鋁合金萬瓦級激光-MIG電弧復(fù)合焊縫成形
2022-05-05 16:12:21聶鑫李小宇黃瑞生周軍梁曉梅
機(jī)械制造文摘·焊接分冊 2022年2期
聶鑫 李小宇 黃瑞生 周軍 梁曉梅

摘要: 針對5A06鋁合金進(jìn)行了萬瓦級激光-MIG電弧復(fù)合焊接工藝試驗(yàn),分析了激光功率、離焦量、焊接速度、光絲間距對焊縫成形的影響。結(jié)果表明,萬瓦級激光-電弧復(fù)合焊的焊接窗口窄、焊接過程不穩(wěn)定,焊縫易出現(xiàn)駝峰、凹陷、咬邊等缺陷。激光功率、離焦量和焊接速度對焊縫熔深影響較大,激光功率由10 kW增加至30 kW,焊縫熔深增加18 mm,達(dá)到29 mm。光絲間距對焊縫熔深熔寬影響較小。通過調(diào)節(jié)工藝參數(shù),可明顯改善鋁合金萬瓦級激光-MIG電弧復(fù)合焊的焊縫成形,適當(dāng)?shù)墓に噮?shù)下,可在達(dá)到最大熔深的同時(shí)獲得具有穩(wěn)定表面成形的焊縫。
關(guān)鍵詞: 鋁合金; 復(fù)合焊接; 萬瓦級激光; 焊縫成形
中圖分類號: TG 454
0前言
鋁合金以其優(yōu)異的性能、良好的耐蝕性和高的比強(qiáng)度,在造船、汽車、航空航天等領(lǐng)域得到了廣泛應(yīng)用[1-3]。目前對于鋁合金的焊接除了采用常規(guī)弧焊外,在很多結(jié)構(gòu)上也使用了如激光焊接、激光-電弧復(fù)合焊接等在內(nèi)的先進(jìn)焊接方法[4-7]。
隨著商用激光器的可輸出激光功率越來越大,國內(nèi)外研究機(jī)構(gòu)對超高功率激光-電弧復(fù)合焊的研究也越來越多,萬瓦級激光-電弧復(fù)合焊在鋼鐵材料中已經(jīng)獲得應(yīng)用[8-12]。目前國內(nèi)外已開展對鋁合金的萬瓦級激光及激光-MIG電弧復(fù)合焊接的研究[13-14],但萬瓦級激光-電弧復(fù)合焊仍主要集中于對鋼鐵材料的研究上。前期焊接試驗(yàn)表明,使用萬瓦級光纖激光-電弧復(fù)合焊接鋁合金時(shí),易產(chǎn)生飛濺、焊縫咬邊、駝峰和塌陷等缺陷,鋁合金的萬瓦級激光-電弧復(fù)合焊接還有諸多亟待解決的問題。
為控制萬瓦級激光-電弧復(fù)合焊接鋁合金的焊縫成形,文中系統(tǒng)地研究了焊接工藝參數(shù)對焊縫成形的影響,實(shí)現(xiàn)了鋁合金30 kW級激光-電弧復(fù)合焊的穩(wěn)定成形,初步確定了萬瓦級激光-MIG電弧復(fù)合焊接鋁合金的可行性。
1試驗(yàn)材料及方法
試驗(yàn)用母材為Al-Mg系的5A06鋁合金板材,尺寸為300 mm×130 mm×40 mm,焊絲為ER5356鋁合金焊絲,直徑為1.2 mm,母材與焊絲的化學(xué)成分見表1。焊接試驗(yàn)采用平板堆焊的方法,焊前采用機(jī)械打磨方式去除試板表面氧化膜,然后用酒精清洗試板表面去除油污。
