網版參數對“SE+PERC”雙面單晶硅太陽電池電性能影響的研究
2022-05-05 05:58:12王麗婷周嘯穎舒振興王守志黃國平
太陽能 2022年4期
劉 陽,王麗婷,周嘯穎,舒振興,王守志,黃國平
(中節(jié)能太陽能科技(鎮(zhèn)江)有限公司,鎮(zhèn)江 212132)
0 引言
隨著平價上網時代的來臨,降低太陽電池的生產成本和提高其光電轉換效率成為光伏行業(yè)提升競爭力的重要方法[1-3]。目前,PERC單晶硅太陽電池是晶體硅太陽電池的主流產品,正面電極柵線是該類太陽電池的重要組成部分,負責收集并傳輸太陽電池產生的光生電流,對其光電轉換效率具有至關重要的影響作用[4-6];絲網印刷工藝憑借工藝成熟、生產效率高、成本低等優(yōu)點,成為目前制備工業(yè)化PERC單晶硅太陽電池電極的主流工藝[7-9]。
為了進一步提高PERC雙面單晶硅太陽電池的光電轉換效率,該類太陽電池常與選擇性發(fā)射極(SE)技術相結合。初期的“SE+PERC”雙面單晶硅太陽電池在絲網印刷環(huán)節(jié)采用參數為430-13(即網紗目數為430目、線徑為13 μm)的乳劑網版,但該網版印刷精度差、副柵線高寬比小、使用壽命短,且易造成堵網,引起虛印和斷柵等問題,從而影響“SE+PERC”雙面單晶硅太陽電池的印刷品質和電性能[10-11]。隨著網版技術的改進,以非感光性材料——聚酰亞胺(PI)膜代替了在網版表面涂覆感光乳劑,該方式可提升網版的耐磨性和使用壽命,同時可改善印刷精度、降低斷柵率。為了進一步降本增效,“SE+PERC”雙面單晶硅太陽電池的正面電極柵線開始向精細化、復雜化、大高寬比方向發(fā)展,網版也開始向高網紗目數、超細線徑方向發(fā)展[12]。網版參數為520-11(即網紗目數為520目、線徑為11 μm)的PI膜網版開創(chuàng)了絲網印刷技術的新紀元,實現了超細柵線(柵線寬度小于30 μm)印刷,減少了遮光面積,提升了副柵線高寬比。但目前針對網版參數為520-11的PI膜網版的網紗厚度、PI膜厚度及網版開口寬度之間如何匹配的研究較少。基于此,本文通過設計不同的網紗厚度、PI膜厚度及網版開口寬度匹配實驗,研究不同匹配方案對“SE+PERC”雙面單晶硅太陽電池正面柵線銀漿耗量及電性能的影響。
