大粒徑瀝青混凝土AC-25C 型路面施工工藝研究
2022-04-28 03:38:48王榮芳
大科技 2022年15期
關鍵詞:施工
王榮芳
(安徽省天長市綜合行政交通運輸執法大隊,安徽天長 239300)
1 工程背景
本文工藝研究背景為安徽省重點工程S205 銅冶一級公路項目,該道路設計長度為60km,設計車道數為雙向四至六個車道,設計速度為80km/h,設計路面下面層采用了大粒徑瀝青混凝土AC-25C 型路面結構,由于該結構碎石最大粒徑達到31.5mm,對攤鋪工藝要求甚是嚴苛。而常規攤鋪工藝經常出現離析,碾壓不密實,平整度差,滲水嚴重,帶來質量隱患,道路運營時間內地表積水在行車輪胎碾壓下產生動水壓力,路面水害較重,無法達到設計使用壽命,所以需要改進現有施工工藝。
2 施工工藝準備
2.1 測量放樣
依據設計文件,由測量工程師組織采集路面基層實際高程,再結合設計高程推算各樁號攤鋪厚度,形成測量成果報請總監辦審查批準。測量儀器采用高效率精度高的GPS 結合水準儀進行。中樁間距不大于10m,在原地面的標識物采用安全牢固的短鋼釬打入基層路面,便于為攤鋪時設立基準線,鋼絲繩提供掛靠平臺。攤鋪時根據提前計算好的設計高程和原地表高程差初擬松鋪系數計算出松鋪高度,在打入基層路面的鋼釬上標識懸掛鋼絲繩的位置供瀝青混凝土施工班組作業時使用。前面攤鋪機中間的高程控制根據兩側的鋼絲高度拉線用導梁控制,具體施工時按相鄰樁距5m、10m等測量點放樣[1]。
2.2 原材料及配合比試驗
依據設計要求,由試驗室對瀝青路面所選用的原材料按照圖紙設計及規范要求對瀝青混凝土所采用的原材料瀝青、碎石類六種規格石料進行試驗,重點檢測壓碎值、級配組成、碎石的瀝青粘附性以及含泥量。根據本項目特點,本項目配合比試驗次序分別為試驗室中完成的目標配合比設計、拌合場現場的生產配合比設計以及試驗路段的生產配合比驗證等三個階段。本項目AC-25C 瀝青混凝土混合料生產配合比最終確定的為:粗料(10~30mm):大料(10~25mm):中料(10~20mm):小料(5~10mm):細料(3~5mm):直料(0~3mm):(礦粉)=16%:16%:18%:15%:14%:20%:1.0%。最佳油石比為4.0%,詳見表1 及圖1。
