車輪鋼閃光對焊焊接件開裂分析
2022-04-27 08:00:42張彩東張志強曹宏瑋吝章國
天津冶金 2022年2期
張彩東,馬 成,羅 揚,潘 進★,張志強,曹宏瑋,孫 力,吝章國
(1.河鋼集團鋼研總院,河北 050000;2.河鋼集團邯鄲鋼鐵公司,河北 056000;3.河鋼股份有限公司,河北 050000)
0 引言
汽車輕量化可以節省能源,減少污染物排放[1]。作為汽車驅動系統的重要組成部分,車輪的輕量化需求日益高漲,而在保證安全的前提下推進輕量化必然要求制造車輪的材料強度上升。高強鋼在車輪制造過程中,尤其是輪輞的制造過程中會經歷圈圓-焊接-擴口-滾型-脹型的多道復雜加工工序。特別是焊接對熱影響區等位置會造成不同程度的性能改變,如高強度雙相鋼的軟化、低合金高強鋼的硬度上升與脆化等現象,導致焊縫與熱影響區等位置在焊接后續的成型過程中存在開裂風險[2]。
為了分析該輪輞在制造過程中產生開裂的原因,并為后續生產工藝提供參考,對開裂樣品進行了一系列理化檢測分析。采用體視顯微鏡觀察了整體樣品的宏觀形貌、并重點對機械裝配錯位進行了測量,采用直讀光譜儀考察了車輪鋼的化學成分,利用光學顯微鏡分別針對焊縫區域、裂紋附近區域分析金相組織,利用掃描電子顯微鏡對裂紋斷口進行形貌分析,并利用顯微維氏硬度計對母材、熱影響區及焊縫的硬度變化規律進行分析。本文對開裂樣品檢測結果進行了研究,提出了輪輞加工開裂的主要原因。
1 實驗材料與方法
車輪鋼焊接樣品共計3 件,取自某車輪制造廠車輪輪輞制造過程中的焊接位置。來樣編號分別為3 號、6 號和7 號,樣品厚度約為4 mm,焊接方式為閃光對焊。斷裂位置均發生在焊縫附近,其中6號樣品存在垂直、平行于焊縫的裂紋,其中垂直裂紋長度為12.49 mm,7 號樣品存在垂直于焊縫的裂紋,其長度為25.77 mm。試樣的截取部位與宏觀形貌如圖1 所示。由圖1 可見,黃色圓圈部位為掃描電鏡觀察斷口位置,紅色直線位置為金相觀察位置,藍色直線位置為截面低倍觀察位置,綠色方框位置為直讀光譜測量成分樣品所在位置。
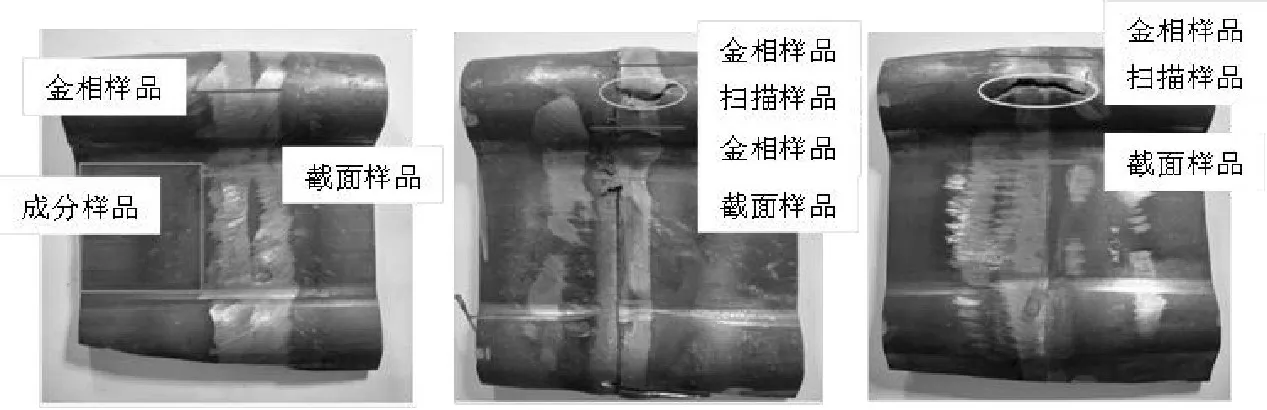
圖1 送檢樣品宏觀照片與取樣位置,從左到右分別為3號、6號和7號樣品
2 結果與討論
2.1 材料的微觀結構、成分分析和顯微硬度測試
