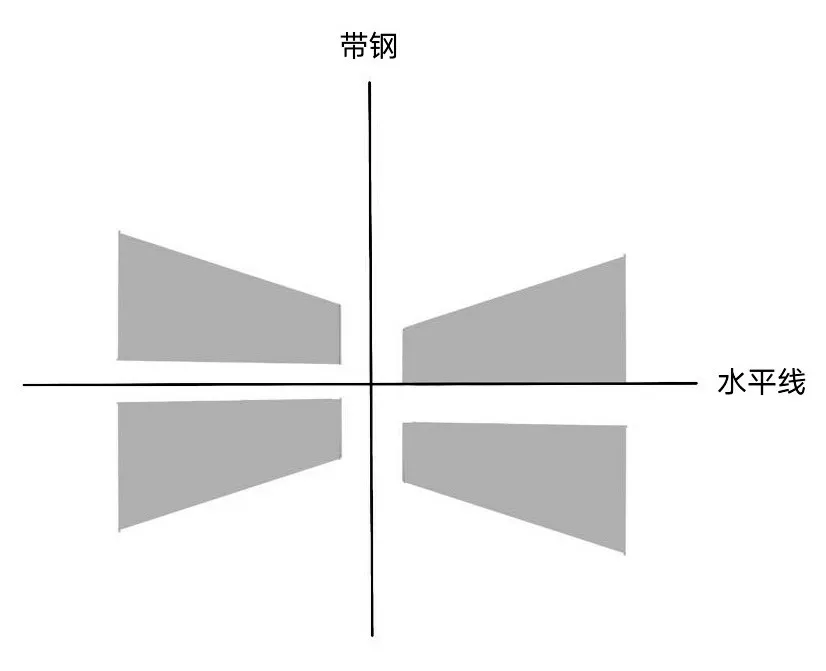
圖6 氣刀高度偏差引起結(jié)瘤
假定左側(cè)氣刀高度高于右側(cè),在帶鋼鍍上鋅層離開鋅鍋液面后,帶鋼右側(cè)下方區(qū)域先受到右側(cè)氣刀氣流噴吹,無法抵消掉左側(cè)氣刀噴吹的氣流,同時受到邊部紊亂氣流的影響,會造成右側(cè)下方區(qū)域的鋅液發(fā)生無序飛濺,從而易使鋅液飛濺到左側(cè)下刀唇的區(qū)域,在下刀唇下表面粘鋅結(jié)瘤,進(jìn)而產(chǎn)生氣刀條紋。同時,左側(cè)上方區(qū)域噴出的氣流無法與右側(cè)氣流抵消,導(dǎo)致在右側(cè)上刀唇端面形成結(jié)瘤。帶鋼離氣刀越近,越容易發(fā)生結(jié)瘤,越容易產(chǎn)生氣刀條紋缺陷。
3.3 氣刀間隙的影響
從理論上來說,氣刀刀唇之間的間隙越小,帶鋼表面質(zhì)量越好。但刀唇間隙越小,氣刀各項(xiàng)參數(shù)越不易控制,生產(chǎn)越不穩(wěn)定,易產(chǎn)生缺陷;當(dāng)氣刀刀唇間隙越大時,越不容易產(chǎn)生帶鋼邊部結(jié)瘤,但隨著氣流截面積增大,容易造成氣刀壓力不穩(wěn),進(jìn)而出現(xiàn)鍍鋅表面質(zhì)量缺陷。氣刀刀唇間隙經(jīng)驗(yàn)值在0.5~1.8 mm,通常控制在0.6~1.4 mm。
3.4 氣刀刀唇與帶鋼的距離的影響
氣刀刀唇距帶鋼的距離越小時,越容易造成氣刀結(jié)瘤后產(chǎn)生氣刀條紋缺陷。氣刀刀唇距帶鋼的距離越大時,越難造成氣刀結(jié)瘤。當(dāng)氣流從刀唇口出來之后,隨著距離的變化,氣流形狀也將發(fā)生變化,開始分散、不規(guī)則,當(dāng)氣流出現(xiàn)紊亂時,容易產(chǎn)生鍍鋅表面缺陷[3]。實(shí)際生產(chǎn)中,根據(jù)帶鋼厚度及鍍層厚度區(qū)分,氣刀刀唇與帶鋼的距離一般為8~25mm。
3.5 氣刀擋板的影響
氣刀擋板位于鍍鋅帶鋼兩側(cè),與鍍鋅帶鋼在同一水平面上,目的是作為帶鋼寬度方向的延長,以保證帶鋼邊部氣流的均勻和穩(wěn)定。氣刀擋板與帶鋼邊部的距離不宜過寬,否則無法保證帶鋼邊部氣流的均勻和穩(wěn)定,理論上氣刀擋板與帶鋼邊部越近越好,但實(shí)際操作中距離過近易產(chǎn)生剮蹭,造成鍍鋅表面缺陷產(chǎn)生。實(shí)際生產(chǎn)過程中,邊緣擋板與帶鋼邊部的距離控制在2~10 mm。
4 氣刀條紋的預(yù)防措施
(1)氣刀唇口保持清潔,在停機(jī)檢修時,清理干凈氣刀唇內(nèi)外的鋅渣或其他異物,保持刀唇表面光潔無異物。
(2)帶鋼兩側(cè)的氣刀水平度要保持一致,在安裝氣刀時,要用水平儀進(jìn)行氣刀水平度精調(diào)。確保氣刀上下刀唇位置對齊、前后刀唇高度一致。
(3)在氣刀上線前驗(yàn)收時,認(rèn)真仔細(xì)檢查刀唇間隙,保持良好的氣刀間隙精度,通常控制在0.6~1.4 mm。
(4)合理控制氣刀刀唇與帶鋼之間的距離,一般控制在8~25 mm。
(5)氣刀邊緣擋板投入,邊緣擋板與帶鋼邊部的距離控制在2~10 mm。
實(shí)施后,鍍鋅板表面質(zhì)量控制良好,無氣刀條痕缺陷。
5 結(jié)論
氣刀條紋缺陷是常見的鍍鋅板表面缺陷的一種,很長時間都一直干擾著熱鍍鋅板的表面質(zhì)量提升及其生產(chǎn)的穩(wěn)定性。通過研究氣刀條紋缺陷的產(chǎn)生原因,分析氣刀條紋產(chǎn)生的主要影響因素,考慮氣刀上下刀唇前后位置、帶鋼兩側(cè)氣刀刀唇高度、氣刀間隙、帶鋼與氣刀刀唇的距離、氣刀擋板等多重因素,采取針對性的預(yù)防措施。當(dāng)前,氣刀條紋缺陷已經(jīng)得到了有效控制,可以滿足汽車和家電用鍍鋅板的表面質(zhì)量要求。面對客戶不斷提升的表面要求,仍需從生產(chǎn)實(shí)際中不斷提升改進(jìn),降低缺陷發(fā)生概率,以滿足客戶高質(zhì)量需求。