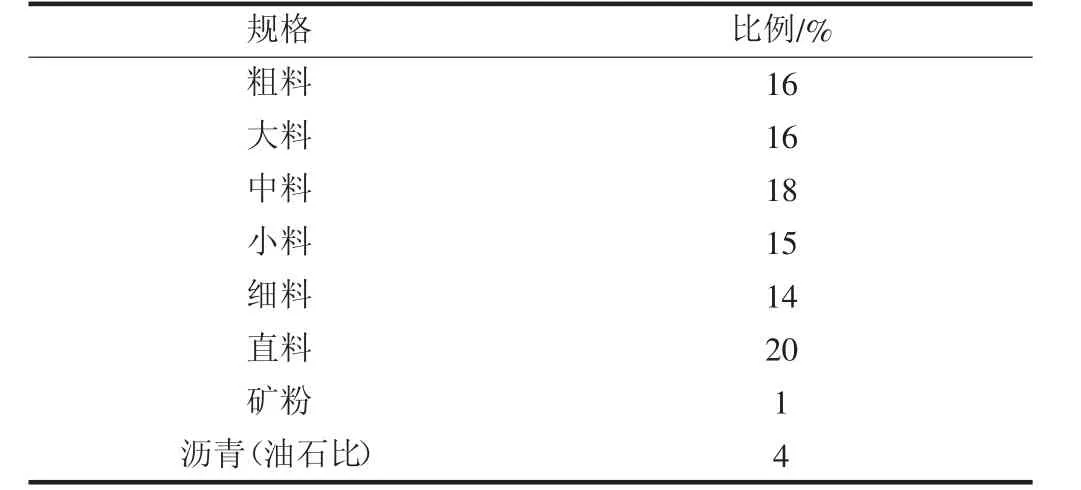
表1 AC-25C 瀝青混凝土生產配合比
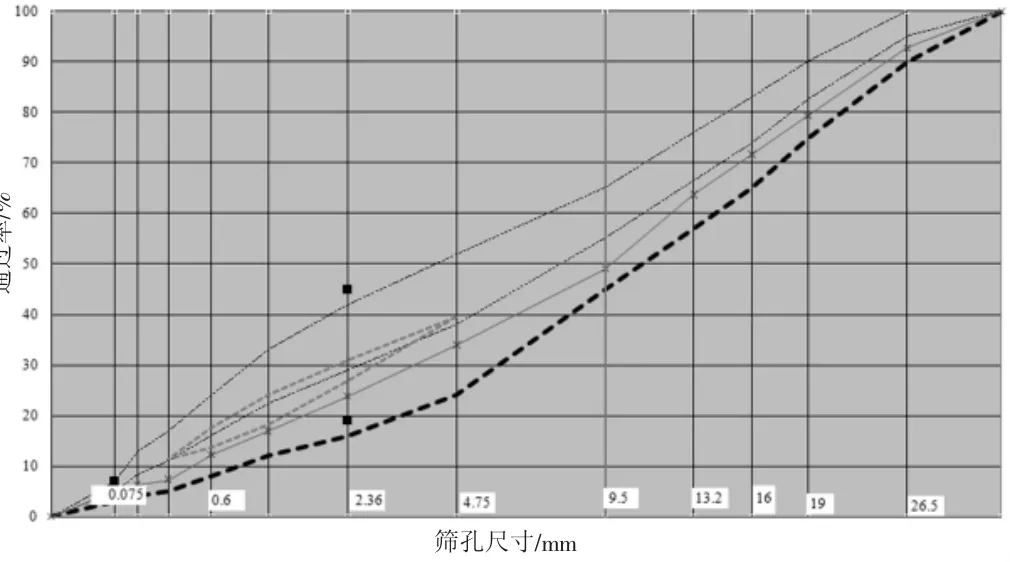
圖1 AC-25C 瀝青混凝土合成級配曲線圖
3 瀝青混凝土拌合
瀝青混合料質量的關鍵控制點為成品瀝青混凝土的出場質量,由于25 型粒徑較大,各粒徑材料差異大,拌和不易均勻,容易出現離析現象。為保證瀝青碎石的施工質量與進度,本項目采用了性能穩定、產量大的瑪連尼4000 型瀝青拌和機,該設備機械化程度高,采用電腦程控程序,便于操作和穩定生產。其工藝如下。
(1)組建瀝青站生產管理人員班組,由站長、實驗員、操作小組及現場管理小組組成。操作員錄入生產配合比參數,實時監控設備,全生產過程包含冷料倉、熱量倉以及成品倉。
(2)拌合站采用8 只、每只罐容為50t 的保溫自動攪拌儲油罐,采用導熱油加熱方式提升瀝青溫度。為實現控制加溫后的瀝青溫度,采用控制導熱油溫度方式實現,導熱油溫度控制在155~165℃。
(3)投進熱倉的各種規格的集料、礦粉和瀝青,須以通過施工、監理單位驗證后的配合比執行,集料在熱倉的拌和時長在試拌后確定為45s,從集料投放至噴注瀝青時長不低于10s。
4 瀝青混合料運輸
由于瀝青混合料為高溫產品,運輸至攤鋪全過程對溫度要求極高,同時本項目采用25 型級配,對運輸和裝卸過程混合料需要始終保持均質,因此,制定出適合本項目現場實際情況的運輸方案。
(1)由于瀝青混合料為高溫物品,對運輸時間和路徑要求較為嚴格,屬于特種商品運輸,為便于管理,需要對相關運輸車輛按一定規則進行編號,張貼反光標志,報交警部門備案。
(2)運輸車輛到拌合場成品料倉時,服從現場交通管理人員指揮,準確停于出料口。裝料原則為先兩頭,后中間,目的是防止裝料產生混合料離析。裝料完畢后,采用專用工程保溫布覆蓋、車速控制在30~50km/h。
(3)沿線平交路口較多時,應考慮到安全生產及運輸通暢,設專人組織指揮車輛交通安全,確保車輛順利安全到達施工現場。