利用直讀光譜法分析樣品基體位置的化學成分,結果列于表1。由表1 可以看出,該樣品材料采用以C-Si-Mn 體系為基礎的低碳低合金成分設計,同時添加Cr、Ni、Mo 等提高淬透性的元素以及Nb、Ti 等微合金元素,此外P 和S 元素的含量均在0.006%以下,可見其雜質元素的控制情況較好。

表1 樣品基體部位的化學成分分析結果(直讀光譜法) /wt%
2.2 截面分析
利用體視顯微鏡,分析了3 號、6 號和7 號樣品的截面形貌,如圖2 所示。其中,如圖2(a)所示,3號樣品為未開裂樣品,其母材厚度為3.90 mm。如圖2(b)所示,6號樣品母材厚度為3.93 mm,焊接位置上下各有1.31 mm和1.30 mm的錯邊現象。
針對開裂最嚴重的6 號樣品熔合線附近位置的裂紋進行截面觀察,如圖2(c)所示。可見:焊接位置上下均存在錯邊,樣品厚度為5.34 mm,這是由于閃光對焊加熱使母材軟化之后,材料受力向熔合線方向流動,在對中不良的情況下材料向上下方向產生流動,導致了在熔合線附近材料的增厚;開裂裂紋由圖中下側沿焊縫方向向上側擴展3.08 mm后,垂直焊縫向熔合線位置擴展0.93 mm,再繼續沿焊縫方向向上側擴展3.37 mm。該裂紋尚未完全貫穿焊接件。
如圖2(d)所示,7號樣品母材厚度為3.96mm,焊接位置上下各有0.20 mm和0.51 mm的錯邊現象。

圖2 送檢樣品截面圖:
2.3 金相組織分析
利用光學顯微鏡,觀察3 個樣品的金相組織,重點觀察了母材位置的微觀組織、裂紋附近的微觀組織及熔合線-熱影響區的微觀組織分布情況。
2.3.1 母材位置的微觀組織
利用光學顯微鏡,觀察樣品母材的金相組織,結果如圖3 所示。可以看出:母材的微觀組織為球化珠光體;在球化珠光體中,呈等軸狀的鐵素體晶粒構成了材料的基體部分,呈顆粒狀的滲碳體彌散、均勻地分布在鐵素體基體上。可以認為,母材在焊接之前經歷了球化退火處理。
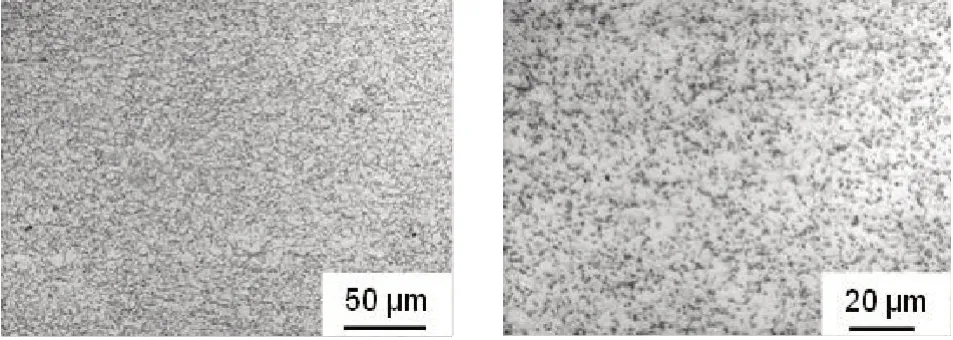
圖3 母材位置金相組織
2.3.2 裂紋附近的微觀組織
在6 號樣品位于焊縫中心位置的裂紋取樣,蝕刻后進行觀察,結果如圖4 所示。由圖4(a)發現,在裂紋中心位置材料表面存在氧化層與脫碳層;將圖4(a)紅框內部位進行放大,具體如圖4(b)所示,可見,在裂紋表面紅色虛折線部位可以觀察到脫碳現象,其外側藍色圓圈部位為松散的氧化物層,說明該位置的裂紋是在焊接高溫過程中形成的。