1 實驗準備
1.1 實驗材料
實驗選用同一批次的金剛線切割的太陽能級摻硼p型單晶硅片,尺寸為166 mm×166 mm,厚度為170~175 μm,電阻率為0.5~1.5 Ω·cm。
在上述硅片基礎上制備“SE+PERC”雙面單晶硅太陽電池,主要工藝流程包括:1)去除硅片表面損傷層,制備減反射結構;2)在POCl3氣氛下進行P擴散,形成p-n結;3) SE激光重摻雜;4)背面堿刻蝕;5)正面熱氧化;6)采用等離子體增強化學氣相沉積(PECVD)法背面沉積Al2O3/SiNx疊層鈍化膜;7)采用PECVD法正面沉積SiNx減反射膜;8)激光開槽;9)絲網印刷、燒結電極和電注入退火。其中,印刷正面電極的網版使用新型無網結網版(網紗目數為520目、線徑為11 μm,張力為15 N)。
1.2 新型無網結網版的制備
新型無網結網版的制備工藝流程包括:裁片→對網→覆膜→壓合→張網→激光切割→清洗→檢測→成品。本實驗中的網版以PI膜代替感光乳劑,并利用精密激光器切割形成圖形,取代了傳統(tǒng)網版制作過程中的脫脂、涂布、曬版和顯影等工藝。
1.3 實驗設計
為了達到不同的使用效果,本實驗設計了a、b、c共3種規(guī)格的網版,網版總厚度(包括網紗厚度和PI膜厚度)分別為25、27和29 μm。在保證印刷性的前提下,3種網版的使用效果有所不同,其中:a類網版的網紗厚度和PI膜厚度均較小,這樣印刷柵線時的透墨量會較小,印刷的柵線較細,相應的銀漿耗量會較低;b類網版的PI膜厚度較高,印刷柵線時會有更好的塑形效果;c類網版的網紗厚度和PI膜厚度均較高,印刷的柵線較寬且具有更好的堆砌性,相應得到的太陽電池光電轉換效率會較高。為了使3種規(guī)格的網版達到最佳使用效果,本實驗對上述3種規(guī)格的網版進行細化,并在同種規(guī)格網版的網紗厚度和PI膜厚度不變的情況下,對網版開口寬度進行調整,共得到9種網版參數匹配方案,具體如表1所示。
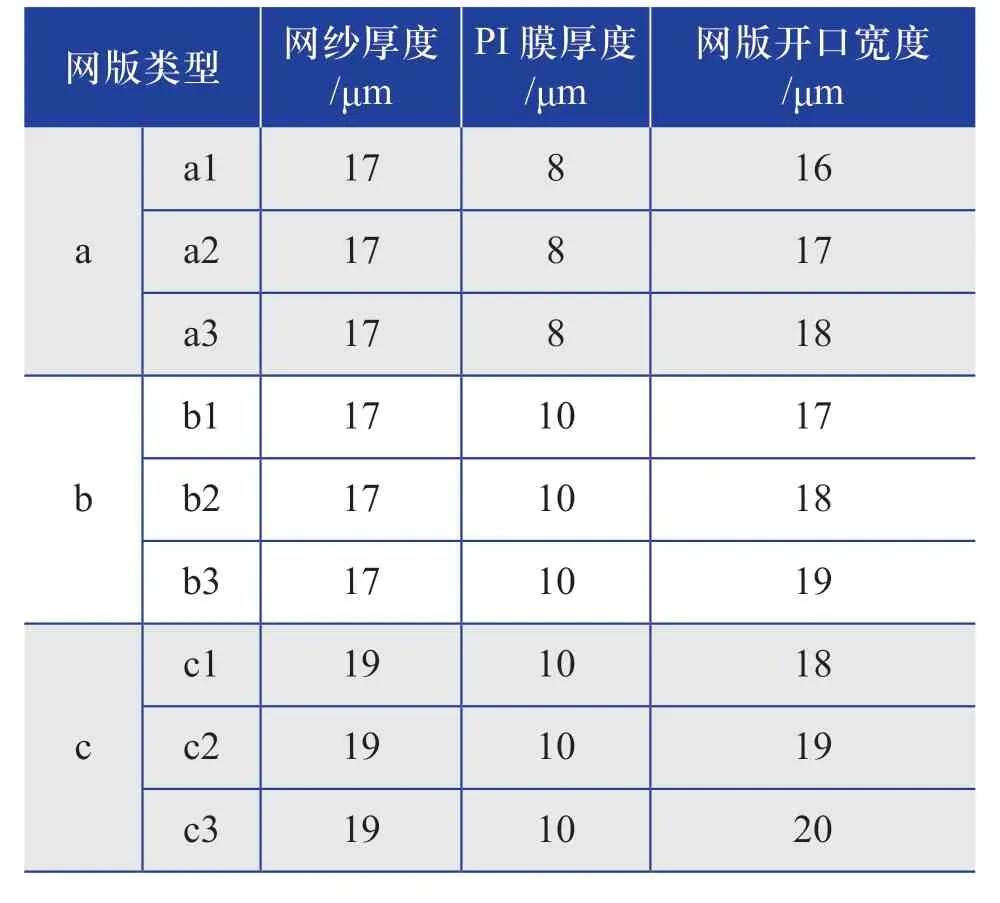