焊接試驗(yàn)使用的激光器為YLS-30000激光器,最大輸出功率為30 kW,為連續(xù)輸出高功率激光器。弧焊
電源使用TPS 4000 CMT焊機(jī)。焊接試驗(yàn)示意圖如圖1所示,焊接過程的試驗(yàn)參數(shù)見表2。
2試驗(yàn)結(jié)果與分析
2.1焊接參數(shù)對焊縫成形的影響
2.1.1激光功率的影響
圖2、圖3為在-20 mm至+20 mm范圍的離焦量下激光功率對焊縫熔深、熔寬的影響。可以看出,隨著激光功率的增大,焊縫熔深顯著增加,而熔寬變化趨勢不明顯,沒有明顯的隨著激光功率變大而增加的對應(yīng)關(guān)系,甚至還出現(xiàn)了下降的趨勢。在離焦量為0,-10 mm,+20 mm時(shí),焊縫熔深增加到一定程度后增速變緩;離焦量為-20 mm,+10 mm時(shí),熔深呈線性增加。激光功率由10 kW增至30 kW,焊縫熔深增加12~18 mm,焊縫熔寬增加1~4 mm,其中負(fù)離焦量下焊縫熔深平均增加17.5 mm,正離焦量下焊縫熔深平均增加12.5 mm,正離焦量下的焊縫熔深及增幅普遍小于負(fù)離焦。激光焊接過程中激光功率的大小反映了焊接熔透的能力,在超高功率激光焊接中,激光功率的變化顯著影響焊縫熔深,同時(shí)隨著激光功率的增加,焊接過程中產(chǎn)生的等離子羽輝和金屬蒸氣數(shù)量、密度增大,更加復(fù)雜,導(dǎo)致焊接過程不穩(wěn)定,成形不易控制,熔寬一致性差,因此激光功率的增加對熔寬的影響不明顯。
2.1.2離焦量的影響
圖4、圖5為在試驗(yàn)選定的幾個(gè)激光功率下,不同的離焦量對焊縫成形的影響。可以看出,離焦量對焊縫的熔深有較大影響。在試驗(yàn)選定的幾個(gè)激光功率下,離焦量由-20 mm增加到+20 mm時(shí),焊縫熔深均呈現(xiàn)先增加后減小的規(guī)律,相同激光功率下的最大熔深對應(yīng)的離焦量均發(fā)生在0至-10 mm處。如圖4所示,激光功率為20~30 kW時(shí),離焦量為-10 mm時(shí)熔
深最大,激光功率為10~15 kW時(shí),離焦量為0時(shí)熔深最大。圖5為不同離焦量對焊縫熔寬的影響,基本呈現(xiàn)兩邊大中間小的趨勢,這與千瓦級激光焊的趨勢一致,主要由于離焦時(shí)光斑直徑增加,從而導(dǎo)致焊縫的熔寬增加。同時(shí)由于激光功率增加,焊接過程穩(wěn)定性差,這種現(xiàn)象在激光功率密度越大越明顯,零焦時(shí),光斑直徑最小,功率密度最大,焊接過程最不穩(wěn)定,因此出現(xiàn)零焦附近時(shí)熔寬變化不一致的現(xiàn)象。
2.1.3焊接速度的影響