而在裂紋接近尖端位置形貌如圖4(c)、(d)所示,未觀察到氧化層與脫碳層,說明(c)位置裂紋是在低溫過程中形成,即在焊接熱過程中(a)位置裂紋萌生之后,在后續加工過程中裂紋擴展到(c)位置。
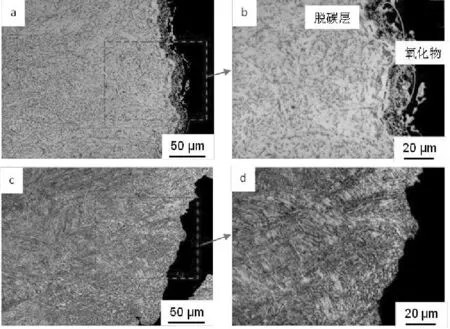
圖4 裂紋位置金相組織
2.3.3 熔合線位置與熱影響區的微觀組織分布
在三組樣品沿垂直于熔合線方向進行取樣,蝕刻后觀察焊縫中心,即熔合線位置及焊接熱影響區不同位置的金相組織。3 號、6 號、7 號三個樣品組織基本一致。
焊縫中心位置金相組織如圖5 所示。圖5(a)為200 倍金相圖,可以看出黃色虛線內組織與外側比明顯不同。選擇圖5(a)紅色方框內區域放大1000 倍進行觀察,如圖5(b)所示,可見焊縫中心位置主要是板條狀與粒狀的貝氏體組織,可能是由于焊縫中心已熔化的鋼材在頂鍛過程中未能完全擠出,重新冷卻凝固后形成的組織。圖5(c)為緊鄰焊縫中心的熱影響區位置,該位置在焊接過程中受熱循環影響較為嚴重,且冷速較快,因而組織主要是板條狀的馬氏體。圖5(d)為距離焊縫中心約2mm位置,該位置組織主要以板條和粒狀貝氏體為主。圖5(e)為距離焊縫中心約4mm 位置,該位置受熱循環影響較小,未達到完全奧氏體化溫度,組織以部分長大的母材鐵素體晶粒和部分貝氏體為主。
值得重視的是,在7 號樣品中,在焊縫中心位置發現了部分孔洞與過熱晶界區域,如圖5(f)所示。紅圈標出的孔洞可能是閃光對焊過程中生成的部分氧化物未能完全在頂鍛過程中頂出,從而殘留在焊接接頭中,該位置是加工開裂敏感性較高的位置。
2.4 顯微維氏硬度分析
利用顯微維氏硬度計,對三個樣品垂直熔合線的方向進行了顯微維氏硬度測試,加載力為100g,保壓時間為15s,所得到的硬度分布如圖6所示。
由圖6 可見,原始母材硬度約為240~250 HV,折合抗拉強度約為700MPa 左右。在距離熔合線7mm 以內的范圍內均觀察到硬度升高,硬度升高在距熔合線<3mm 的范圍內最明顯,最高硬度為569 HV,在熔合線上三組樣品均出現顯著軟化,與文獻中所述情況相符[3],其硬度約為400 HV,與距離1 mm 的位置約低150 HV,這與圖5 中組織變化相符。熔合線中心位置組織為貝氏體,其強度、硬度明顯低于熱影響區的馬氏體組織。3號樣品硬化區范圍略小于6號和7號樣品。