(4)對于到達攤鋪現場的瀝青混合料,由專人負責檢查驗收,合格的混合料方可用于攤鋪。
5 瀝青混合料攤鋪
5.1 基層準備
本項目路面基層設計為5%骨架密式型水泥穩定碎石,按照設計文件要求,水穩碎石屬于半剛性基層,應在此結構表面施作透封層瀝青,以起到封水作用,施作時間安排在養護成型后進行,透層瀝青相關技術指標滿足表2 要求。
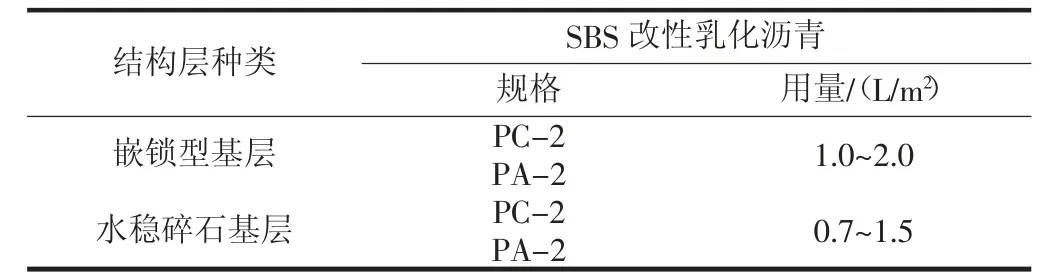
表2 透層瀝青相關技術指標
5.2 攤鋪施工參數準備
瀝青路面基層應干凈完整,無起皮和雜物,攤鋪瀝青混合料的機械在攤鋪前應加熱熨平板,其溫度控制在100~110℃,避免因底板溫度低產生粘結帶來拉料現象。攤鋪機性能要達到良好狀態,重點檢查熨平板的拼接、螺旋布料器的安裝等,確認完好并設有預防措施后方可施工[2]。
5.3 攤鋪施工工藝
本項目路面設計標準為雙向4 車道,路面單向寬度為10.5m,結合攤鋪機性能,采用1 臺福格勒SUPER2100-2 型攤鋪機、1 臺福格勒1800 伸縮板攤鋪,兩臺攤鋪機形成梯隊組合攤鋪。
6 瀝青混合料的碾壓
6.1 碾壓工藝分類
瀝青混合料攤鋪過后立即需要進行壓實工藝,本項目壓實工藝分成初、復、終壓等三階段。碾壓質量的核心包含壓實度、平整度,其控制措施采用碾壓中保證混合料不產生推移、開裂,碾壓始末保持合適溫度來實現。
(1)碾壓溫度的控制:混合料初壓內部溫度不低于135℃,終壓完表面溫度不低于80℃,由現場試驗員檢測記錄,詳見表3。
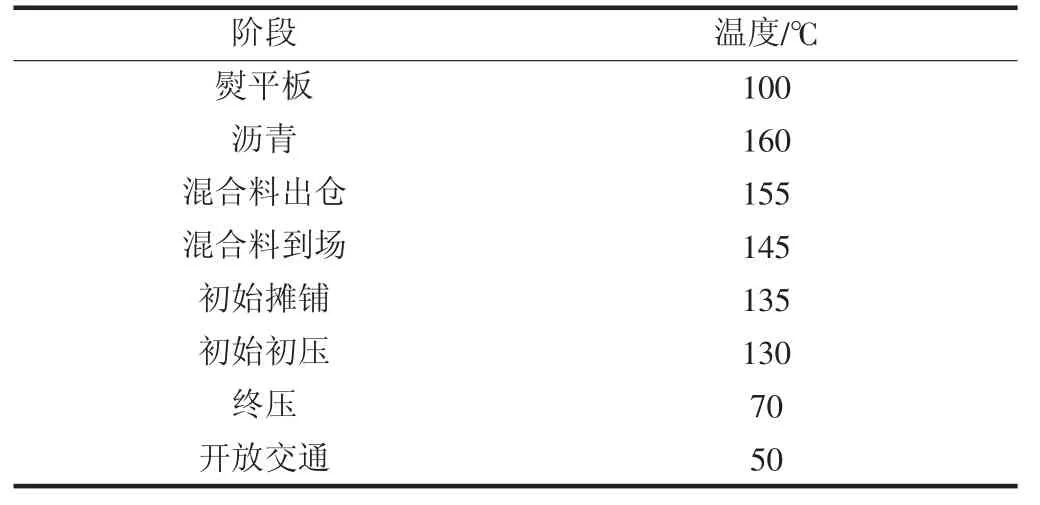
表3 各階段瀝青(基質瀝青)混合料施工溫度控制標準
(2)試驗段混合料的分別按兩種類型進行碾壓。
①試驗段前200m 第一種碾壓方式。
初壓階段使用兩臺振動型壓路機,雙鋼筒型號,關閉振動穩壓一遍,振動兩遍,碾壓時速度控制在2.0~3.0km/h,確保瀝青層不出現推移、開裂。
復壓階段時膠輪壓路機應緊接在初壓階段結束后開始,采用具有搓揉功能的26t 以上膠輪壓路機復壓碾壓3 遍以上,以不出現輪跡為準,碾壓速度控制在3~5km/h 左右。