焊接速度對焊縫成形的影響如圖6所示。可以看出,一定的激光功率下,隨著焊接速度的增加,熔深先略有增加然后減小,和熔寬先減小然后趨于穩(wěn)定。焊接速度的大小影響焊接熱輸入的大小,一般而言,焊接速度越快,單位時(shí)間內(nèi)焊接熱源向焊縫內(nèi)部的傳熱越少,在焊縫縱向和橫向上表現(xiàn)為熔深和熔寬減小。Grupp等人[15]在用30 kW激光焊接不銹鋼的過程中發(fā)現(xiàn)隨著焊接速度的提高,熔深下降速度由快到慢的現(xiàn)象。由圖可看出隨著焊接速度的提高,焊縫熔深存在先緩慢上升而后突然降低的現(xiàn)象,這主要因?yàn)椋X合金高功率激光焊產(chǎn)生的
圖6焊接速度對焊縫成形的影響等離子體數(shù)量和密度都急劇增加,這種光致等離子體對激光產(chǎn)生了較大的屏蔽,使得有效用于焊接的激光能量減小,同時(shí)高功率激光焊焊接窗口窄,焊接過程不穩(wěn)定,飛濺大,這種由于焊接過程不穩(wěn)定帶來的能量損失大,因此焊接速度不能和熔深、熔寬有良好的匹配關(guān)系。
2.1.4光絲間距的影響
光絲間距對焊縫成形的影響,如圖7所示。從整體來看,光絲間距對焊縫熔深和熔寬的影響都比較小,在光絲間距為4 mm時(shí)焊縫熔深最大,熔寬基本保持不變。
電弧在焊接中的傳熱方式是從熔池表面以熱傳導(dǎo)的方式將熱量向焊縫內(nèi)部傳遞,這就決定了它無法像激光一樣以形成匙孔的方式在不同深度同時(shí)向熔池傳熱。因此,電弧對熔深的影響作用有限,在超高的功率的激光作用下尤其如此,焊縫熔深基本取決于激光作用下產(chǎn)生的匙孔深度。前期的試驗(yàn)表明,萬瓦級激光焊接鋁合金時(shí)匙孔及熔池普遍波動強(qiáng)烈,飛濺較多。MIG電弧對熔深的影響較小,但有助于抑制萬瓦級激光焊接鋁合金的熔池波動,降低焊縫咬邊傾向,改善焊縫表面成形,增加工藝的穩(wěn)定性。
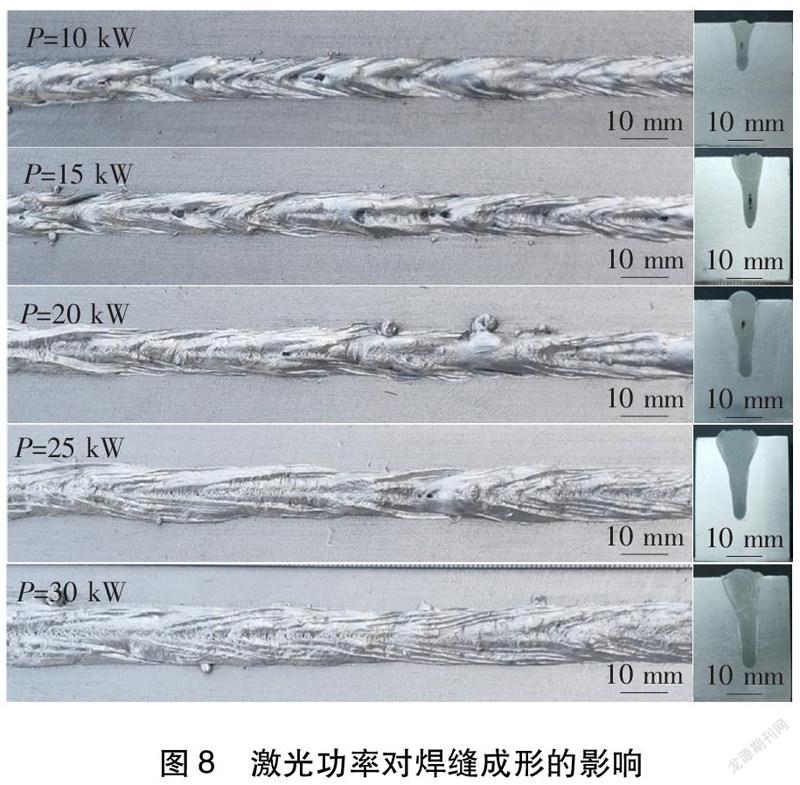
2.2鋁合金萬瓦級激光-MIG電弧復(fù)合焊的焊縫成形控制2.2.1激光功率的影響
零離焦時(shí)不同激光功率下的焊縫表面和橫截面成形,如圖8所示。可以看出,隨著激光功率的增加,焊縫表面成形逐漸均勻穩(wěn)定,焊趾處咬邊消失且焊縫變得平直,當(dāng)激光功率達(dá)到30 kW時(shí),焊縫表面成形明顯得到改善。
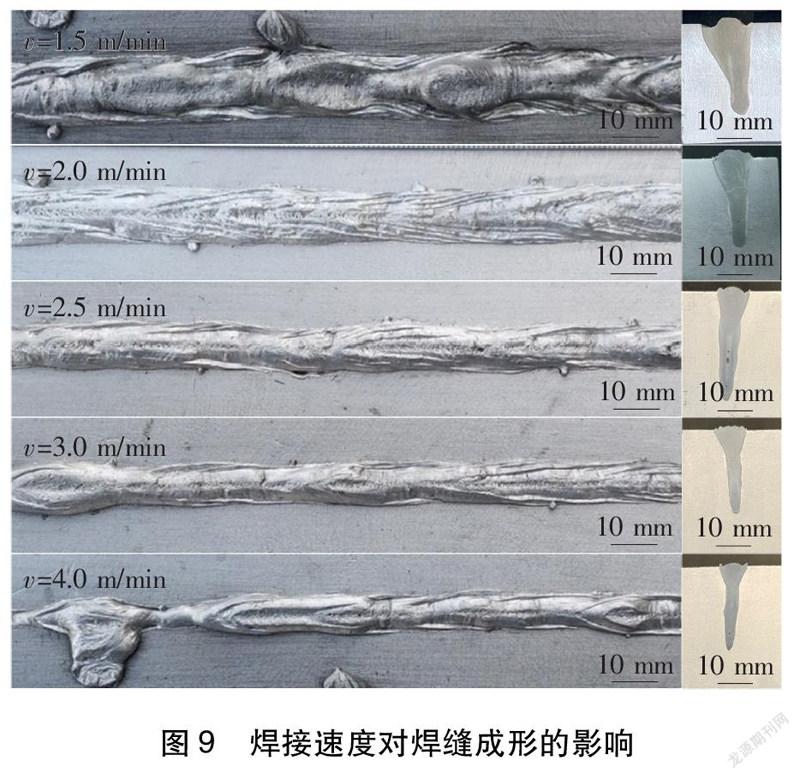
2.2.2焊接速度的影響
零離焦時(shí)焊接速度參數(shù)的變化對焊縫表面和橫截面成形的影響,如圖9所示。焊接速度為1.5 m/min時(shí),焊縫表面出現(xiàn)駝峰及咬邊,焊縫邊緣產(chǎn)生較大飛濺。焊接速度為2 m/min時(shí),焊縫表面有明顯改善,產(chǎn)生焊接魚鱗紋,飛濺減小,兩側(cè)較為平直。焊接速度繼續(xù)增大時(shí),焊縫表面均勻性下降,焊接穩(wěn)定性變差。
2.2.3離焦量的影響
不同離焦量下的焊縫表面和橫截面成形,如圖10所示。可以看出,隨著離焦量由正變負(fù),焊縫表面成形有明顯改善。正離焦量下的焊接過程很不穩(wěn)定,飛濺較大,焊縫欠填充及駝峰缺陷嚴(yán)重,焊縫成形差;負(fù)離焦量下焊接過程穩(wěn)定性提高,焊縫成形有較大改善,焊縫熔深也比正離焦量時(shí)要深,其中-10 mm離焦量下焊縫成形最佳,表面缺陷最少,截面熔深最深。