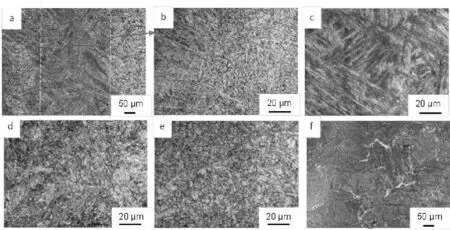
圖5 垂直于熔合線方向的金相組織分布
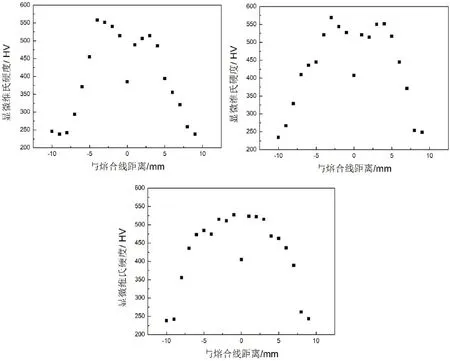
圖6 3號、6號和7號樣品熔合線附近的硬度分布
2.5 斷口掃描電鏡分析
應用掃描電子顯微鏡,對6 號、7 號樣品垂直焊縫方向的斷口進行觀察,結果如圖7、圖8 所示。由圖7(a)可見,在熔合線附近的斷口呈現為脆性準解理斷裂。由圖7(b)能譜分析結果可見,在解理面上觀察到氧化物存在,這會對其開裂敏感性有顯著促進作用[4-6],這與圖5(f)中觀察到的夾雜物和孔洞結果相符。同時,在接近熔合線的位置觀察到部分二次裂紋,如圖7(c)所示,也說明此位置脆性較明顯。在裂紋距離熔合線較遠的位置,斷口呈現韌窩狀韌性形貌,如圖7(d)所示,說明斷口由熔合線附近啟裂,向兩側垂直熔合線擴展,之后由于遠離熔合線的位置韌性較高,裂紋停止擴展。
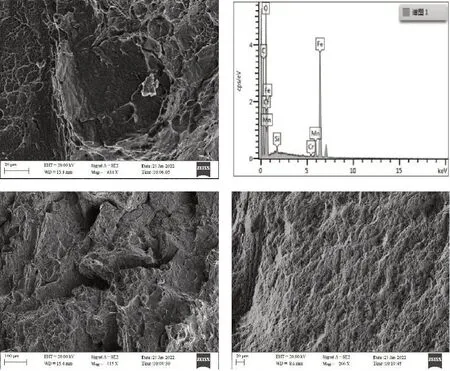
圖7 6號樣品掃描電鏡斷口觀察
由圖8 可見,7 號樣品垂直焊縫位置斷口為韌窩狀形貌,且韌窩尺寸較小,說明該位置韌性較好。且在此位置上未觀察到脆性的沿晶或解理斷裂的形貌,由此推斷裂紋起源不在垂直焊縫的位置上。
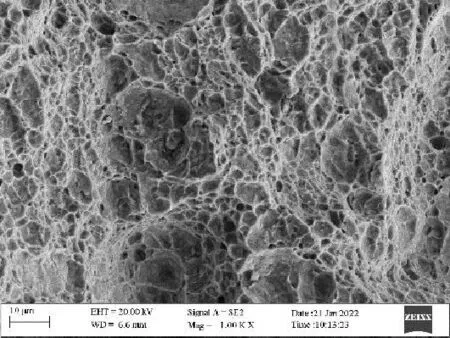
圖8 7號樣品掃描電鏡斷口觀察
3 結語
本文針對鋼質車輪輪輞閃光對焊中出現的接頭斷裂現象進行了分析和研究,結合體視顯微鏡、直讀光譜儀、掃描電鏡等對輪輞斷裂部位樣品的觀測結果,澄清了輪輞加工開裂的原因。輪輞開裂原因主要包括以下幾點:
1、輪輞圈圓之后在閃光對焊過程中機械對中不良,形成焊縫錯邊。
2、閃光對焊焊縫位置在焊接過程中出現高溫裂紋,由于材料淬透性較好,熔合線附近馬氏體較多,該位置脆性傾向大,裂紋易于擴展。
3、閃光對焊焊縫中心位置存在殘留的氧化物等雜質,可作為加工過程中的裂紋源,同時該位置存在軟化區,是裂紋擴展的敏感區域。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
