從數據信息中對焊接的再認識
2022-05-06 06:31:36彭亞萍
電焊機 2022年4期
彭亞萍
成都融合電氣有限公司,四川 成都 610051
0 前言
20世紀60年代,數據信息分析技術開始應用于焊接領域。其中德國萊布尼茨大學D.Rehfeldt教授開創的“漢諾威分析儀”在國內外焊接界負有盛名[1],在焊接材料、焊接工藝以及焊接電源等數據信息的分析方法、特征量提取與理解等方面都進行了大量實踐,為進一步加強數據信息對焊接制造的指導作用提供了發展方向[2]。
近年來,自動化和機器人技術在焊接制造領域的應用越來越廣泛,在很大程度上改善了焊接過程信息獲取環境,不僅提高了信息的可重復、可追溯性,而且促進了從焊接材料、焊接工藝到包括焊接電源在內的焊接生產各個環節信息鏈接的逐步形成,有力地推動了傳統焊接制造從經驗向數據的深刻轉變[3]。
弧焊在焊接制造中占有重要的地位,對弧焊過程信息的獲取與關鍵信息提取、分析和認知正日益得到深化,其發展集中表現在兩個方面:一是對弧焊過程宏觀統計數據分析的規范化,其中包括對數據的結構,即其散度、偏度、非正態、多事件耦合等分布屬性的探究,對以往的經驗數據、參數檢測方法及其粗放表達方式提出了“重構”的思路[4],從而在提高數據統計分析的科學性和有效性基礎上,建立焊接制造一體化的“信息鏈”;二是對焊接過程偶發性、隨機性等細觀信息的數據分析,其中包括由于焊絲成分、表面狀態以及工藝性、焊接裝備等影響因素,力圖改變和解決以往焊接過程數據分析中存在的難以解讀和對比、數據信息的有效性、可互用等問題。
本文主要介紹當前弧焊過程信息分析的研究與應用的進展,借助“弧焊信息分析平臺”的功能(見圖1)開展三個方面的討論:(1)如何用數據找問題,以及在數據中發現和獲得新認知;(2)如何根據數據對問題定位,發現數據信息中的“盲點”;(3)實現圖像與數據之間的信息“可視化”映射,為數據的深度學習與圖像智能識別提供基礎。
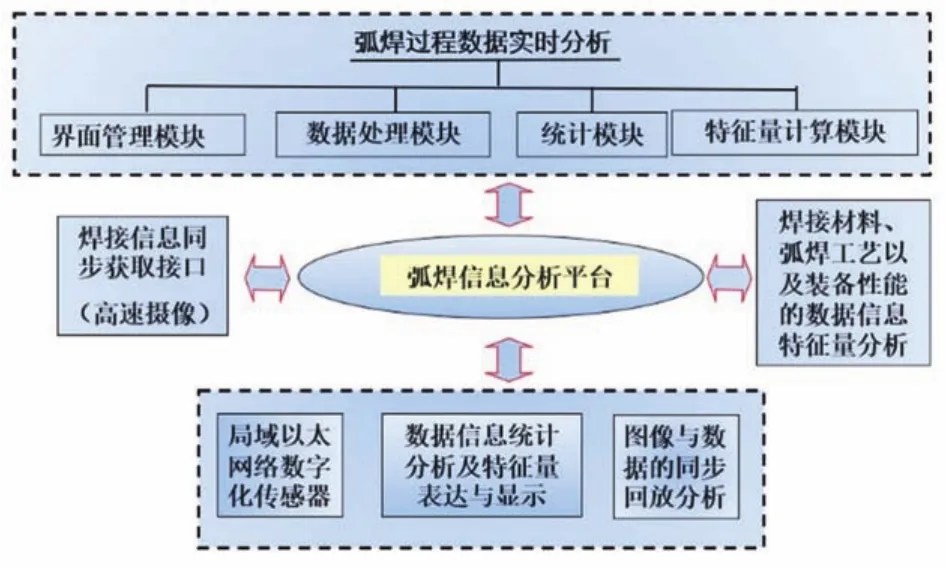
圖1 “弧焊信息分析平臺”主要功能示意Fig.1 Main functions of "arc welding information analysis platform"
1 用數據找問題