表1 網版參數匹配方案Table 1 Matching schemes of parameters of screen
在采用不同匹配方案的“SE+PERC”雙面單晶硅太陽電池的制備過程中,僅改變網版參數,其他工藝條件均保持一致。
1.4 實驗儀器
采用Zate 3D顯微鏡觀察柵線的3D形貌、測量柵線的寬度和高度;利用電子天平測量單片太陽電池正面柵線的銀漿耗量;利用電學性能測試儀HALM測試太陽電池的光電轉換效率Eta、填充因子FF、開路電壓Voc、短路電流Isc、串聯電阻Rs和并聯電阻Rsh等電性能參數;利用電致發(fā)光(EL)測試儀測試太陽電池的EL特性。
2 實驗結果與分析
2.1 最佳網版開口寬度的確定
按照表1中的網版參數匹配方案分別制備9種“SE+PERC”雙面單晶硅太陽電池,編號分別為A1~A3、B1~B3、C1~C3,并將其分別歸類為A類太陽電池、B類太陽電池、C類太陽電池;然后從9種“SE+PERC”雙面單晶硅太陽電池中隨機各取1片,分別在太陽電池4個角及中心位置選取1個點,測量各個點對應的柵線寬度和高度,并對5個點的柵線寬度和高度求平均值,利用該平均值計算高寬比,用于判斷網版開口寬度對柵線寬度、高度和高寬比的影響。采用不同網版參數匹配方案時9種“SE+PERC”雙面單晶硅太陽電池的柵線寬度、高度和高寬比的變化曲線如圖1所示。
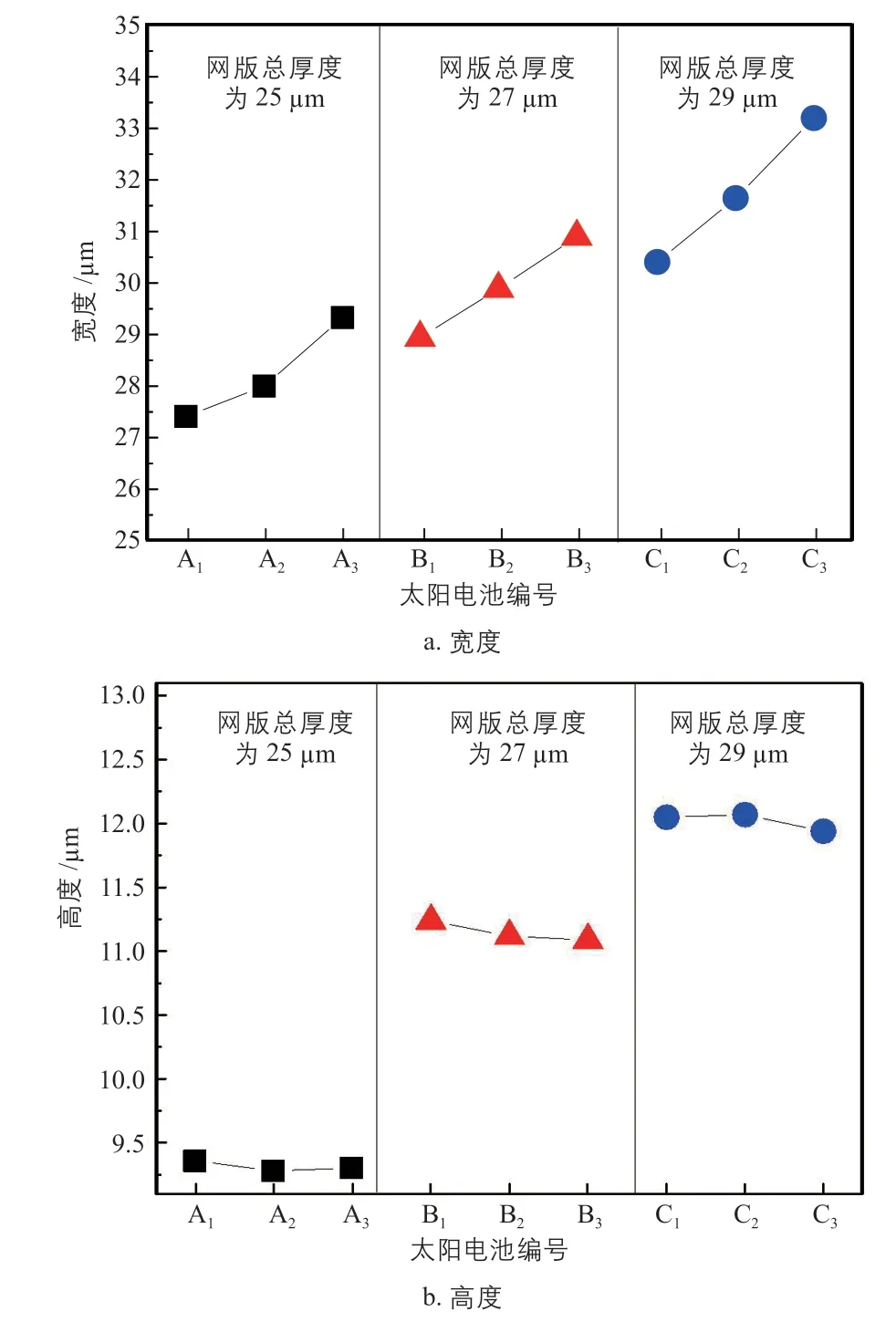
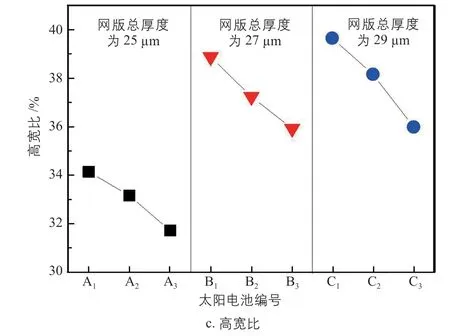
圖1 不同網版參數匹配方案時9種“SE+PERC”雙面單晶硅太陽電池的柵線寬度、高度和高寬比的變化曲線Fig. 1 Variation curves of grid line width,height and aspect ratio of nine kinds of“SE+PERC”bifacial mono-silicon solar cells with different screen parameters matching schemes