終壓階段緊接在復壓階段結束后開始,采用雙鋼筒壓路機靜壓模式工作,碾壓時行駛速度控制在3~6km/h,兩遍以上為宜,輪跡消除為準。
②后200m 第二種碾壓方式。
初壓階段用26t 以上膠輪壓路機碾壓1 遍,緊跟著采用雙鋼輪壓路機靜壓一遍,碾壓速度2.5~3.5km/h,確保瀝青層不出現推移、開裂。
復壓階段安排在初壓后進行,采用雙鋼輪壓路機振動壓實一遍,26t 以上膠輪壓路機碾壓三遍,碾壓過程中速度應控制在3.0~4.5km/h。
終壓階段安排在復壓后進行,雙鋼壓路機使用靜壓模式碾壓,碾壓時速度控制在為3~5km/h,直至到路面輪跡消失為止。
③碾壓工藝關鍵控制。
壓路機碾壓方向和順序為從道路標高最低側向高側逐漸移動碾壓,且相鄰兩次輪跡每次縱向重疊1/2輪。壓路機折返點位于攤鋪機后方,斷面保持呈階梯狀前進,最大限度避免碾壓斷面折返點位于同一橫斷面上,確保平整。
6.2 碾壓注意事項
由于瀝青路面是道路結構的表面層,承受車輛荷載和自重。而瀝青路面的承受荷載能力主要依靠瀝青混合料得到預期的壓實來實現,所以,瀝青路面的壓實時需要針對關鍵控制點提出碾壓注意事項。
(1)壓實過程中需要嚴格控制好“五度”技術指標,即平整度、壓實度、溫度、速度、碾壓段長度等,保證路面質量。
(2)壓實過程中質量控制點為初、復、終等三個壓實過程。全路段全斷面均要得到均勻壓實,不得出現漏壓、超壓。三個壓實過程速度要符合表4 規定。
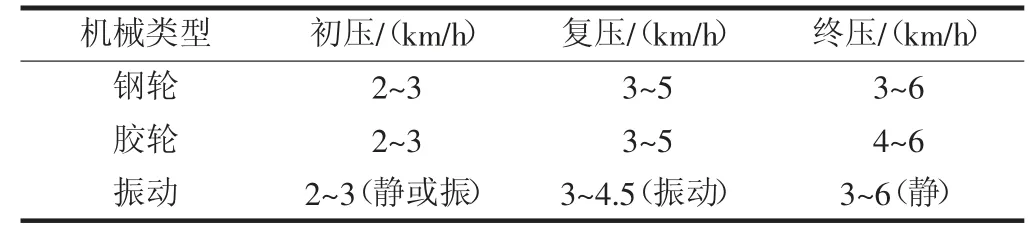
表4 各階段碾壓速度匯總
(3)碾壓全程中,機械不得在未碾壓成型具備放行交通的路段上停留、制動或轉向;壓實機械的起動、停止應緩慢進行;縱橫向接縫需要成臺階狀延伸,每遍折返時輪跡要錯開,上下層、縱橫縫需要錯開1m 以上。
6.3 施工接縫處理工藝
6.3.1 縱縫接縫部位施工
(1)由于本項目路面寬度為21m,單幅寬度為10.5m,單臺攤鋪機無法一次完成攤鋪作業,需要采用雙機前后錯開攤鋪,由此產生的縱縫采用熱接方式搭接,做法是將之前攤鋪時路面留下10~20cm 作為前后兩臺攤鋪機的基準面,壓實時采用跨縫方式碾壓以消除縫跡。
(2)縱縫施工的原則是在之前攤鋪混合料尚未冷卻時進行,接縫位置灑布粘層瀝青,嚴格控制攤鋪時搭接寬度和適合的松鋪系數。