“用數據找問題”已成為當前數據信息技術應用的一個特點。這里通過一個數字化焊接生產車間的案例來說明。在機器人生產線的相同焊接工況下,發現1#、2#生產線的焊縫成形與焊縫表面存在差異,其中2#生產線時常出現焊縫金屬向中心線凸起、焊縫表面呈氧化色彩等問題。經檢測后的數據分析與對比結果如圖2所示。出現問題的根源為:所配置的不同焊接電源其動態性能的差異影響了電弧過程的穩定性,對焊縫表面保護和焊縫成形出現隨機干擾,而這在車間宏觀數據統計值的監控設備上無法得到反映。這一“差異”會使局部焊縫內的氮[N]、氧[O]等氣體含量增加,降低焊接接頭局部位置沖擊韌性。此時小概率數據說明了兩者在電弧過程穩定性上的差異。
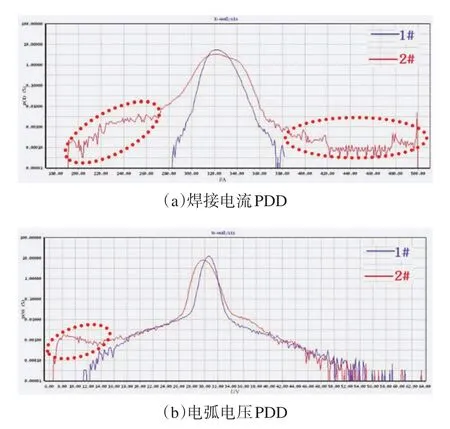
圖2 不同配置的焊接電源在同一焊接參數條件下的不同數據分布(時長30 s)Fig.2 Different data distribution of welding power sources with differ‐ent configurations under the same welding parameters(duration:30 s)
由圖2可知,1#生產線的焊機和2#生產線的焊機的電流均值分別是324 A和325 A(四舍五入到個位),電弧電壓均值分別是30.7 V和30.0 V(取小數點后1位)。然而,在焊接電流數據的概率密度分布(PDD)中(見圖2a),2#焊機在190~280 A以及400~500 A之間出現的小概率數據分布信息表征了焊接過程對電流調控的失穩,電弧電壓PDD中低電壓(7~11 V)數據分布(見圖2b)說明焊接過程出現了頻繁的瞬間短路而導致電弧的不穩定。焊接過程的功率密度分布曲線如圖3所示,進一步驗證了1#焊機能量輸出的集中程度優于2#焊機。

圖3 焊接過程電弧能量的功率密度分布曲線Fig.3 Power density distribution curve of arc energy in welding process