從圖1可以看出,在網版總厚度相同的情況下:柵線的寬度隨著網版開口寬度的增加而增加;而柵線高度的變化受網版開口寬度的影響較小,均在0.15 μm范圍內波動;柵線的高寬比隨著網版開口寬度的增加而逐漸降低。文獻[4, 9-10]的研究發(fā)現:在其他網版參數均相同的情況下,網版開口寬度越大,銀漿越容易透過網孔,越有利于銀漿的轉移,銀漿的透墨量也就越大,而透墨量與網版柵線的寬度呈正比關系,即透墨量越大,柵線寬度越大。在網版開口寬度相同的情況下,通過對比A3、B2和C1太陽電池可以發(fā)現,柵線高度主要受網版總厚度的影響,其隨著網版總厚度的增加而增加。這是因為隨著網版總厚度的增加,銀漿的轉移量增多,墨層厚度隨之提高,柵線高度也相應提高。此外,在網版開口寬度相同的情況下,隨著網版總厚度的增加,柵線的寬度也隨之變寬,這是因為,在網版開口寬度相同的情況下,隨著網版總厚度的增加,銀漿與網版表面的接觸幾率變大,增加了銀漿在絲網邊緣粘附的幾率,使銀漿鋪展的幾率變大,造成柵線寬度增大,而且隨著網版總厚度繼續(xù)增加,銀漿轉移量也隨之增加,導致銀漿出現了一定程度的坍塌現象,從而使柵線寬度增加。
EL測試常用來判別太陽電池的質量,其測試原理是在太陽電池兩端施加反向電壓,注入非平衡態(tài)載流子后,非平衡態(tài)載流子與電池內部的載流子復合,從而產生光子,利用CCD 相機捕捉產生的光子并將其信息顯示在計算機上,由此發(fā)現太陽電池的缺陷。
在太陽電池制備過程中,存在斷柵的太陽電池的EL圖像如圖2a所示。而正常太陽電池的EL圖像均勻、明亮,如圖2b所示,這說明材料本身無缺陷,符合硅料及太陽電池的質量標準;同時也說明在太陽電池制備前序工藝中不存在工藝污染的情況。
圖2 斷柵和正常太陽電池的EL圖像Fig. 2 EL images of broken grid line and normal solar cells
不同網版總厚度下柵線的斷柵率隨網版開口寬度的變化情況如圖3所示。
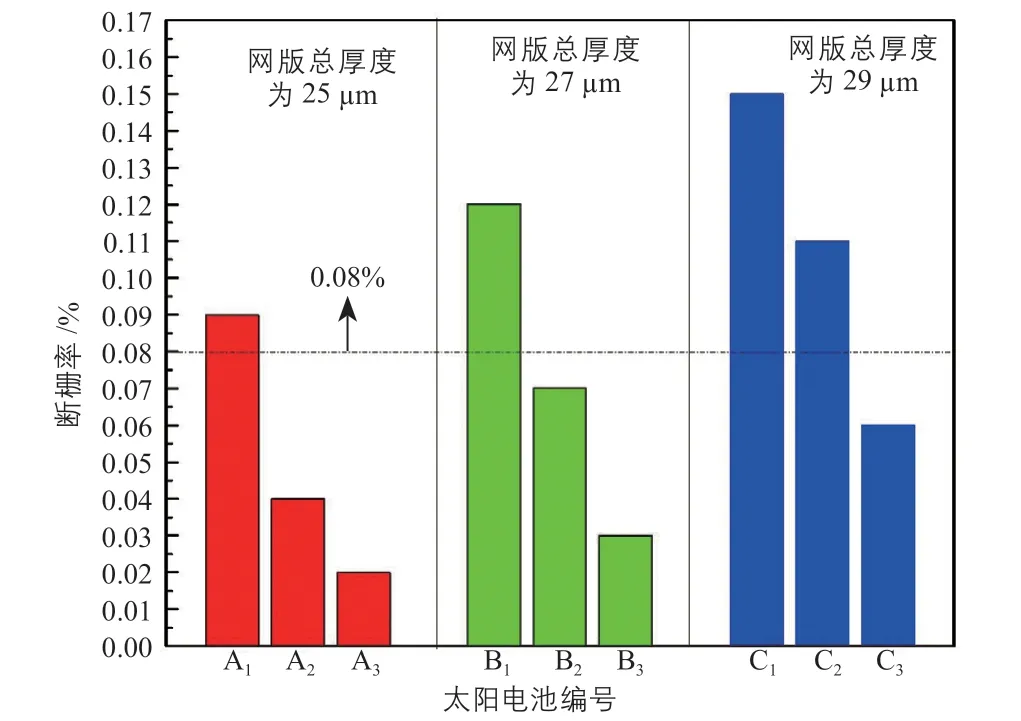