綜合文中各工藝參數(shù)對焊縫成形的影響規(guī)律,可以發(fā)現(xiàn),焊縫熔深最佳和表面成形最佳的工藝參數(shù)差別不大,因此可同時(shí)綜合這這兩方面的影響規(guī)律,當(dāng)激光功率為30 kW,焊接速度為2 m/min,離焦量為-10 mm時(shí)可在明顯改善焊縫成形的同時(shí)獲得最大熔深,如圖11所示。
3結(jié)論
(1)工藝參數(shù)的變化對鋁合金萬瓦級激光-MIG電弧復(fù)合焊接成形改善明顯,在適當(dāng)?shù)墓に噮?shù)下,焊縫表面無成形缺陷;激光功率為30 kW,焊接速度為2 m/min,離焦量為-10 mm時(shí)可在獲得最佳焊縫成形的同時(shí)獲得最深的焊縫熔深。
(2)激光功率、離焦量和焊接速度對焊縫熔深影響較大,光絲間距對焊縫熔深熔寬影響較小。激光功率決定了焊縫熔深,由10 kW增加至30 kW,焊縫熔深可增加18 mm,激光功率與焊縫熔深呈線性關(guān)系,30 kW時(shí)焊縫熔深可達(dá)29 mm;焊接速度較低時(shí)焊縫熔深不變,僅熔寬增加,焊速提高時(shí)熔深熔寬均減小;離焦量顯著影響焊縫熔深,20 kW以下時(shí)零離焦焊縫熔深最大,20 kW以上時(shí)負(fù)離焦熔深最大。
(3)與千瓦級激光-電弧復(fù)合焊接相比,萬瓦級激光-電弧復(fù)合焊的焊接窗口窄、焊接過程不穩(wěn)定,焊縫易出現(xiàn)駝峰、欠填充、咬邊等成形缺陷,通過調(diào)節(jié)工藝參數(shù),可獲得具有穩(wěn)定表面成形的焊縫。
參考文獻(xiàn)
[1]黃瑞生, 楊海鋒, 王君宇, 等. 鋁合金雙光束/單光束激光-TIG復(fù)合焊[J]. 焊接, 2017(1): 39-42.
[2]王旭友, 王威, 林尚揚(yáng). 焊接參數(shù)對鋁合金激光-MIG電弧復(fù)合焊縫熔深的影響[J]. 焊接學(xué)報(bào), 2008, 29(6): 13-16.
[3]許飛, 李曉延, 楊璟, 等. 5A06鋁合金激光填絲焊工藝研究[J]. 焊接, 2008(8): 26-28.
[4]付邦龍, 孟祥萌, 秦國梁, 等. 鋁合金激光焊接技術(shù)的研究進(jìn)展[J]. 焊接, 2013(6):20-25.
[5]程永明, 梁曉梅, 鄒吉鵬, 等. 鋁合金激光-MIG電弧復(fù)合焊接工藝[J]. 焊接, 2017(11): 6-9.
[6]雷振, 常云峰, 徐富家, 等. 高速列車6N01鋁合金型材激光-MIG復(fù)合填絲焊接技術(shù)[J]. 焊接, 2019(5): 18-22.
[7]彭進(jìn), 李俐群, 林尚揚(yáng), 等. 鋁合金液態(tài)填充焊的工藝特性分析[J]. 焊接學(xué)報(bào), 2014, 35(10): 45-48.