對本案例的分析說明了兩點:一是在目前常規的檢測條件下,盡管對焊接生產工況及參數已調控到相當高的宏觀精度,但仍然未能發現由于焊機輸出特性的不同而對焊縫產生可直接觀察到的差異以及對焊接產品質量的潛在影響;二是由于這類“差異現象”的發生具有一定的隨機性,尤其易出現在電弧擺動時弧長變化的某些瞬間(例如坡口邊緣),焊機的動特性直接影響了該瞬間的電弧穩定性。由此,本案例的分析亦提出了對焊接生產過程中數據信息的獲取是否具備了監控焊接質量的作用,以及焊接車間信息化與數據監管標準的實施等實際工程應用問題。
2 從數據中發現和獲得新認知
在熔化極脈沖氣保焊的焊接過程中,由于熔滴過渡在不同電流工況下有自身的變化規律,對脈沖電弧過程進行數據分析,有助于理解熔滴過渡狀態并成為焊接工藝優化的依據。圖4是一個對中厚鋁合金板件多層焊的工藝設計實例。圖4a是打底焊縫,將熔滴脫離焊絲末端的時刻調控在電流脈沖峰值時段,此時熔滴尺寸較小且速度較快,有利于打底層的背透,同時有利于鋁合金打底焊縫對氣孔等缺欠的抑制;圖4b是蓋面焊縫,熔滴過渡調控在脈沖峰值電流下降沿的中段,此時熔滴尺寸較大且速度較慢,有利于控制打底層的重熔深度,同時有利于控制熔池結晶和焊接接頭組織的均勻性。
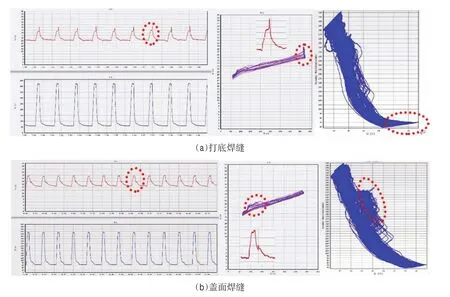
圖4 多層焊的脈沖MIG焊工藝設計示意Fig.4 Schematic diagram of the pulsed MIG welding process design for multi-layer welding
圖4中包括焊接電弧與熔滴過渡之間物理過程相關性的細節。一是電壓波形反映的熔滴脫離焊絲末端的時刻,圖4a的電壓尖峰位于脈沖電流的峰值時段(參見虛線圈內);圖4b的電壓尖峰出現在脈沖電流的下降沿,是焊絲末端的熔滴尺寸和速度等不同的原因。二是揭示了熔滴過渡的時刻與電弧弧長之間的相關性(見圖4的右側),直觀反映了脈沖電弧的弧長、導電嘴到工件的阻抗等演變規律。
圖5是一脈多滴的特征圖,即在脈沖電流峰值時段的電壓尖峰有一熔滴脫離焊絲,但由于脈沖電弧能量在峰值時段仍在持續作用,在脈沖的下降沿又形成尺寸較小的熔滴過渡(見圖5a),即同時具有在脈沖電流峰值時刻和脈沖電流的下降沿熔滴過渡的特征(見圖5b)。
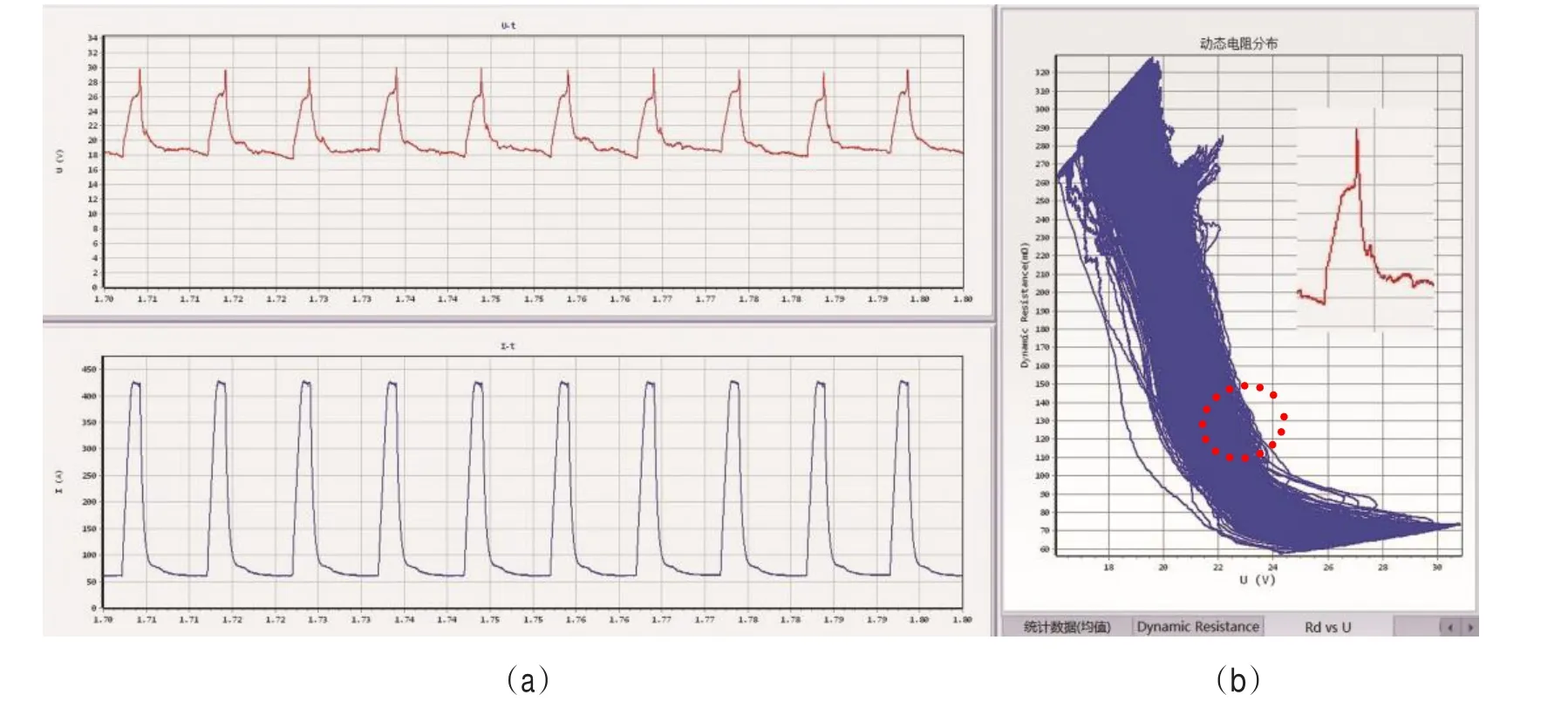