圖3 不同網版總厚度時柵線的斷柵率隨網版 開口寬度的變化情況Fig. 3 Variation of the broken grid line ratio of grid lines with screen opening width under different total screen thicknesses
從圖3可以看出,當網版總厚度一定時,柵線的斷柵率隨網版開口寬度的減小而逐漸增加。當A類太陽電池(A1~A3)的網版開口寬度減小至16 μm時,斷柵率為0.09%,超過了產線斷柵率的標準值(0.08%);當B類太陽電池(B1~B3)的網版開口寬度減小至17 μm時,斷柵率為0.12%,也超過了產線斷柵率的標準值;當C類太陽電池(C1~C3)的網版開口寬度減小至19 μm后,斷柵率為0.11%,同樣超過了產線斷柵率的標準值。斷柵率超過產線斷柵率的標準值會嚴重影響柵線的印刷效果,且斷柵會增加柵線的接觸電阻,從而影響太陽電池的光電轉換效率。為了降低斷柵率,產線往往會加大印刷壓力,且增加擦拭網板的頻率,但這一方式不僅會嚴重影響產線的產能,還會降低網版的使用壽命,當印刷壓力過大時還可能造成網版繃壞。因此,在不改善銀漿印刷性的條件下,僅依靠減小柵線寬度來降低單片太陽電池正面柵線的銀漿耗量并不能達到節(jié)約成本的目的,而要綜合考慮印刷時柵線的斷柵情況。
通過綜合分析絲網印刷時柵線的高寬比和EL圖像的斷柵情況,從而確定a、b和c這3種規(guī)格網版的最佳網版開口寬度分別為17、18和20 μm,即對應a2、b2、c3的網版參數,后文依據這3種規(guī)格網版參數對應制成A、B、C 3類“SE+PERC”雙面單晶硅太陽電池。
2.2 不同匹配方案時的銀漿耗量對比
理論上,太陽電池的銀漿耗量增大會對其電性能起到積極作用,但會增大其成本,因此在工業(yè)生產中,將單片太陽電池的銀漿耗量作為印刷工藝的控制要點,具有重要的現實意義。為測試A、B、C這3類“SE+PERC”雙面單晶硅太陽電池正面柵線的銀漿耗量,每隔2 h從這3類太陽電池中各選1片進行正面柵線的銀漿耗量測量,然后取所有測量結果的平均值,作為該類太陽電池正面柵線的銀漿耗量。3類太陽電池正面柵線的銀漿耗量對比如圖4所示。
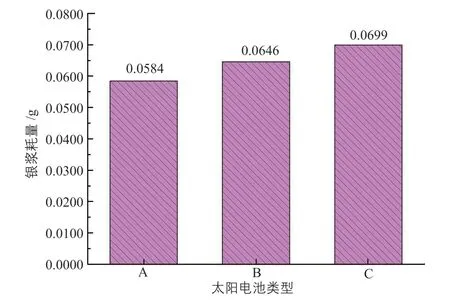