(3)采用熱接縫方式的縱縫,要求縫邊緣成直線,且避開行車道中的車輪跡線。碾壓時從已成型面側開始移向新攤鋪側路面,確保接縫密實、平順。
6.3.2 橫接縫部位施工
(1)施工橫向接縫前,復核橫縫距離,要求一般不低于3m,縫沿干凈,攤鋪前灑粘層瀝青,利用攤鋪機熨平板溫度加熱之前攤鋪的路面,使之軟化,便于同新攤鋪混合料融為整體,在壓實后達到密實。
(2)攤鋪段施工結束段收尾處理時,為抵消末端因碾壓推移導致結構層厚度減薄,應在接近端部前適當提升熨平板高度,增加攤鋪厚度。
(3)施工橫向縫時,初壓采用雙鋼筒壓路機橫向振壓,攤鋪機外側通過設置擋板保證接縫平整,碾壓順序按照先已壓實的混合料層、后新鋪層路面進行。
6.3.3 新老路縱向接縫處壓實質量保證措施
(1)由于處于壓實區域邊部,壓路機在該區域內無法錯輪碾壓。按照1/2 錯輪壓實法計算,壓路機從左到右每壓實一遍,接縫區域得到一次碾壓,而中心區域得到兩次碾壓,接縫區域成為弱壓實區。
(2)老路基搭接面(或臺階立面)是否順直、平整,決定壓路機能否碾壓到邊。如果老路基開挖立面不平整,線形不順直,一些陡坎、急彎處壓路機無法進入而被漏壓,形成壓實盲區,凡壓路機不能作業的地方,應采用膠輪壓路機和雙鋼筒壓路機進行側向推移碾壓,直到獲得規定的密實度為止。
(3)拼接處攤鋪作業時采用人工撒補細料,防止大骨料離析,導致表面空隙率過大,降低瀝青路面的耐久性。
(4)橫向接縫類型見圖2。

圖2 橫向接縫類型
7 養護成型工藝
當每臺班攤鋪的瀝青混合料碾壓結束后,立即管制交通,當滿足開放交通的條件——路面溫度50℃以下時,方可允許車輛通行。交通開放前,禁止任何車輛和施工機械駛入或停放,防止瀝青面層產生蠕變流動,降低路面平整度。
8 結語
通過以上對大粒徑瀝青混凝土AC-25C 型路面施工工藝的研究,在筆者參與施工管理的工程背景中得到了有效的運用,解決大粒徑瀝青面層的離析、空隙大,造成的耐久性差的通病,該工藝科學、有效,值得推廣使用。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48