圖5 一脈多滴的特征圖Fig.5 Characteristic diagram of multiple drops per pulse
對本案例的分析表明,即使數據本身并未提供焊接過程明確的物理特征,但將幾個數據特征量組合在一起或者進行整合之后,就會有新的發現。通過對數據信息的組合分析能獲得脈沖電流焊接中熔滴過渡時刻以及是否出現多個熔滴過渡等工藝細節,及時為電弧能量的分配和工藝效果的優化提供調整方向。
3 尋找數據信息中的盲點
很多時候,欠缺的不是解決問題的方式,而是定位問題的能力。數據信息中的“盲點”分為兩類:一是信息的物理盲點;二是信息的邏輯盲點。所謂信息的物理盲點,是指用戶需要收集卻沒有收集到的數據。這一類盲點的產生通常是數據獲取與分析策略出了問題,多數情況下需要增加硬件。而信息的邏輯盲點是指有數據,但沒有被很好地發掘出來成為“特征量”。
眾所周知,鋁合金焊絲的存放環境、剩余焊絲的保管方式等會影響焊絲的表面狀態(如氧化、油污等)。由于Al2O3的熔點遠高于鋁,一方面焊絲表面的氧化層在電弧高溫下“破碎”并在熔滴形成中起“質點”成核的作用,另一方面焊絲表面氧化有時是間斷的或局部的,導致焊絲表面張力的不均衡而產生熔滴在焊絲末端的“震蕩”現象,如圖6所示。在宏觀上表現為電弧不穩定、飛濺增加、熔滴尺寸不均勻;對于焊縫金屬,則出現夾雜物、氣孔等缺陷的增多。該現象提取出能夠揭示其物理意義的特征量,對于生產現場的焊接質量監控具有實際意義。

圖6 焊接參數波形所表現的焊絲表面氧化導致熔滴在焊絲末端的“震蕩”現象Fig.6 "Oscillation" phenomenon of droplet at the end of welding wire caused by surface oxidation of welding wire shown by welding parameter waveform
為此,本案例對鋁合金焊絲表面有無氧化的不同狀態作了分析對比。在設置電流為260 A、直流反接MIG焊接的工況下,對焊接過程的采樣和分析時長均為30 s。由圖7a可以看出,出現表面氧化的焊絲,在MIG電弧的電阻(由導電嘴的接觸電阻、固態焊絲電阻、焊絲末端液態熔滴的電阻以及電弧弧柱等構成)與電弧電壓的動態對應關系圖上出現了一個電弧電壓“對應”兩個電阻值的分布現象。