圖4 單片3類太陽電池正面柵線的銀漿耗量對比Fig. 4 Comparison of front grid line silver paste consumption of a piece of solar cell for three types of solar cells
從圖4可以看出,不同網版參數對單片太陽電池正面柵線的銀漿耗量有明顯影響。單片A、B、C 3類太陽電池正面柵線的銀漿耗量分別為0.0584、0.0646和0.0699 g。采用a2網版參數制得的單片A類太陽電池正面柵線的銀漿耗量比采用c3網版參數制得的單片C類太陽電池的正面柵線的銀漿耗量節(jié)約11.5 mg,比采用b2網版參數制得的單片B類太陽電池的節(jié)約了5.3 mg。在“SE+PERC”雙面單晶硅太陽電池制備過程中,減少銀漿耗量可以明顯降低生產成本,增加企業(yè)收益;但從太陽電池電性能的角度來說,單片太陽電池銀漿耗量的降低會影響柵線的接觸電阻,從而影響太陽電池的光電轉換效率。
2.3 不同網版參數下制備的“SE+PERC”雙面單晶硅太陽電池電性能對比
測試分別由a2、b2、c3網版參數制得的A、B、C 3類“SE+PERC”雙面單晶硅太陽電池的電性能,測試結果如圖5所示。
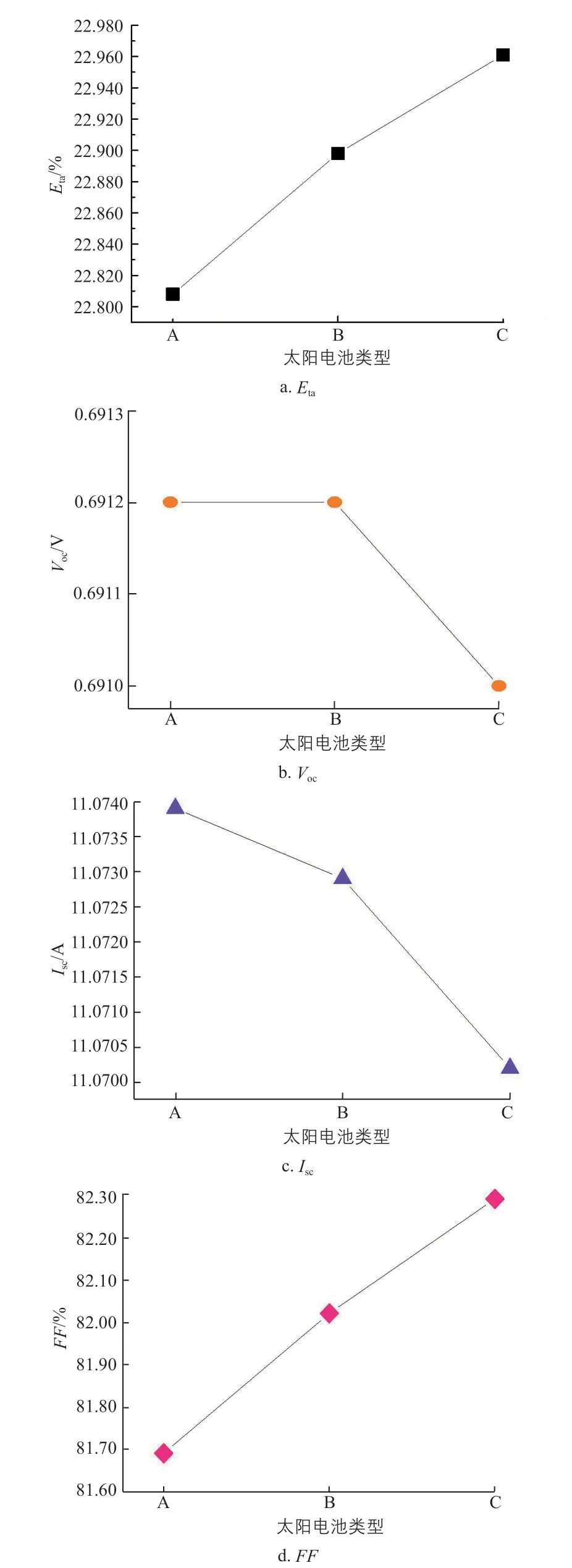
圖5 3類“SE+PERC”雙面單晶硅太陽電池的 電性能測試結果Fig. 5 Electrical performance test results of three kinds of “SE+PERC”bifacial mono-silicon solar cells
從圖5中可以看出:A類太陽電池的Isc最高,為11.0739 A;FF最低,為81.69%;Eta最低,為22.808%。C類太陽電池的Isc最低,為11.0702 A;FF最高,為82.29%;Eta最高,為22.961%;而這3類太陽電池的Voc均無明顯變化。