[8]Bunaziv I, Frostevarg J, Akselsen O M, et al. The penetration efficiency of thick plate laser-arc hybrid welding[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97: 2907-2919.
[9]Farrokhi F, Larsen R M, Kristiansen M. Single-pass hybrid laser welding of 25 mm thick steel [J]. Physics Procedia, 2017, 89: 49-57.
[10]Kristiansen M, Farrokhi F, Kristiansen E, et al. Application of hybrid laser arc welding for the joining of large offshore steel foundations [J]. Physics Procedia, 2017, 89: 197-204.
[11]黃瑞生, 楊義成, 蔣寶, 等. 超高功率激光-電弧復(fù)合焊接特性分析[J]. 焊接學(xué)報(bào), 2019, 40(12): 73-77.
[12]Wahba M, Mizutani M, Katayama S. Single pass hybrid laser-arc welding of 25 mm thick square groove butt joints [J]. Materials & Design, 2016, 97: 1-6.
[13]Wang J, Peng G, Li L, et al. 30 kW-level laser welding characteristics of 5A06 aluminum alloy thick plate under subatmospheric pressure [J]. Optics and Laser Technology, 2019,119: 1-11.
[14]Jiang Z, Hua X, Huang L, et al. Double-sided hybrid laser-MIG welding plus MIG welding of 30 mm-thick aluminium alloy [J]. The International Journal of Advanced Manufacturing Technology, 2018, 97: 903-913.
[15]Grupp M, Klinker K, Cattaneo S. Welding of high thicknesses using a fibre optic laser up to 30 kW [J]. Welding International, 2013, 27(2): 109-112.