從圖7a中的虛線圈內可以看出,25 V的電弧電壓對應于動態電阻變化范圍的平均值分別是100 mΩ和130 mΩ;由圖7b可知,表面未產生氧化的鋁合金焊絲在25 V電弧電壓對應于阻抗的平均值是95 mΩ。較低的平均電阻反映了正常鋁合金焊絲在導電嘴與工件之間各電阻的變化特點;而較高的平均電阻則是因焊絲表面氧化所致,即焊絲表面氧化的特征。

圖7 鋁合金焊絲不同的表面狀態對應的焊接過程動態電阻與電弧電壓的相關性Fig.7 Correlation between dynamic resistance and arc voltage in welding process corresponding to different surface states of aluminum alloy welding wire
從本案例的分析中可以得出,鋁合金表面狀態(包括光潔度、清潔度等)一是與導電嘴的接觸電阻相關,二是與熔滴過渡均勻性和飛濺相關,兩者都直接影響電弧過程的穩定性。用電阻-電壓動態圖法或可為鋁合金焊絲表面狀態的檢測提供一個簡易有效的工程現場實時評價途徑。
由于檢測的數據源于導電嘴到工件之間的動態壓降,其中包括焊絲與導電嘴之間接觸電阻的波動信息及其對電弧壓降的影響,因此,本案例的分析方法亦為焊接過程電弧穩定性提供了一個新的分析途徑。
4 數據的可視化
借助于高速攝影或攝像技術觀測弧焊過程已有相當長的歷史[5],從中可獲得對電弧形態、熔滴過渡的類型、熔池現象以及氣體保護成分與效果影響等大量的基本概念和機理的認識。在當前焊接新材料和新工藝迅速發展的形勢下,高速圖像與焊接參數數據的同步播放和分析仍然是一種先進的手段。例如,在實心焊絲的圖像與焊接電流與電弧電壓的對應關系中,獲得了飛濺產生的機理并指導波控技術的發展[6]。對藥芯焊絲的金屬與熔渣過渡形式的相關性觀測與分析,有助于深化對該類焊絲成分原位復合均勻性的認識。圖8是焊接過程圖像與波形同步播放界面的實例,該界面的主要特點是:(1)對圖像的顯示尺寸可任意調整和居中,可選擇任意位置的圖像作為同步播放的起始點;(2)具有對自動播放的速度、波形顯示時長的實時調整功能;(3)具有手動的逐幀進退、快速翻頁以及在任意設置循環同步播放等功能。