Isc的大小是太陽電池柵線處遮光面積增減的直觀體現[12]。比如:A類太陽電池的柵線寬度最窄,使柵線處的遮光面積減少,光生載流子數量增加,其Isc得到提高;而C類太陽電池的柵線寬度最大,柵線處的遮光面積也隨之增加,光生載流子數量相應減少,因此其Isc最低。Voc的大小由p-n結和太陽電池表面的復合速率共同決定,柵線寬度的增加不會對p-n結造成影響,但會直接影響太陽電池表面復合速率,金屬與硅金屬化區(qū)域的能帶中存在較多的缺陷能級,這些缺陷能級的存在會充當復合中心,導致復合電流的增大,從而影響Voc;而當網版開口寬度在3 μm之內變化、柵線的寬度變化小于6 μm時,不會對Voc產生明顯影響。FF反映了太陽電池材料的接觸性能,較低的柵線寬度會增加太陽電池柵線的接觸電阻,從而使FF降低。A類太陽電池的柵線不僅高寬比較小,而且虛印、斷柵現象較多,增加了柵線的接觸電阻,從而導致太陽電池Rs較大,進而導致FF減小,由于Isc的增長量小于FF的減小量,從而使Eta降低。C類太陽電池的柵線寬度較大,導致太陽電池的遮光損失增大,但增大了柵線金屬化面積,使柵線電阻降低,Rs也隨之降低,進而使FF增大,由于FF增長量大于Isc和Voc的損失量,從而使Eta得到提升。
3 結論
本文研究了不同網紗厚度、PI膜厚度及網版開口寬度對“SE+PERC”雙面單晶硅太陽電池正面柵線銀漿耗量及電性能的影響,得到以下結論:
1)單片太陽電池正面柵線的銀漿耗量隨著網紗厚度、PI膜厚度及網版開口寬度的增加而升高。
2)當網紗厚度為17 μm、PI膜厚度為8 μm、網版開口寬度為17 μm時:單片太陽電池正面柵線的銀漿耗量最低,僅為0.0584 g;制得的太陽電池的Isc最高,FF最低,Eta為22.808%;該匹配方案可最大限度地降低太陽電池的生產成本。
3)當網紗厚度為17 μm、PI膜厚度為10 μm、網版開口寬度為18 μm時:單片太陽電池正面柵線的銀漿耗量為0.0646 g,制得的太陽電池的Eta為22.898%。
4)當網紗厚度為19 μm、PI膜厚度為10 μm、網版開口寬度為20 μm時:單片太陽電池正面柵線的銀漿耗量為0.0699 g;印刷柵線寬度最寬,遮光損失增大,Isc最低,但柵線金屬化面積增大,使其電阻降低,FF增大,制得的太陽電池的Eta最高,為22.961%;該匹配方案可最大限度地提升太陽電池的Eta。