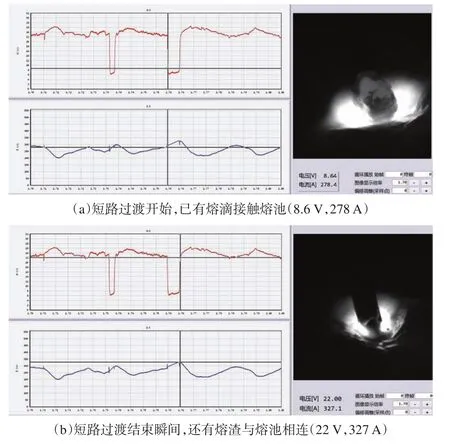
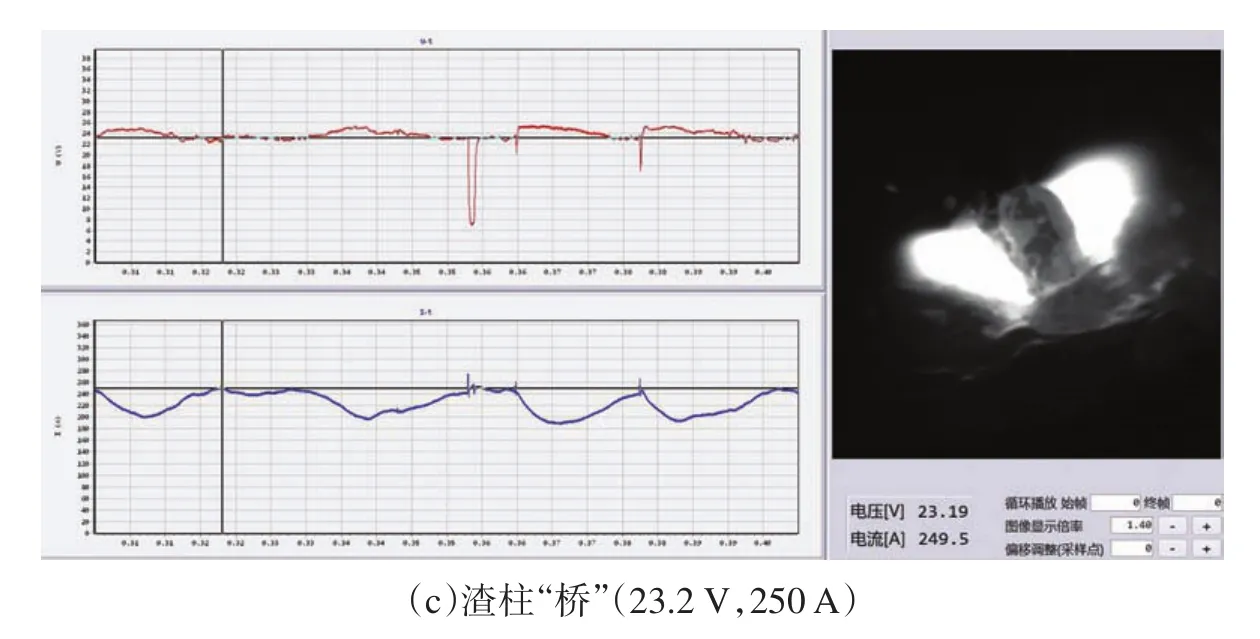
圖8 藥芯焊絲的同步分析實例Fig.8 Example of simultaneous analysis of flux cored wire
圖8a、8b是藥芯焊絲的一個典型的短路過渡過程,開始出現短路時,熔渣中有熔滴接觸熔池,電弧電壓逐漸降低;而當短路過渡結束瞬間,還有熔渣與熔池相連,但電弧電壓已與燃弧時相當。圖8c是藥芯焊絲典型的渣柱過渡形式,焊絲末端的渣柱與熔池“搭橋”,但電弧電壓仍與燃弧時相當。
在時間分辨率方面,如高速圖像是每秒10 000幀,用100 kHz并行采樣頻率獲得了每幀圖像具有10組焊接電流與電弧電壓數據信息的“圖-數環境”,即有10組焊接數據構建了焊接電量與圖像變化這兩個相關物理過程之間的信息聯系,并且其中有一組數據與該瞬間的圖像嚴格同步,提供了每一圖像的瞬間能量狀態及其前后變化的條件。這一功能為熔化極弧焊過程的圖像與電量之間的精細、定量分析以及進一步的人工智能識別打下了基礎。
5 結論
焊接制造從“經驗信息”轉變為“數據信息”的根本區別主要表現在兩個方面:一是各個環節信息不斷趨于完整,構成一種“系統化”的認知,從而避免以往“碎片化”個別經驗的局限性,使焊接生產的信息可對比、可移植;二是對數據信息中特征量的提取和分析,成為改善和優化焊接工藝的導向,并能發現焊接生產中的異常現象及其來源,從而實現在數據中發現問題并又通過數據來驗證是否解決了問題。本文以此作為目標,力圖促進對弧焊過程的數據信息分析和認知,在各環節特征量之間建立起信息鏈接,并為數據的深度學習和人工智能在焊接制造中的應用打下基礎。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
中華手工(2017年2期)2017-06-06 23:00:31
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
中外會展(2014年4期)2014-11-27 07:46:46
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32
